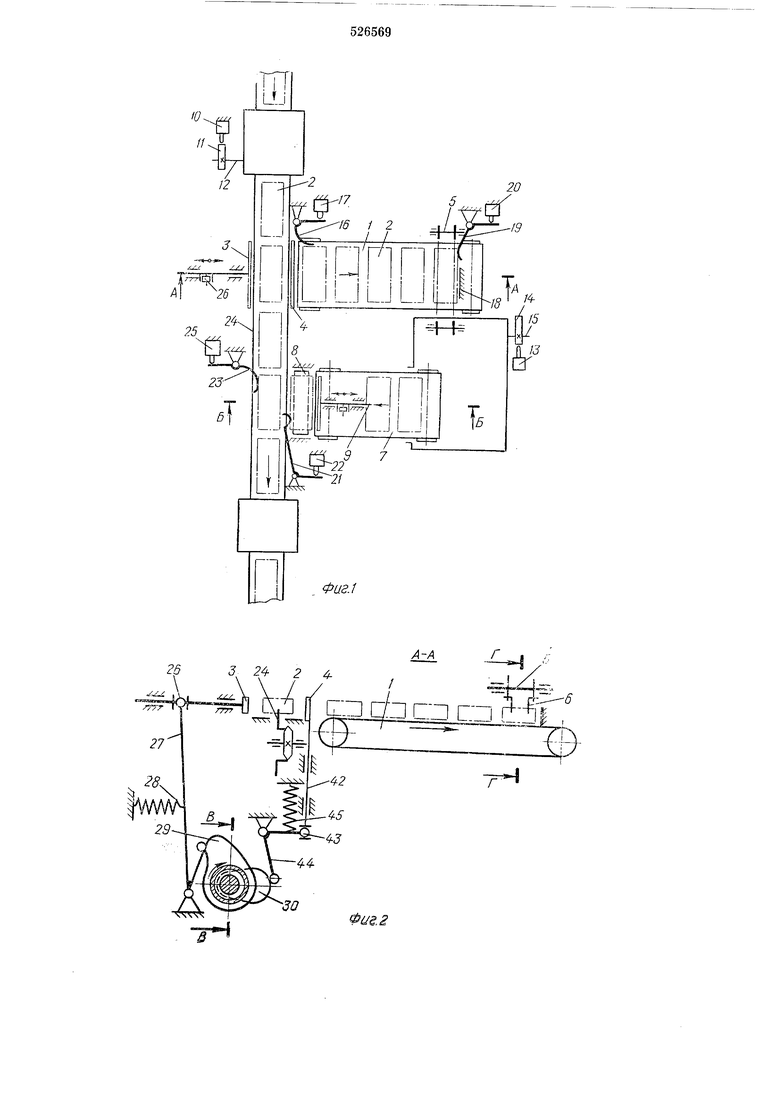
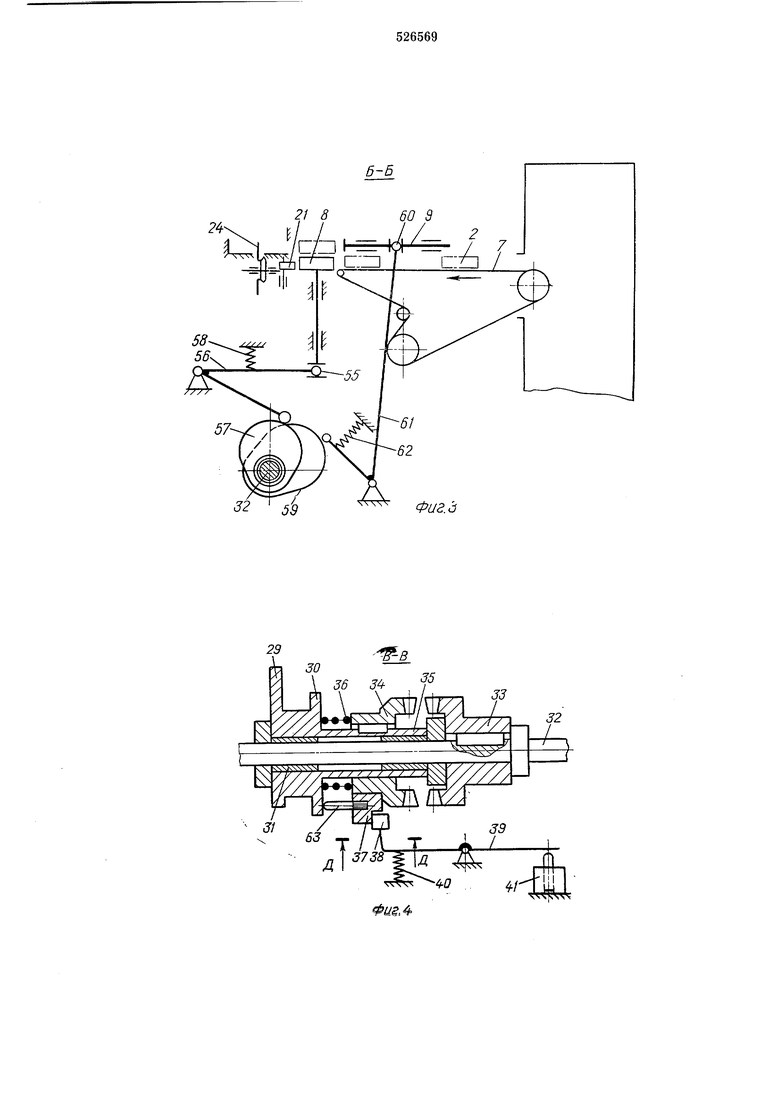
Устройство состоит из; транспортера-накопителя 1 форм 2, заполненных шоколадными изделиями; толкателя 3 заполненных форм 2; подъемного борта 4; транспортера 5 с двумя цепями и закрепленными па цепях с определенным шагом толкателями 6; транспортеранаконителя 7 пустых форм; подъемного столика 8; толкателя 9 пустых форм; датчика 10 цикла шоколадоотливочной машины и управляюш,его им кулачка 11, закрепленного на главном валу 12 шоколадоотливочной линии; датчика 13 цикла упаковочного автомата и управляюш,его им кулачка 14, закрепленного на главном валу 15 упаковочного автомата; датчика 16 наличия формы на транспортеренакопителе 1, взаимодействуюшего с ним конечного выключателя 17; упора 18; датчика 19 наличия формы и упора 18 и конечного выключателя 20; датчика 21 наличия пустой формы на столике 8 и конечного выключателя 22; датчика 23 для контроля заполнения ячейки периодически перемещающегося цепного транспортера 24 с толкателями шоколадоотливочной линии и конечного выключателя 25. Толкатель 3 форм 2 через ролик 26 связан с коромыслом 27, взаимодействующим под действием пружины 28 с кулачком 29, образующим с кулачком 30 блок, сидящий втулками 31 на приводном валу 32, кинематически связанном с главным валом 15 упаковочного автомата. На приводном валу 32 на шпонке установлена многозубая полумуфта
33,с которой входит в зацепление полумуфта
34,сидящая на шпонке на ступице 35 блока кулачков 29 и 30. На ступице 35 установлена пружина 36, воздействующая на полумуфту 34. На последней закреплен кулачок 37, упирающийся в ролик 38 рычага 39, под плечами которого установлены пружины 40 и толкающий электромагнит 41.
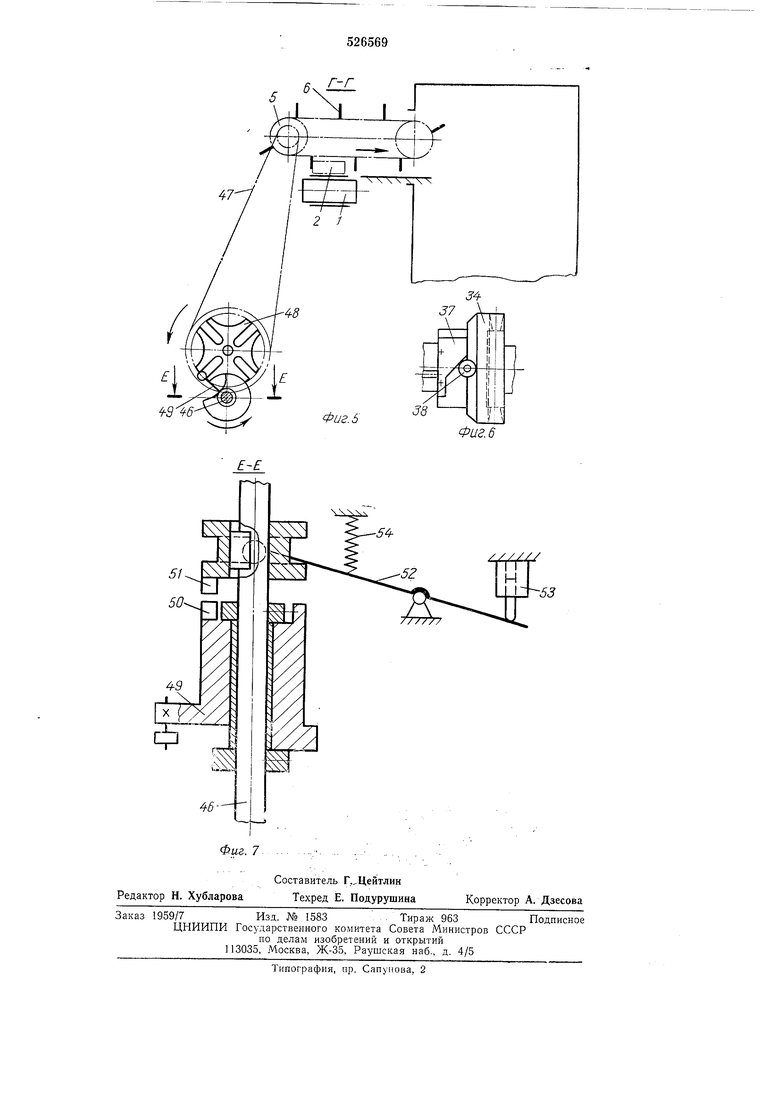
Нодъемный борт 4 закреплен на ползуне 42, связанном роликом 43 с коромыслом 44, которое цод действием пружины 45 контактирует с кулачком 30. Поперечный транспортер 5 кинематически связан с приводным валом 46 через цепь 47, мальтийский крест 48, кривошип 49 с полумуфтой 50 и однозубую полумуфту 51, которая рычагом 52 связана с электромагнитом 53 и пружиной 54.
Подъемный столик 8 роликом 55 через коромысло 56 связан с кулачком 57. Пружина 58 прин имает коромысло 56 к кулачку 57. Толкатель пустых форм 9 взаимодействует с кулачком 59 через ролик 60 и коромысло 61; при этом последний прижимается к кулачку пружиной 62. Кулачки 57 и 59 образуют блок, который связан с валом 32 так же, как и блок кулачков 29 и 30.
Транспортеры 1 и 7 приводятся обычными передачами от приводных валов 32 и 46. Валы 32 и 46 совершают один оборот за один цикл упаковочного автомата от главного вала 15. В полумуфте 34 закреплен упор 63.
Толкатель 3, подъемный борт 4, коромысла 27 и 42, кулачки 29 и 30, многозубая муфта
33 и 34 образуют механизм переталкивания форм, заполненных шоколадными изделиями. Толкатель 9, подъемный столик 8, коромысла 56 и 61, кулачки 57 и 59 и многозубая муфта, аналогичная муфта 33 и 34, образуют механизм переталкивания пустых форм.
Транспортер 5 с цепями и толкателями 6, мальтийский крест 48, кривошип 49 и однозубые муфты 50 и 51 образуют механизм ввода
форм в упаковочный автомат.
Устройство работает следующим образом. Отливочные формы 2 с шоколадными изделиями периодически перемещаются цепным транспортером 24 с толкателями на цепях.
Перед остановкой транспортера 24 кулачок 11 нажимает на конечный выключатель 10, замыкая электрическую цепь толкающего электромагнита 41, который своим толкателем нажимает на рычаг 39 и выводит ролик 38 изпод кулачка 37. После этого полумуфта 34 под действием пружины 36 входит в зацепление с полумуфтой 33, и блок кулачков 29 и 30 начинает вращаться. От кулачка 30 через коромысло 44, ролик 43 и ползун 42 движение
передается подъемному борту 4, который при этом опускается. От кулачка 29 движение передается толкателю 3 форм 2, подающему их на транспортер 1. Для замыкания цепи электромагнита 41 необходимо, чтобы па транспортере 1 перед толкателем не было форм. Если же форма имеется, то она, нажимая через датчик 16 на конечный выключатель 17, разрывает цепь электромагнита 41. Толкатель 3, передав форму 2
г.а транспортер 1, совершает обратный ход, а борт 4 поднимается вверх. Поскольку кулачок 11 кратковременно нажимает на выключатель 10, замыкая цень электромагнита 41, то к концу обратного хода толкателя 3 (соответственно к концу одного оборота кулачков 29 и 30) магнит 41 обесточен, а ролик 38 под действием пружины 40 и рычага 39 поднят в верхнее положение. Кулачок 37, наезжая на ролик 38 своей криволинейной поверхностью,
сдвигает полумуфту 34 вдоль стуницы 35 до соприкосновения упора 63 с кулачком 30. При этом нолумуфты разъединяются, и блок кулачков 29 и 30 останавливается. В дальнейшем цикл повторяется.
Транспортер 1 подает форму 2 до упора 18. При этом форма через датчик 19 нажимает на конечный выключатель 20 и размыкает его контакты. Кулачок 14, сидящий на главном валу 15 упаковочного автомата, размыкает
контакты конечного выключателя 13 в момент цикла упаковочного автомата, при котором следует начать вводить форму с изделиями в упаковочный автомат. Если разорваны контакты обоих конечных выключателей 20 и 13,
то обесточивается цепь электромагнита 53, и рычаг 44 под действием нружины 54 перемещает однозубую полумуфту 51 до сцепления с полумуфтой 50, после чего кривошип 49 поворачивает мальтийский крест 48. Вследствие
этого через цепную передачу движение передается транспортеру 5, толкатели 6 которого перемея1,аются на один шаг, передавая форму 2 в упаковочный автомат. При остановке транспортера 5 кулачок 15 через выключатель 13 замыкает цепь электромагнита 53; последний через рычаг 52 разъединяет полумуфты 51 и 50.
В упаковочном автомате из формы 2 одним из известны.ч способов извлекаются шоколадные изделия, которые в автомате укладываются в коробки или заворачиваются в обертку, а пустая форма выводится на транспортер 7. Последний подает форму до упора в датчик 21 или в столик 8, если он находится в верхнем положении. При нажиме формы на датчик 21, последний замыкает контакты конечного выключателя 22. Перед остановкой транспортера 24 кулачком 11, как было описано выше, замыкаются контакты датчика 10. Если контакты выключателей 22 и 10 замкнуты, то ток поступает в толкаюш,ий электромагнит, который через систему соединяет блок кулачков 57 и 59 с приводным валом 32. При этом от кулачка 57 через коромысло 56 и ролик 55 движение передается столику 8, поднимаюш,ему форму на уровень толкателя 9, а кулачок 59 через коромысло 61 и ролик 60 перемещает толкатель 9, подаюший форму на цепной транспортер 24. В конце обратного хода толкателя 9 блок кулачков 57 и 59 отключается от вала 32 так, как это было описано выше для блока кулачков 29 и 30.
Во избежание переталкивания формы в ячейку транспортера 24, оказавшуюся заполненной формой, датчик 23 разрывает контакты конечного выключателя 25, включенные в
цепь электромагнита, управляющего соединением блока кулачков 57 и 59 с валом 32.
Ф о р м у ,1 а изобретения
1. Устройство для согласования работы машин шоколадоотливочной линии со съемными формами и упаковочного автомата для изготовления н упаковки конфет типа «Ассорти, состоящее из транспортеров-накопителей н механизма ввода форм с шоколадными изделиями в упаковочный автомат, отличающеес я тем, что, с целью уменьшения простоев при совместной работе шоколадоотливочной линии и упаковочного автомата и повышения
надежности работы устройства, оно снабжено механизмами для переталкивания форм, каждый из которых выполнен в виде толкателя, установленного с возможностью возвратнопоступательного перемещения, подъемным
бортом и столиком с приводом, а механизм ввода форм в упаковочный автомат выполнен в виде транспортера с толкателями на цепях, причем транспортеры-накопители установлены между входом и выходом упаковочного автомата и началом и концом участка транспортера шоколадоотливочной линии для обеспечения прохождения через упаковочный автомат форм с шоколадными изделиями.
2.Устройство по п. 1, отличающееся тем, что привод каждого механизма для переталкивания форм выполнен в виде коромысел, связанных с приводным валом через кулачки и многозубую однооборотную муфту.
3.Устройство по п. 1, отличающееся тем, что привод механизма ввода форм в упаковочный автомат выполнен в виде мальтийского креста, связанного с приводным валом посредством однозубой муфты и кривошипа.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для согласования работы машин шоколадоотливочной линии со съемными формами и упаковочного автомата | 1979 |
|
SU885127A1 |
| Автомат для подготовки электрических проводов к монтажу | 1986 |
|
SU1464232A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| АВТОМАТ ДЛЯ ДОЗИРОВКИ РЫБЫ В ТАРУ | 1966 |
|
SU183118A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ДРЕНАЖНЫХ ТРУБ | 1970 |
|
SU271358A1 |
| Устройство для подачи пустых и отвода наполненных коробок | 1983 |
|
SU1221065A1 |
| Устройство для упаковки радиодеталей с осевыми выводами | 1974 |
|
SU519363A1 |
| Устройство для контроля наличия и положения упаковываемых изделий | 1982 |
|
SU1047781A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГЛАЗИРОВАННЫХ СЫРКОВ | 1973 |
|
SU397178A1 |
J(7
2/ S
-L
5Ь
37386-Б
Фиг.З
32
I
0
ж,
41
р,Л
Фи.л
