1
Изобретение относится к области автоматического управления и может быть использовано В- системах автоматического управления технологическими циклами производственных агрегатов.
Известны устройства для программного управления технологическими циклами станков, содержащие соединенный с приводом станка блок памяти, датчики команд которого связаны с блоком записи -и приема команд.
Однако эти устройства сложны, а число выдаваемых ими в цикле команд ограничено.
Предлагаемое устройство отличается тем, что в нем блок памяти содержит барабан, на поверхности которого по спирали установлены датчики команд, выполненные в виде поворотных пластин, и шаговый редуктор, входная ось которого соединена с осью привода станка,- а блок записи и приема команд содержит ходовой винт с гайкой, соединенный через редуктор с осью барабана, коромысло с управляющим контактом, рычаг сброса датчиков команд и электромагнит с толкателем, укрепленные на гайке, и кнопку задания команд, включенную в цепь обмотки электромагнита.
Это позволяет упростить устройство и одновременно увеличить число выдаваемых команд.
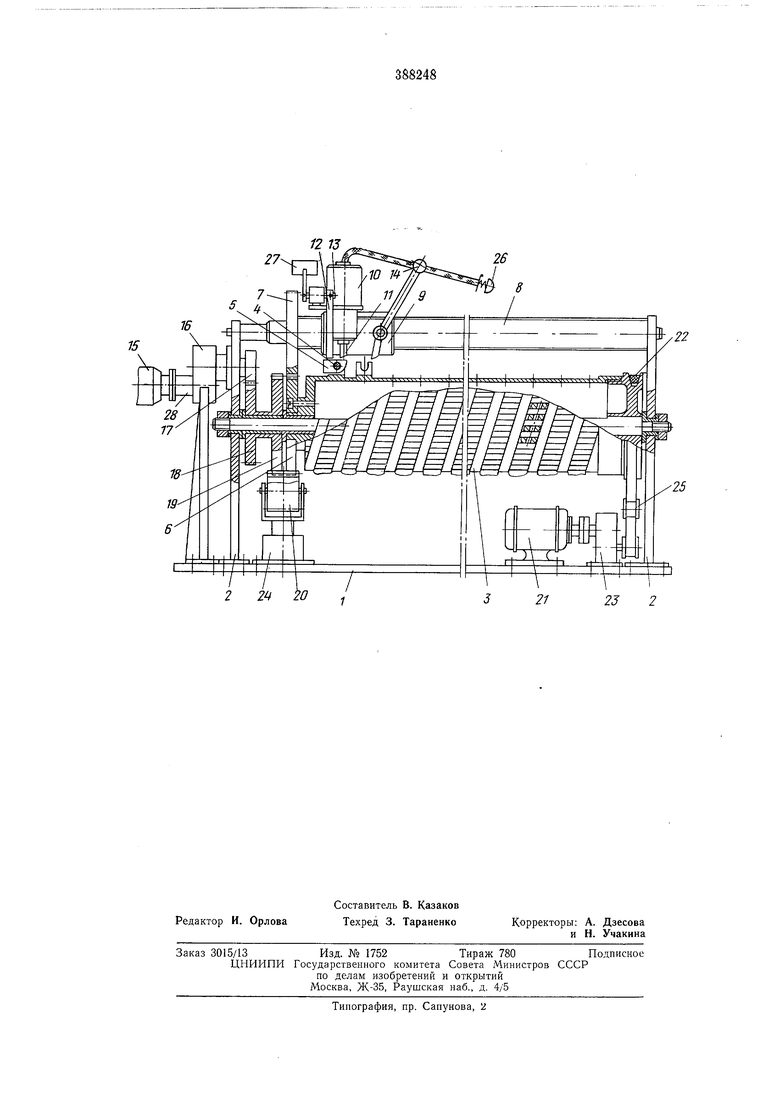
На чертеже показан общий вид описываемого устройства.
Оно содержит основание 1, боковые стойки 2, барабан 3 блока намяти, ось 4 датчика команд, датчик команды в виде поворотной пластинки 5, зубчатые шестерни 5 и 7, ходовой винт 8, гайку 9, электромагнит 10, толкатель 11, коромысло 12 с управляющим контактом и осью 13, рычаг 14 сброса датчиков команд, ось 15 привода станка, мальтийский крест 16, шестерни /7, 18, 19, паразитную шестерню 20, мотор 21 обратного хода, клиноременную -передачу 22, редуктор 23, электромагнит 24 отключения мальтийского креста, натяжной ролик 25, кнопку 26 задания команд, устройство 27 исполнения команд, входную ось 28 шагового редуктора.
Устройство работает следующим образом. Ось 15 приводится во вращение от главного привода подачи станка (цепь обратной связи). Число оборотов оси задано.
Вращение оси 15 через мальтийский крест 16 передается прерывистым движением шестерне 17, а через нее блоку шестерен 18 и 19, паразитной шестерне 20, соединяющей шестерни 19 и 6. От шестерни 5 прерывистое движение передается барабану блока памяти, жестко соединенному с шестерней 6, и через шестерню 7 - ходовому винту 8.
При вращении ходового винта по нему (строго но шагу барабана блока памяти) перемещается гайка 9. Такое движение обеспечивается за счет передаточного отношения шестерен 6 и 7 к шага ходового винта 8.
При первоначальной записи программы нажимают на кнопку 26 приема информации, которая включает электромагнит 10 с толкателем п. Толкатель нажимает на пластинку 5 датчика команд и разворачивает ее на 90° вокруг оси 4. При этом датчик выступает своей кромкой над цилиндрической поверхностью барабана блока памяти, а толкатель 11 возвращается в первоначальное (верхнее) положение.
Включение катушки электромагнита 10 осуществляется через синхронизатор, который дает питание катушке электромагнита только при таком положении, когда барабан блока памяти находится без движения (не вращается). Это обеспечивается тем, что на кольце синхронизатора выполнен разрыв, заполйенный изоляционным материалом, при касании которым щетки синхронизатора электрическая цепь разрывается и прекращается питание катушки электромагнита 10; при этом толкатель 11 занимает верхнее положение. Мальтийский крест 16 в этот момент поворачивает барабан 3 блока -памяти и ходовой винт 8 на один шаг, соответствующий шагу продольного паза барабана.
При следующем повороте барабана блока памяти на одия шаг датчик 5 воздействует на поворотное коромысло (источник передачи информации), которое, поворачиваясь на оси 13, включает устройство 27 исполнения ком аи д.
Для записи следующей команды в нужной последовательности выполнения технологического цикла барабан блока памяти поворачивается на величину, соответствующую заданному размеру (определенному времени согласно технологии обработки); при этом включаются кнопка 26 приема информации, электромагнит 10 и толкатель 11 разворачивает соответствующую пластинку (датчик команд) 5, которая, в свою очередь, действует на коромысло 12 и передает команду устройству исполнения команд.
При подаче очередной команды следует нажать на кнопку приема информации. При этом толкатель // разворачивает находящуюся под ним пластинку (датчик) 5, которая передает команду через коромысло 12 устройству 27 исполнения команд, а через него исполнительному органу станка. Промежуточные датчики могут быть использованы «е все, в зависимости от надобности после первого цикла.
После выполнения полного технологического цикла независимо от положения гайки 9 через кнопку 26 дают команду на повторение цикла. При этом паразитная шестерня 20 выводится ИЗ зацепления с шесте|рнями в и 19 с помощью электромагнита 24; этим отключается мальтийский крест 16, включается редуктор 23, и натяжной ролик 25 натягивает ветвь ремня 22. Барабан блока намяти вращается в обратном
направлении. Вместе с ним вращается ходовой винт 8, и гайка 9 возвращается в первоначальное (левое) положение. При этом датчик 5 не воздействует на коромысло 12 устройства для передачи и-нформации, так как коромысло
имеет шарнирное соединение одностороннего действия (не показано).
После возвращения в исходное положение мотор 21 с редуктором 23 автоматически отключается, натяжной ролик 25 ослабляет
ветвь ремня 22, паразитная шестерня 20 входит -в зацепление с щестернями 6 и /5, и программатор готов к повторению записанной программы. Последующим нажатием на кнопку 26 задают команду для повторения цикла, который осуществляется автоматически.
Для записи новой программы при обратном ходе барабана блока памяти и ходового винта 5 с гайкой 9 рычаг 14 поворачивают, и он
своим концом разворачивает датчики 5 команд на 90° в нерабочее положение (заподлицо с наружной поверхностью барабана блока памяти).
Предмет и з о б ip е т е и и я
Устройство для программного управления технологическим циклом станка, содержащее
соединенный с приводОМ стайка блок памяти, датчики команд которого связаны с блоком записи и приема команд, отличающееся тем, что, с целью упрощения устройства при одновременном увеличении числа выдаваемых
команд, блок памяти содержит барабан, на поверхности которого по спирали установлены датчики команд, выполненные в виде поворотных пластин, и шаговый редуктор, входная ось которого соединена с осью -привода станка, а
блок записи и приема команд содержит ходовой винт с гайкой, соединенный через редуктор с осью барабана, коромысло с управляющим контактом, рычаг сброса датчиков команд и электромагнит с толкателем, укрепленные на гайке, и кнопку задания команд, включенную в цепь обмотки электромагнита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поляриметр | 1971 |
|
SU443300A1 |
| Автомат для предмонтажной обработки электрических шнуров | 1988 |
|
SU1642542A1 |
| Станок для набора игл в кассету | 1982 |
|
SU1087578A1 |
| Устройство для штамповки деталей из длинномерного материала | 1988 |
|
SU1574328A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ НАБОРА ЛИЦЕВОГО СЛОЯ ЩИТОВОГО ПАРКЕТА | 1973 |
|
SU382510A1 |
| Загрузочное устройство | 1988 |
|
SU1579719A1 |
| МЕХАНИЗМ ИЗМЕНЕНИЯ ФОРМЫ СТРОЧКИ ШВЕЙНОЙ МАШИНЫ "ЗИГЗАГ" | 1990 |
|
RU2023086C1 |
| ПОЛНОРОСТОВЫЙ ТУРНИКЕТ | 2009 |
|
RU2408773C1 |
| Устройство для поштучной выдачи плоских заготовок из стопы | 1987 |
|
SU1503954A1 |
| Устройство для согласования работы машин шоколадоотливочной линии со съемными формами и упаковочного автомата | 1974 |
|
SU526569A1 |