Изобретение относится к автоматизации технологических процессов на машиностроительных предприятиях, а именно к вспомогательному технологическому оборудованию, установленному в технологические линии, которые автоматизируются с помощью промышленных роботов.
Цель изобретения - повышение надежности за счет предотвращения опрокидывания кассет при вращении и расширение
флажком 27 и конечный выключатель 35, взаимодействующий с поводком 21.
Устройство работает следующим образом.
В исходном положении винт 26 механизма перемещения стоп плоских заготовсгк 6 находится в крайнем нижнем положении. Кассеты 5 с пакетом заготовок 6 установлены на поворотном столе 2 в положение, обеспечивающее точное позиционирование заготовок в штампе, установленном на престехнологических возможностей путем исполь- Юсе. Платформы 3 прикреплены к столу 2
прихватами 11. Верхняя заготовка в стопе 6 установлена на уровне зеркала матрицы штампа. Датчик 17 установлен на уровне верхней заготовки в кассете 5.
зования устройства в линиях с автоматической сменой кассет.
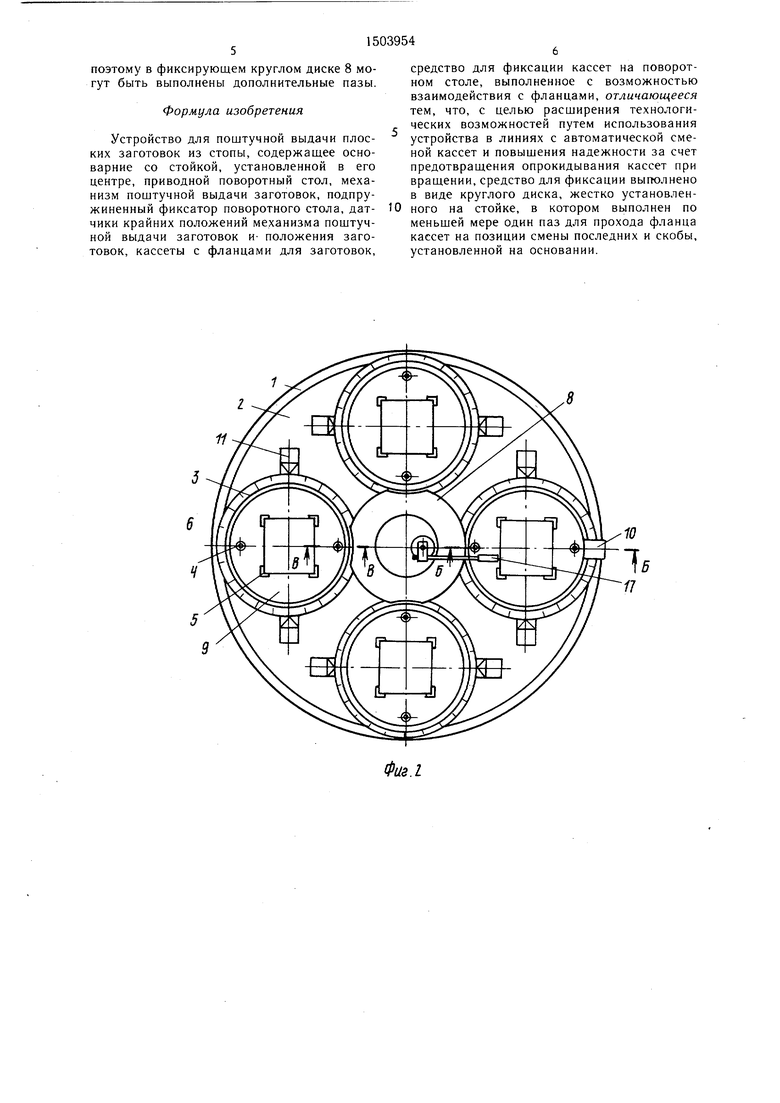
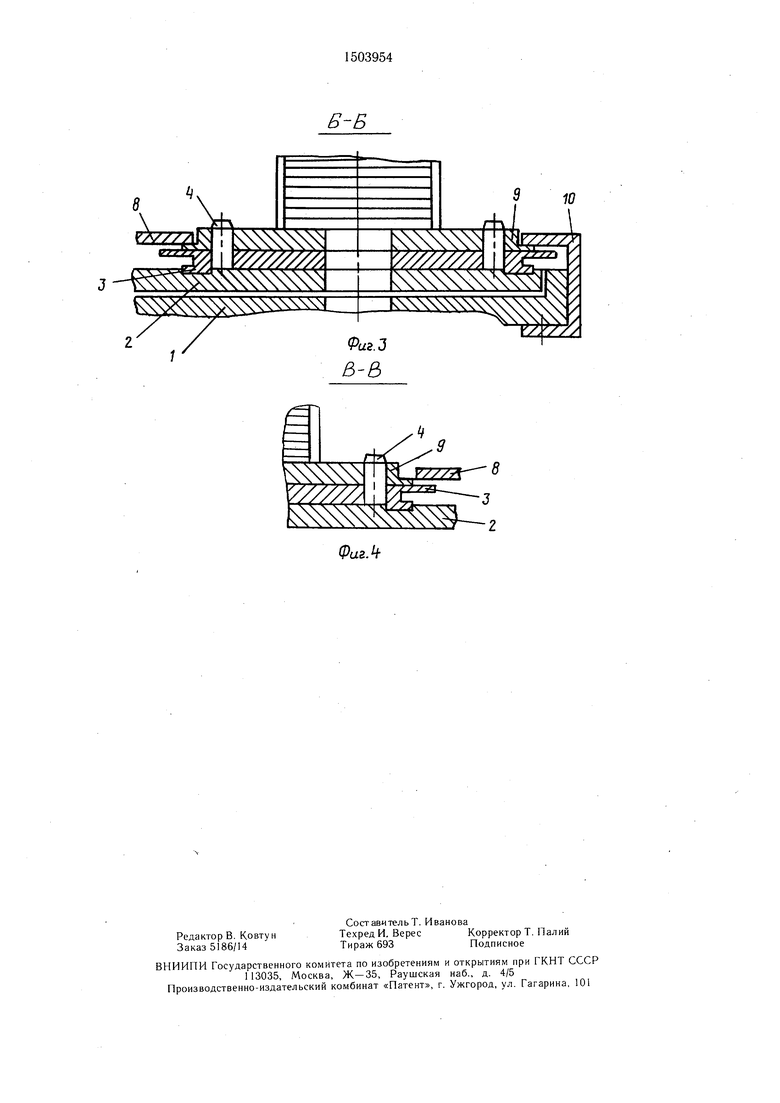
На фиг. 1 представлено устройство для поштучной выдачи заготовок из стопы, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 2.
Устройство содержит регулируемое по высоте основание 1 поворотным столом 2.
На столе 2 размещены платформы 3 с фиксирующими штифтами 4 для установки кассет 5 с пакетом заготовок 6. С основанием 1 связана стойка 7, на которой неподвижно закреплен круглый диск 8 с пазом, выполненным в месте замены кассет и стопорящей частью, взаимодействующей с фланцами 9 кассет 5. На основании 1 закреплена скоба 10, взаимодействующая с фланцами 9 кассет 5 на рабочей позиции. Платформы 3 имеют возможность поворота вокруг вертикальной оси и снабжены круговыми лимбами и прихватами 11.
Лимбы обеспечивают быструю установку кассет 5 в положение, обеспечивающее точное позиционирование заготовок, например, в штампе. Прихваты 11 служат для крепления платформ 3 к столу 2.
Основание 1 при помощи траверсы 12, винта 13, гайки 14 и стойки 15 связано с опорной плитой 16. Винт 13 и гайка 14 обеспечивают подъем и опускание основания 1 для установки верхней заготовки в кассете 5 на уровне, например, зеркала матрицы штампа, установленного на прессе. С основанием 1 связаны датчик 17 контроля положения заготовок 6, закрепленный на подпружиненном стержне 18, привод механизма поворота стола 2, состоящий из электродвигателя 19, редуктора 20 и поводка 21, электромагнита 22 с системой рычагов 23 и механизмом перемещения стоп плоских заготовок 6 в вертикальном направлении.
Механизм поворота стола представляет собой мальтийский механизм с внутренним зацеплением. Четырехпазовый крест 24 механизма связан с поворотным столом 2 и содержит запирающие сегменты 25, взаимодействующие с поводком 21. Механизм перемещения стоп плоских заготовок в вертикальном направлении состоит из винта 26, несущего флажок 27, разрезной гайки 28, шестерен 29 и 30, и электродвигателя 31 с редуктором 32. Устройство содержит конечные выключатели 33 и 34, взаимодействующие с
25
При повороте стола на 90° одна из кассет закрепляется на рабочей позиции (в зоне захвата работа) диском 8 и скобой 10, установленной на основани 1. Поводок 21 обеспечивает через датчик 34 включение
20 электродвигателя 31, который через редуктор 32, шестерни 29 и 30 приводит во вращение винт 26, который, ввинчиваясь в разрезную гайку 28, поднимает стопу заготовок 6 в кассете 5 до уровня, контролируемого датчиком 17. Последний дает команду на отключение электродвигателя 31. Цикл периодически повторяется до полного израсходования заготовок в кассете 5 на рабочей позиции. Флажок 27 нажимает на конечный выключатель 34, который дает команJQ ду на отключение двигателя 31 и включение электромагнита 22. Электромагнит 22 через систему рычагов 23 поднимает датчик 17, выводя его из зоны взаимодействия с кассетой 5 и размыкает разрезную гайку 28. Винт 26 освобождается и под собственным весом опускается в исходное положение. Флажок 27 нажимает на конечный выключатель 34, который дает команду на включение электродвигателя 19, который через редуктор 20, поводок 21 и крест 24 поворачивает стол 2с кассетами 5 на 90°, и следующая кассета с пакетом заготовок закрепляется на рабочей позиции. После поворота стола 2 на 90° конечный выключатель 35, взаимодействуя с поводком 21, отключает электродвигатель 19 и электромаг45 нит 22.
Поводок.21, взаимодействуя с одним из запирающих сегментов (не показан), предохраняет стол 2 от самопроизвольного поворота. После отключения электромагни50 та 22 система рычагов 23 возвращается в исходное положение, датчик 17 опускается, разрезная гайка 28 смыкается, включается электродвигатель 31, и цикл повторяется. Овобожденная кассета 5 на позиции загрузки (в месте паза на фиксирующем круг55 лом диске 8) снимается транспортным роботом (не показано), а на ее место устанавливается следующая кассета с заготовками. Загрузка кассет транспортным роботом может осуществляться в любом удобном месте,
35
40
флажком 27 и конечный выключатель 35, взаимодействующий с поводком 21.
Устройство работает следующим образом.
В исходном положении винт 26 механизма перемещения стоп плоских заготовсгк 6 находится в крайнем нижнем положении. Кассеты 5 с пакетом заготовок 6 установлены на поворотном столе 2 в положение, обеспечивающее точное позиционирование заготовок в штампе, установленном на прессе. Платформы 3 прикреплены к столу 2
5
При повороте стола на 90° одна из кассет закрепляется на рабочей позиции (в зоне захвата работа) диском 8 и скобой 10, установленной на основани 1. Поводок 21 обеспечивает через датчик 34 включение
0 электродвигателя 31, который через редуктор 32, шестерни 29 и 30 приводит во вращение винт 26, который, ввинчиваясь в разрезную гайку 28, поднимает стопу заготовок 6 в кассете 5 до уровня, контролируемого датчиком 17. Последний дает команду на отключение электродвигателя 31. Цикл периодически повторяется до полного израсходования заготовок в кассете 5 на рабочей позиции. Флажок 27 нажимает на конечный выключатель 34, который дает команQ ду на отключение двигателя 31 и включение электромагнита 22. Электромагнит 22 через систему рычагов 23 поднимает датчик 17, выводя его из зоны взаимодействия с кассетой 5 и размыкает разрезную гайку 28. Винт 26 освобождается и под собственным весом опускается в исходное положение. Флажок 27 нажимает на конечный выключатель 34, который дает команду на включение электродвигателя 19, который через редуктор 20, поводок 21 и крест 24 поворачивает стол 2с кассетами 5 на 90°, и следующая кассета с пакетом заготовок закрепляется на рабочей позиции. После поворота стола 2 на 90° конечный выключатель 35, взаимодействуя с поводком 21, отключает электродвигатель 19 и электромаг5 нит 22.
Поводок.21, взаимодействуя с одним из запирающих сегментов (не показан), предохраняет стол 2 от самопроизвольного поворота. После отключения электромагни0 та 22 система рычагов 23 возвращается в исходное положение, датчик 17 опускается, разрезная гайка 28 смыкается, включается электродвигатель 31, и цикл повторяется. Овобожденная кассета 5 на позиции загрузки (в месте паза на фиксирующем круг5 лом диске 8) снимается транспортным роботом (не показано), а на ее место устанавливается следующая кассета с заготовками. Загрузка кассет транспортным роботом может осуществляться в любом удобном месте,
5
0
поэтому в фиксирующем круглом диске 8 могут быть выполнены дополнительные пазы.
Формула изобретения
Устройство для поштучной выдачи плоских заготовок из стопы, содержащее осно- варние со стойкой, установленной в его центре, приводной поворотный стол, механизм поштучной выдачи заготовок, подпружиненный фиксатор поворотного стола, датчики крайних положений механизма поштучной выдачи заготовок и- положения заготовок, кассеты с фланцами для заготовок.
средство для фиксации кассет на поворотном столе, выполненное с возможностью взаимодействия с фланцами, отличающееся тем, что, с целью расширения технологических возможностей путем использования устройства в линиях с автоматической сменой кассет и повышения надежности за счет предотвращения опрокидывания кассет при вращении, средство для фиксации выгюлнено в виде круглого диска, жестко установленного на стойке, в котором выполнен по меньшей мере один паз для прохода фланца кассет на позиции смены последних и скобы, установленной на основании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Робототехнический комплекс для штамповки деталей из штучных заготовок | 1987 |
|
SU1600895A1 |
| Устройство для накопления и поштучной выдачи заготовок | 1989 |
|
SU1736664A1 |
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1194544A1 |
| Устройство для поштучной выдачи заготовок | 1986 |
|
SU1324728A1 |
| Способ подачи полосового материала к прессу и устройство для его осуществления | 1985 |
|
SU1279719A1 |
| Устройство для отделения листов от стопы и подачи их к обрабатывающей машине | 1981 |
|
SU1007793A1 |
| Устройство для поштучной выдачи заготовок из стопы | 1983 |
|
SU1163947A1 |
| Устройство для поштучной выдачи выполнен с толкателем для деталей,отличающейся тем,что,с целью расширения технологических возможностей и снижения металлоемкости,механизм поштучной | 1984 |
|
SU1292882A1 |
Изобретение относится к автоматизации технологических процессов на машиностроительных предприятиях, а именно к вспомогательному технологическому оборудованию, установленному в технологические линии. Цель изобретения - расширение технологических возможностей путем использования устройства в линиях с автоматической сменой кассет и повышение надежности за счет предотвращения опрокидывания кассет при вращении. Устройство содержит основание 1 с поворотным приводным столом 2, на котором размещены платформы 3 с фиксирующими штифтами 4 для установки кассет 5 со стопой заготовок 6. С основанием 1 связана стойка 7, на которой жестко установлен круглый диск 8 с пазом, выполненным в местах смены кассет, и стопорящей частью, взаимодействующей с фланцами 9 кассеты 5. На основании 1 установлена скоба 10, также взаимодействующая с фланцем 9 кассеты 5 на позиции поштучной выдачи заготовок. 3 ил.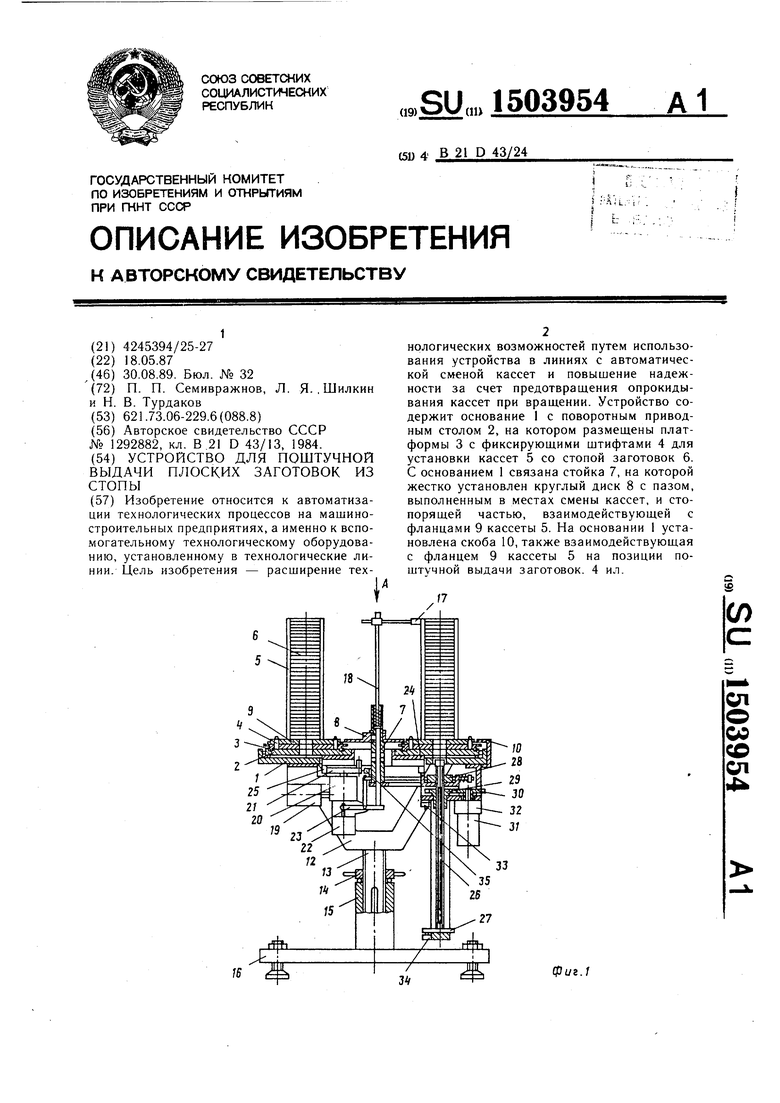
11
ФигЛ
| Устройство для поштучной выдачи выполнен с толкателем для деталей,отличающейся тем,что,с целью расширения технологических возможностей и снижения металлоемкости,механизм поштучной | 1984 |
|
SU1292882A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
