1
Изобретение относится к 1прокатному оборудованию и может найти .применение в прокатном Производстве.
Известно устройство для юоиеречно-клиновой орокатки цилиндричеоких деталей, содержащее приходные вертикальные с клиновыми калибрами. Однако на таком устройстве нельзя прокатывать детали с автоматической подачи за1гото1вок в рабочую -зону.
Цель изобретения - обеспечение автоматической подачи заготовок s рабочую зону.
Предлагаемое устройство снабжено установленным параллельно оси валка загрузчиком, 1выполненным в виде трубы, имеющей вырезы под валки, с рычажным отсекателем и соосно установленными относительно одного из рабочих валков со стороны верхнего торца копиром, взаимодействующим с рычагом отсекателя, а со стороны нижнего торца подпружиненным опорным диском с вырезами, фик-оирующим своими секторами заготовку в рабочей зоне.
Для обеспечения принудительного выталкивания заготовок из рабочей зоны нижние стороны клиновых .калибров валков могут быть выполнены с участками выталкивания :по форме односторонних клиньев в направлении нижнего торца рабочего валка.
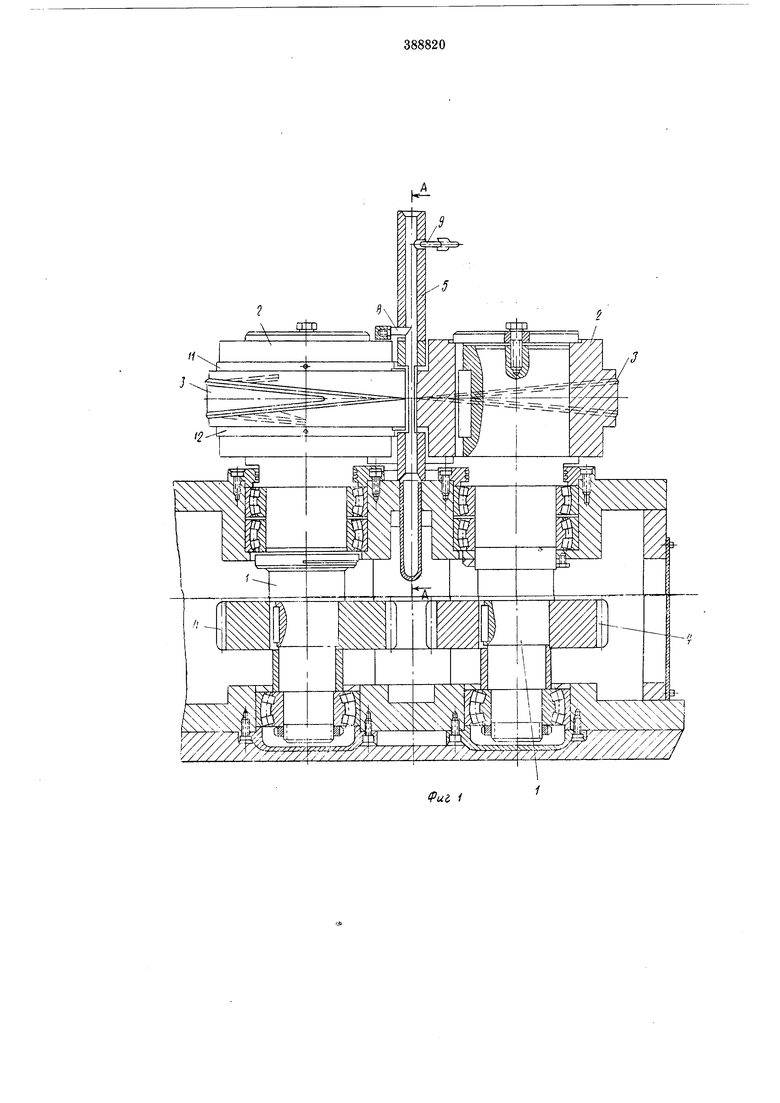
На фиг. 1 |Схематическ1И изображено описываемое устройство, Продольный разрез; на
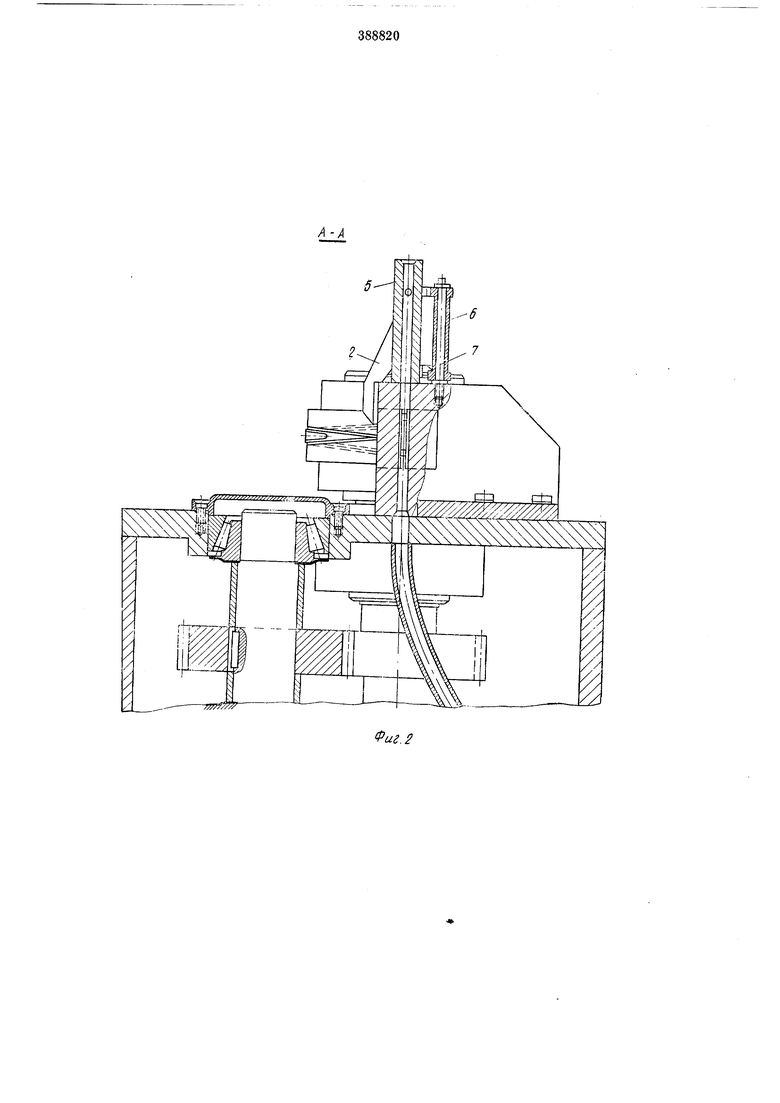
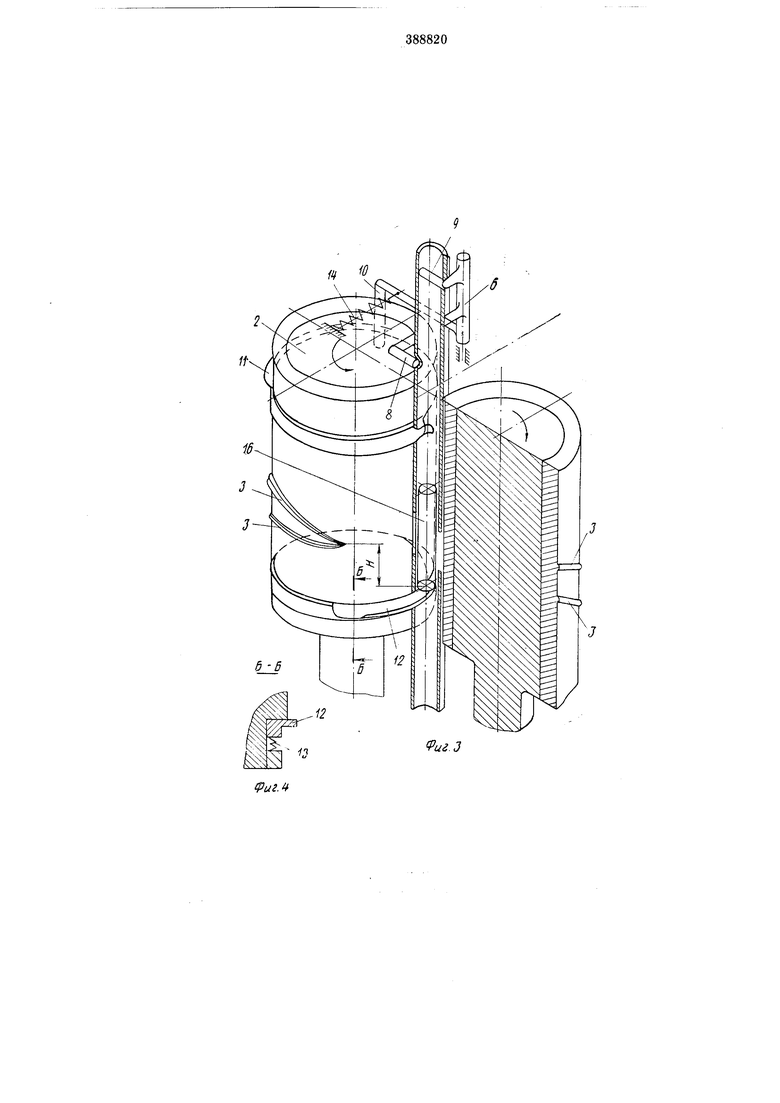
фиг. 2 - то же, сечение по А-А на фиг. I; nai фиг. 3 - аксогеометрическое изображение клиновых калибров валков и загрузчика; на фиг. 4 - сечение по Б-Б на фиг. 3; на
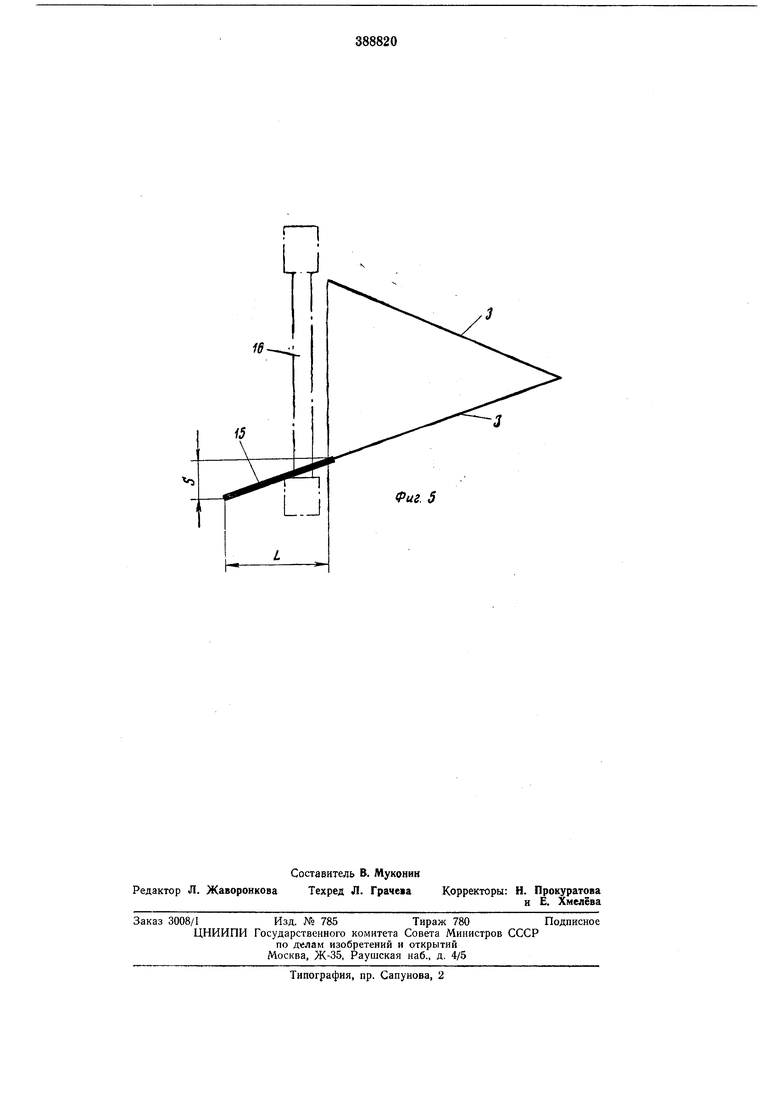
фиг. 5 - схема калибра вал.ка с клином, имеющим участок выталкивания.
Устройство для по1перечно-:клиновой прО:катки цилиндрических деталей содержит установленные на вертикальных валах / (фиг. 1) валки 2 с .клиновыми калибрами 3. Для привода во вращательное движение валков на валы посажены зубчатые колеса 4, взаимодействующие через коническую и клиноремениую передачи с двигателем (не изображен).
Загрузчик 5 устройства (фиг. 1, 2 и 3) выполнен в виде трубы, имеющей вырезы под ваЛКи с рычажным отсекателем 6, смонтированным на оси 7 с возможностью поворота. Отсекатель снабжен иальцами 8 и 9, расиоложенными в отверстиях загрузчика, л рычагом W, взаимодействующим с соосно установленным на: рабочем валке со стороны верхнего торца «оииром Л. Со стороны нижнего торца этого же ваЛКа установлен тоднружинеиный опорный диск 12 с вырезами, фиксирующий своими секторами заготовку в рабочей зоне. Опорный диск 12 подпружинен с помощью пружин 13 (фиг. 4). Рычаг 10 отсекателя 6 снабжен пружиной
14 (фиг. 3) для ирижима его к копиру //.
Калибр валков, выполненный в виде клина 3 (фиг. 5), имеет участок 15 выталкивания.
Работает устройство при автоматической подаче заготовок следующим образом.
Заготовку 16, поступающую под собственным весом по трубе загрузчика, удерживают верхним отсекающим пальцем 9. При вращательном движении рабочих валков рычаг 10 сходит с выступа копира 11 и действием прул ины 14 поворачивает отсекагтель вокруг собственной ООН. Палец 9 выходит из питателя, Обеспечивая свободное падение заготовки. При дальнейщем вращении валков выступ копира 11, воздействуя на рычаг 10, выводит палец 8 из питающей трубы, обеспечивая свободное падение заготовки в рабочую зону до опорного диска 12, а лалец 9 входит в нее, отсекая последующие заготовки. Заготовка опирается на опорный диск, который установлен относительно рабочих калибров на оиределенный размер Я (фиг. 3), что способствует правильному ориентированию заготовки по высоте отнОСительно рабочих калибров.
При дальнейшем вращении рабочих вашков заготовка захватывается рабочими калибрами, и происходят прокатка ее. В момент прокатки загото)вка увеличивается по длине. Чтобы в первоначальный момент (когда опорный диск находится под заготовкой) опорный диак не препятствовал увеличению заготовки по длине, он подпружинен иружинами 13 (фиг. 4). В дальнейщем сектор диска 12 уходит из-под заготовки, тем самым обеспечивая возможность свободного падения на выход изделия из устройства.
По окончании лрокатки имеются случаи приварки заготовюи к питающей трубе, что не позволяет ей свободно выпадать из рабочей зоны. Чтобы принудительно стронуть в осевом направлении зависшую в рабочей зоне заготовку, нижняя ветвь калибра продолжена на размер L (фиг. 5). На этом участке калибр взаимодействует с прокатанным изделием, выталкивая его из рабочей зоны в пределах размера S.
Предмет изобретения
1.Устройство для поперечно-клиновой прокатки цилиндрических деталей, содержащее приводные )вертикальные валки с клиновыми калибрами, отличающееся тем, что, с целью обеспечения автоматической подачи заготовок в рабочую зону, оно снабжено установленным параллельно оси валка загрузчиком, выполненным в виде трубы, имеющей вырезы под валки, с рычажным отсекателем и соосно установленными относительно одного из рабочих валков со стороны верхнего торца копиром, взаимодействующим с рычагом отсвкателя, а со стороны нижнего торца подпружиненным опорным диском с вырезами, фиксирующим своими секторами заготовку IB рабочей зоне.
2.Устройство по П. 1, отличающееся тем, что, с целью обеспечения принудительного выталкивания заготовок из рабочей зоны, нижние стороны клиновых калибров валков выполнены с участками выталкивания по форме односторонних клиньев в направлении нижнего торца рабочего валка.
ItX
.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1981 |
|
SU1009587A1 |
| Устройство для прокатки цилиндрических изделий | 1980 |
|
SU889241A1 |
| Рабочая клеть стана поперечно-клиновой прокатки | 1973 |
|
SU478660A1 |
| Рабочая клеть стана поперечно-клиновой прокатки | 1979 |
|
SU882689A2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| ТРЕХНИТОЧНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1965 |
|
SU169048A1 |
| Рабочая клеть стана периодической прокатки | 1981 |
|
SU980879A1 |
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |