Изобретегше относится к обработ- ке металлов давлением и может быть использовано при поперечно- клиновой прокатке, например, валов.
Известно устройство для прокатки в валково- сегментных вальцах, соцержащее рычажный механизм загрузки заготовок в рабочую зону С1 3 „, ,- Недостатком указанного устройства является низкая производительность. Известно устройство для поперечноклиновой прокатки, содержащее установ- ленные в станине механизм загрузки и рабочие валки с клиновыми инструментами с установленными на одном из валков механидмок подачи заготовок в рабочую зону и механизмом выгрузки заготовок с продольным пазом на другом валке 2Т| .
Недостаток указанного устройства для поперечно- клиновой прокатки заключается в ограниченной производительности и сложности конструкции.
Целью изобретения является повышение .производительности и упрощение конструкции.
Цель достигается за счет того, что в устройстве для поперечно- клиновой прокатки, содержащем установленные в станине механизм загрузки заготовок и рабочие валки с. клиновыми инструментами с установленными на одном из валков механизмом подачи заготовок в рабочую зону и механизмом выгрузки заготовок с продольным пазом на другом валке, механизм подачи заготовок в рабочую зону вьшолнен в ввде шарнзфно установленных подпружиненных рычагов жестко закрепленных на оси, проходящей через валок параллельно оси его вращения, опорного рычага, жестко связанного с осью, досылак щего копира, установленного на валке, неподзйижного упора, установленного на станине, причем, опорный рычаг установлен с возможностью взаимодействия с неподвижным упором, механизм выгрузки выполнен с клиновым копиром, установленным на валке перед механизмом подачи заготовок в рабочую зону.
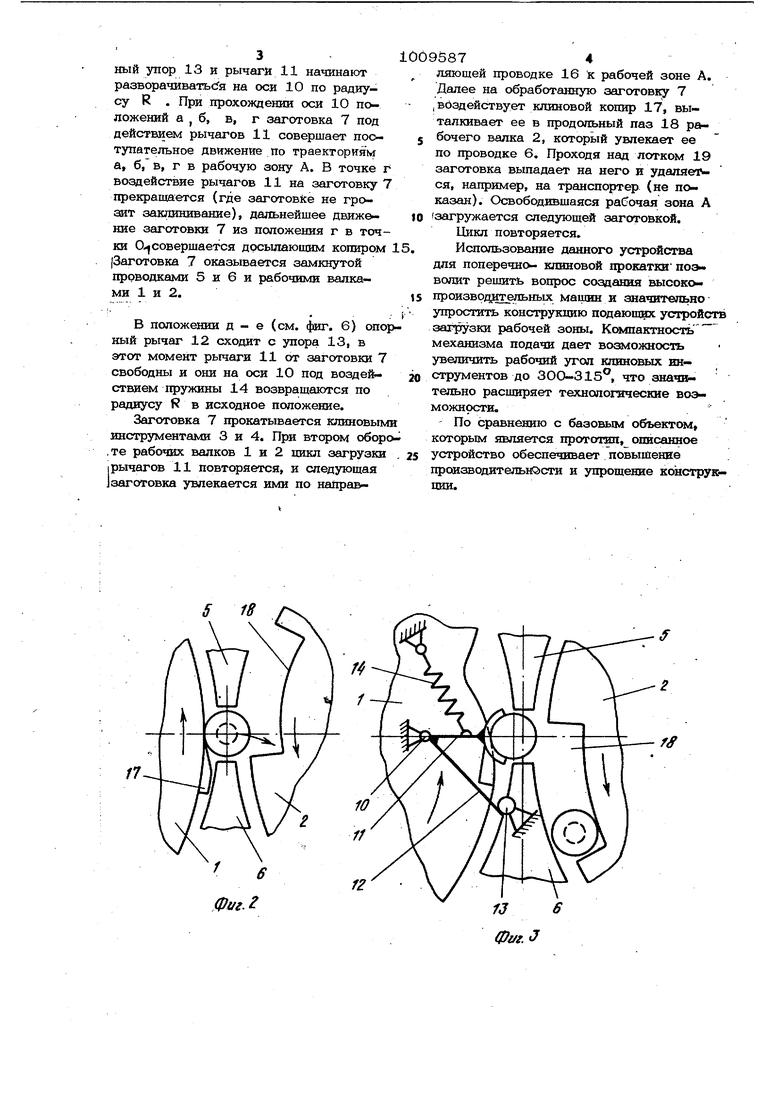
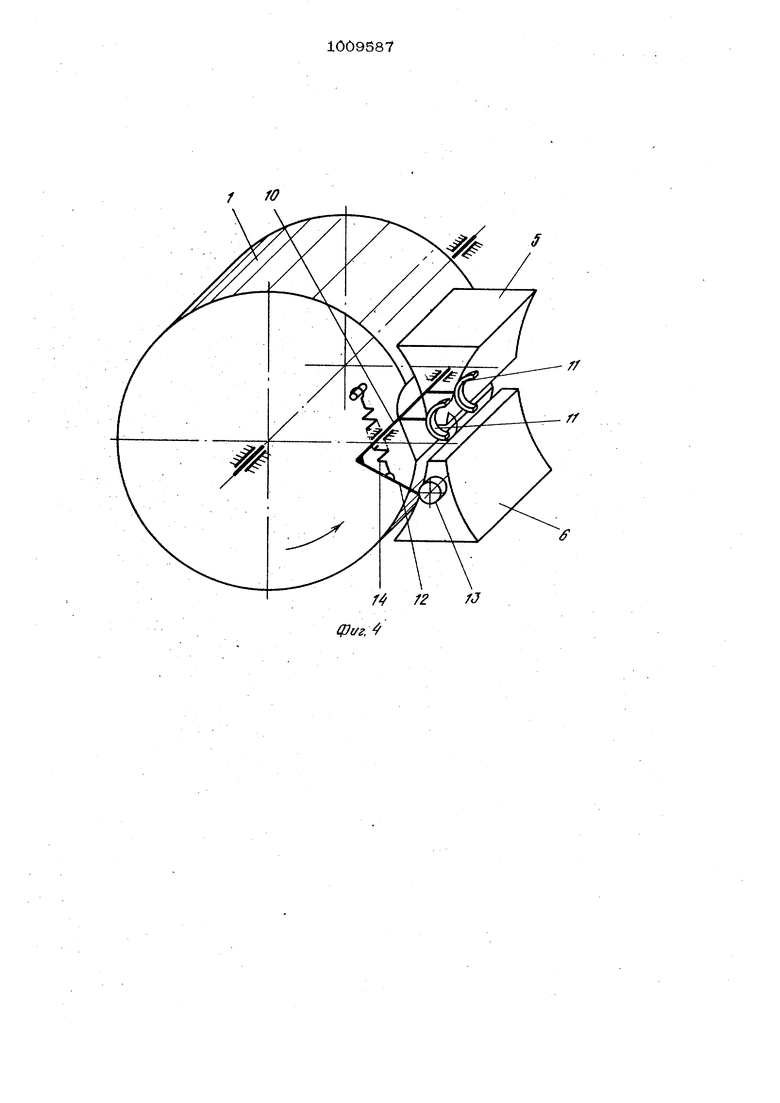
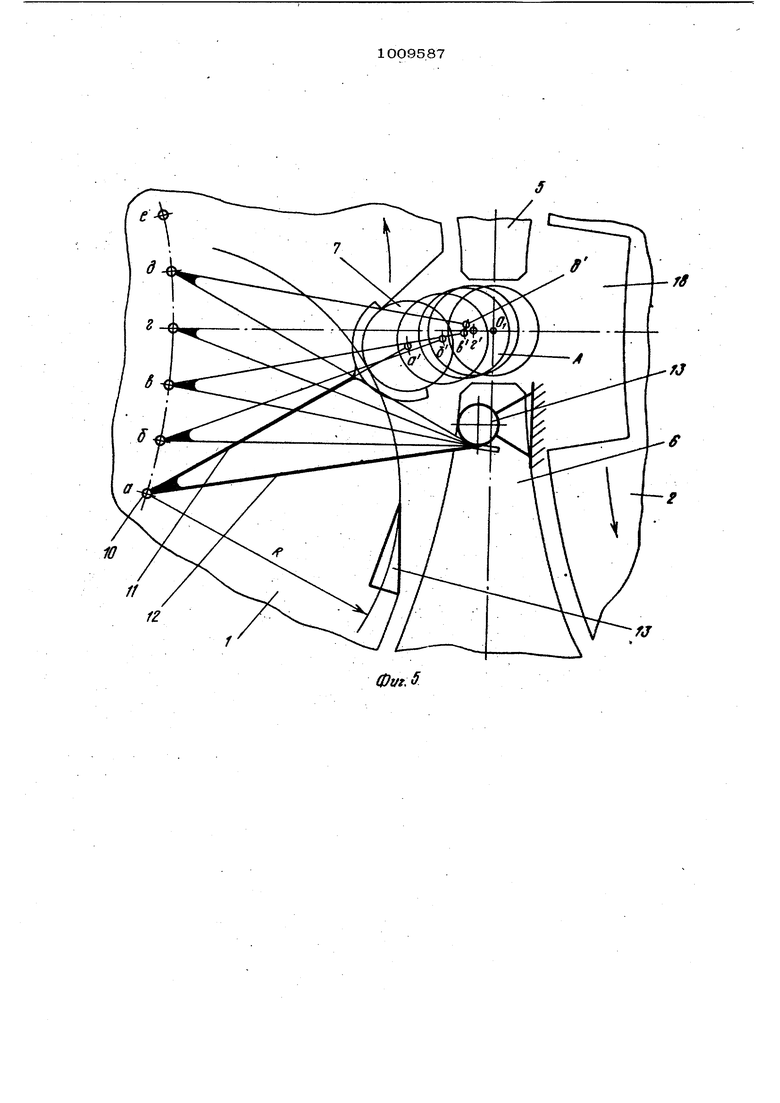
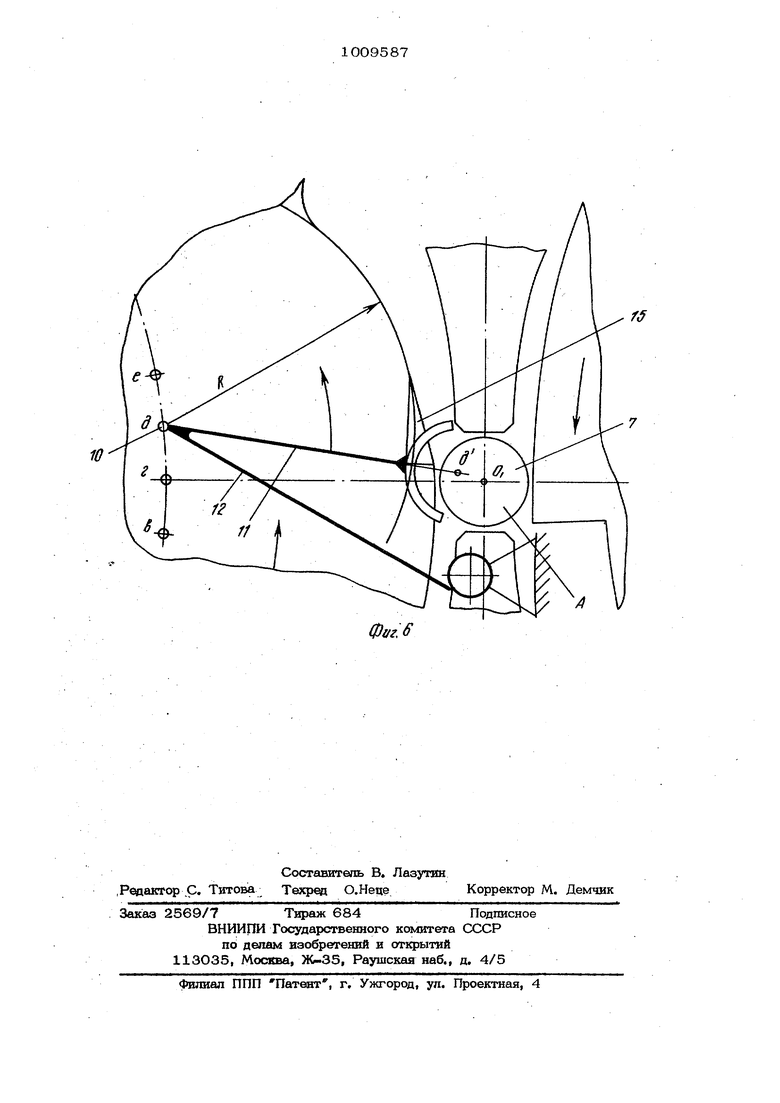
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - механизм выгрузки прокатанной заготовки; на фиг. 3- положение механизма подачи заготовки в рабочую зону при заталкивании заготовки в рабочую зону; на фиг. 4 - пространственное изображение механизма подачи заготовки в рабочую зону; на 4о и 6 - поэтапное положение рычагов и заготовки при подаче ее в рабочую зону.
Устройство содержит смонтированные на станине(не показана) привод-
ные рабочие валки 1 и 2, несущие клиновые инструменты 3 и 4, и проводки 5 и 6, образующие между собой рабочую зону А. Механизм загрузки заголовки 7 состоит из приводного рольганга 8 и приводных подающих рычагов 9. Ме.ханизм подачи заготовки в рабочую зону, размещенный в теле рабочего валка 1, представляет собой жестко закрепленные на оси 10,
5 проходящей через валок параллельно оси его вращения,рычаги 11 и опорный рычаг 12, жестко посаженный на выступающую из валка част.ь оси, периодически контактирующий с неподвижным упором 13, причем система рычагов 11 и 12 на оси 10 выполнена с возможностью поворота с принудительным возвратом в исходное положение, например, от пружины растяже5 ния 14 (либо, пружины кручения, копире и т.д.), а также досылающий fioпир 15, размещенный на рабочем валке 1 и направляющие проводки 16,примыкающие к проводке 6. На валке 1
0 установлен ограничитель (не показан) поворота рычагов в исходное положение. Ме.ханизм удаления прокатанной заготовки 7 включает в себя, размещенный на поверхности рабочего валка 1 клиновой копир 17, продольный паз 18 выполненный в теле рабочего валка 2, и лоток 19. Расположение продольного паза 18 на рабочем валке 2 таково, что при досылании заготовки 7 по траектории г и О..., паз уже проходит рабочую зону А,
Устройство работает следующим образом.
Заготовка 7 по приводному рольгангу 8 подается до упора (не показан) под рабочий валок 1 и) останавливается. Рабочие валки 1 и 2 с клиновыми инструментами 3 и 4 вращаются синхронно в одну сторону. При прохождении захватных рычагов 11 над рольгангом 8 подающие рычаги 9 увлекают ёаготовку 7 и передают ее на головки рычагов 11, которые по налравл5пощей проводке 16 увлекают заготовку за собой, подающие рычаги 9 воз-
5 вращаются в исходное положение для приема следующей заготовки. При подходе заготовки 7 к рабочей зоне А, опорный рычаг 12 выходит на неподвиж
ный упор 13 и рычаги 11 начинают разворачиваться на оси 10 по радиусу R . При прохождении оси 10 положений а , б, в, г заготовка 7 под действием рычагов 11 совершает поотупагельное движение по траекториям а, б, в, г в рабочую зону А. В точке г воздействие рычагов 11 на заготовку 7 прекращается (где заготовке не гроаит заклинивание), дальнейшее движ&ние заготовки 7 из положения г в точки 0- совершается досылающим копиром 1 (Заготовка 7 оказывается замкнутой проводками 5 и 6 и рабочими валками 1 и 2.
.В положении д - е (см. фиг. 6) опорный рычаг 12 сходит с упора 13, в этот момент рычаги 11 от заготовки 7 свободны и они на оси 10 под воздевствием пружины 14 возвращаются по радиусу Я в исходное положение.
Заготовка 7 прокатывается клиновыми инструментами 3 и 4. При втором оборо
,те рабочих валков 1 и 2 цикл загрузки рычагов 11 повторяется, и следующая заготовка увлекается ими по на1фа&ляющей проводке 16 к рабочей зоне А. Далее на обработанную заготовку 7 Iвбздействует клиновой копир 17, выталкивает ее в продольный паз 18 рабочего валка 2, который увлекает ее по проводке 6. Проходя над лотком 19 заготовка выпадает на него и удаляет ся, например, на транспортер (не показан). Освободившаяся рабочая зона А гзагружается следующей заготовкой.
Цикл повторяется.
Использование данного устройства для поперечно- клиновой прокаткн поэ волит решить вопрос создания высокопроизводитепьных машин и значительно упростить конструкцию подающ)ах устройс загрузки рабочей зоны. Ксалпактностъ механизма подачи дает возможность увеличить рабочий угол клиновых инструментов до 300-315°, что значительно расширяет технологические воэможности.
По сравнению с базовым объектом которым является прототип, описанное устройство обеспечивает повышенное производительности и упрощение конструции.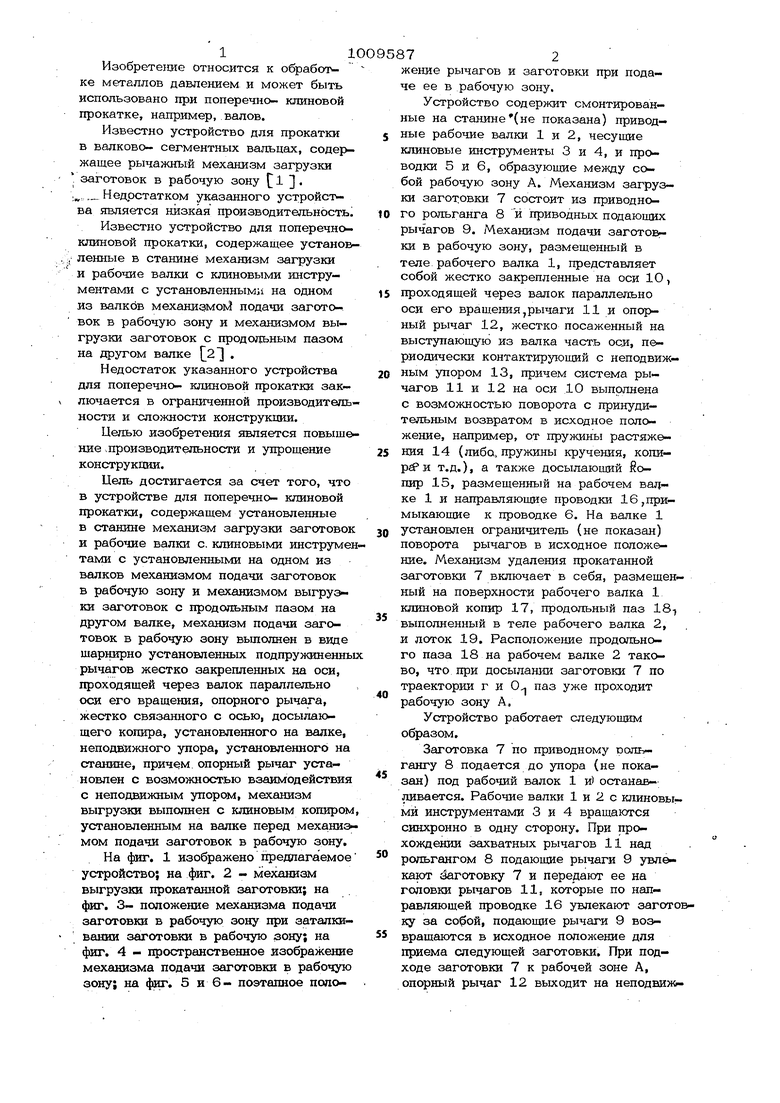
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Рабочая клеть стана поперечно-клиновой прокатки | 1973 |
|
SU478660A1 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| Вальцы для поперечно-клиновой вальцовки | 1972 |
|
SU448674A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Рабочая клеть стана поперечно-клиновой прокатки | 1979 |
|
SU882689A2 |
| Вальцы для поперечно-клиновой вальцовки | 1977 |
|
SU679292A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Рабочая клеть стана поперечно-клиновой прокатки | 1975 |
|
SU573239A1 |
УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОиКЛИНОВОЙ ПРОКАТКИ, содержашеё установленные в станине механиэма загрузки заготовок я рабочие вал ни с клиновыми инструментами с уста- но вленными на одном из валксж механизмам подачи заготовок b рабочую . iCB - b«|fi; s-iP / I гД1Вгго „ I ( fc«:s i,;x,i7J:| -WjiiJU 4I -/ зону и механизмом вьцгрузки загото вок с продольным на другом валке,, отличающе.еся что, с повышения произвЪдвтёП ности и упрощения koHCTpyKimH меха низм подачи заготовок в рабочую зоиу выполнен в виде шарнирно установлев- ных подпружиненных рычагов, жестко закрепленных на оси, проходяшей через валок параллельно оси его вращения, опорного рычага, жестко связанного с осъю,досылающего копнра,ус;тансяалешсс1го на валке,неподвижного упора,усга8сюл шого на станине,причем опорный рычаг ускияотлен с возможностью взаимодействия с не , подвижным упором,механнзм выгрузки выполнен с клиновым ко{гар(ям,устаяовленвым на валке перед механизмом подачи во|с в зону.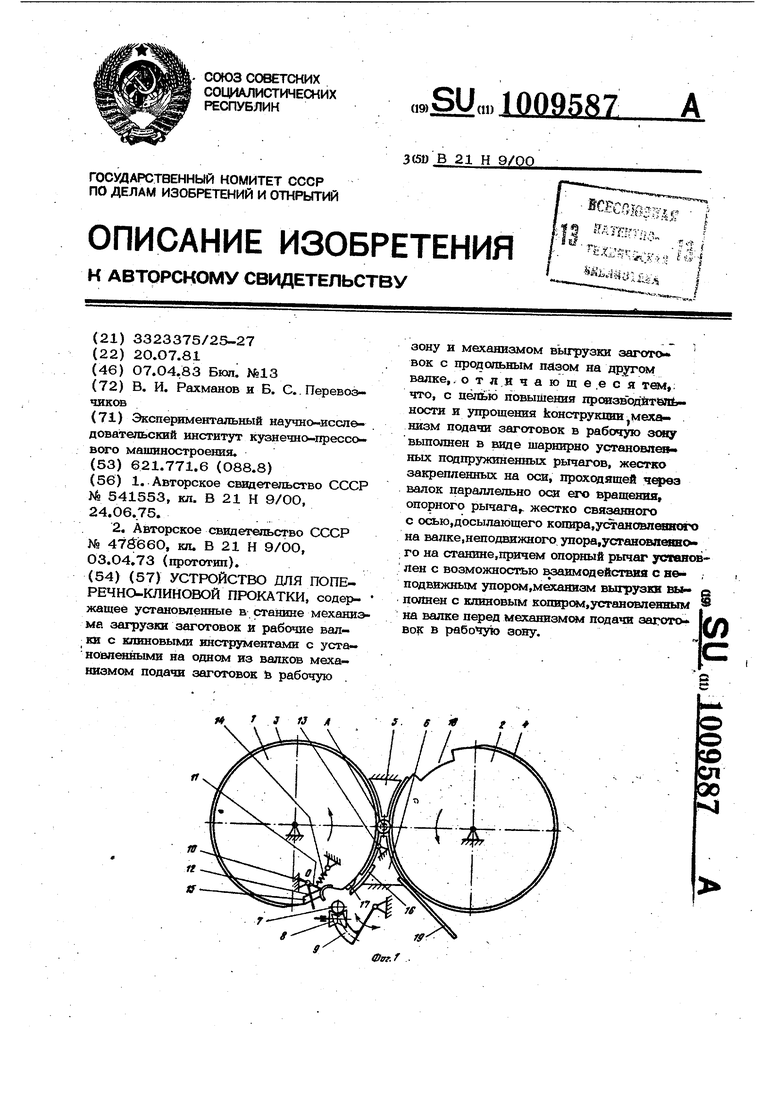
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для загрузки валковосегментных вальцов | 1975 |
|
SU541553A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № , кя | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
