1
Изобретение относится к обработке металлов давлением и может быть использовано при поперечно-клиновой прокатке, например, валов.
Известна рабочая клеть стана поперечноклиновой прокатки, содержащая станину, подушки с рабочими валками и механизмом загрузки заготовок во вращающиеся валки.
Цель изобретения - повышение производительности клети.
Для этого она снабжена смонтированным на подушках верхнего валка механизмом принудительной подачи заготовки в продольный паз верхнего валка и размещенными в верхнем валке механизмами прижима заготовки к передней стенке продольного паза и принудительной выда-чи заготовки в зону прокатки, а также копирами, один из которых неподвижно закреплен на верхнем валке и кинематически связан с механизмом принудительной подачи, а остальные установлены иа подушках верхнего валка и кинематически связаны соответственно с механизмами прижима и принудительной выдачи заготовки.
Механизм прижима заготовки к передней стенке продольного паза верхнего валка выполнен в виде двуплечего рычага, один конец которого связан с копирами, а другой - с заготовкой.
Механизм принудительной выдачи заготовки в зону прокатки выполнен в виде толкателей, контактирующих с кулачками, расположенными на валике рычага, взаимодействующего с копиром.
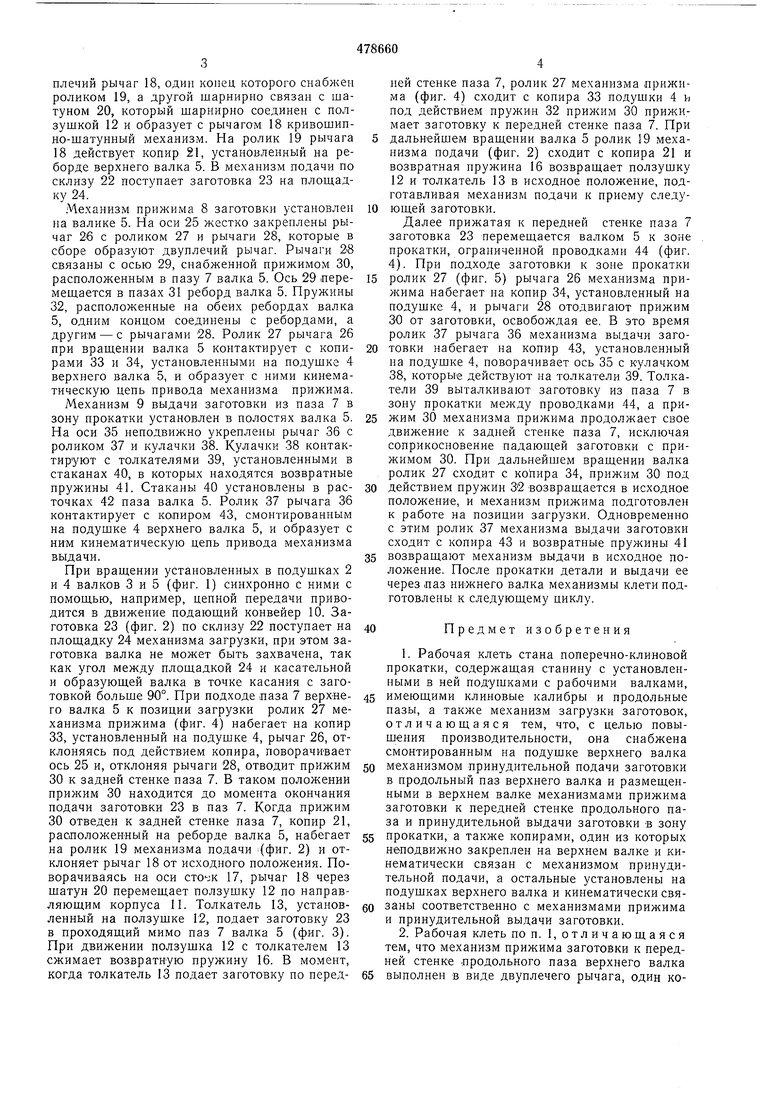
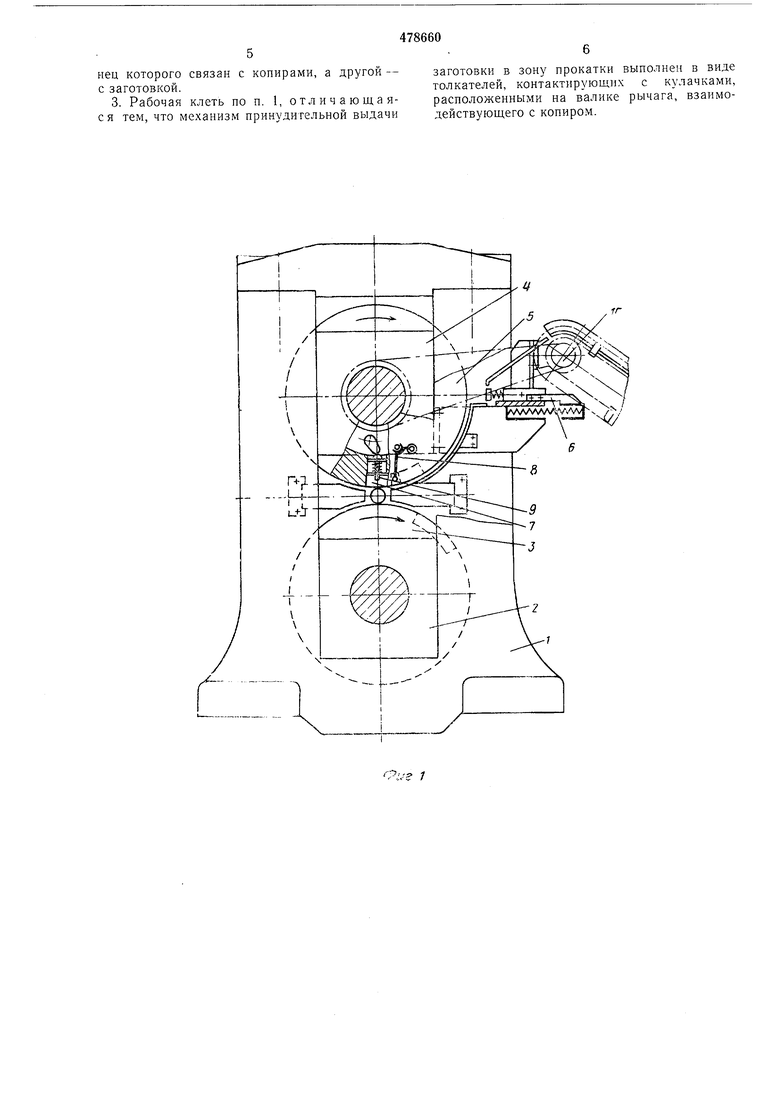
На фиг. 1 изображена рабочая клеть; на фиг. 2 и 3 - механизм подачи заготовки; на фиг. 4 и 5--механизмы зажима заготовки и выдачи ее в зону прокатки.
Рабочая клеть содержит две станины 1, в проемах которых помещены подушки 2 нижнего валка 3 и подушки 4 верхнего валка 5. На подушках 4 верхнего валка установлен механизм 6 подачи, который принудительно подает заготовку в непрерывно вращающийся валок 5 точно в момент прохождения паза 7 позиции загрузки, а верхний валок 5 клети имеет механизм 8 прижима заготовки к передней по ходу вращения валка стенке паза 7 и механизм 9 выдачи заготовки из паза 7 в зону прокатки. В механизм 6 подачи заготовка поступает с загрузочного устройства, например конвейера 10, движение которого синхронно с движением валка 5. Корпус 11 механизма подачи закреплен на подушке 4 верхнего валка 5. В направляющих 11 корпуса установлена ползушка 12 с толкателем 13, подпружиненным предохранительной пружиной 14, и кронштейн 15 с возвратной пружиной 16. На стойках 17 корпуса 11 подвижно установлен двуплечий рычаг 18, один конец которого снабжен роликом 19, а другой шарнирно связан с шатуном 20, который шарнирно соединен с ползушкой 12 и образует с рычагом 18 кривошипно-шатунный механизм. На ролик 19 рычага 18 действует копир 21, установленный на реборде верхнего валка 5. В механизм подачи по склизу 22 поступает заготовка 23 на плопдадку 24. Механизм прнжима 8 заготовки установлен на валике 5. На оси 25 жестко закреплены рычаг 26 с роликом 27 и рычаги 28, которые в сборе образуют двуплечий рычаг. Рычаги 28 связаны с осью 29, снабженной прижимом 30, расположенным в пазу 7 валка 5. Ось 29 перемещается в пазах 31 реборд валка 5. Пружины 32,расположенные на обеих ребордах валка 5, одним концом соединены с ребордами, а другим - с рычагами 28. Ролик 27 рычага 26 при вращении валка 5 контактирует с копирами 33 и 34, установленными на подушке 4 верхнего валка 5, и образует с ними кинематическую цепь привода механизма прижима. Механизм 9 выдачи заготовки из паза 7 в зону прокатки установлен в полостях валка 5. На оси 35 неподвижно укреплены рычаг 36 с роликом 37 и кулачки 38. Кулачки 38 контактируют с толкателями 39, установленными в стаканах 40, в которых находятся возвратные пружины 41. Стаканы 40 установлены в расточках 42 паза валка 5. Ролик 37 рычага 36 контактирует с копиром 43, смонтированным на подушке 4 верхнего валка 5, и образует с ним кинематическую цепь привода механизма выдачи. При вращении установленных в подушках 2 и 4 валков 3 и 5 (фиг. 1) синхронно с ними с помощью, например, цепной передачи приводится Б движение подающий конвейер 10. Заготовка 23 (фиг. 2) по склизу 22 поступает на площадку 24 механизма загрузки, при этом заготовка валка не может быть захвачена, так как угол между площадкой 24 и касательной и образующей валка в точке касания с заготовкой больше 90°. При подходе паза 7 верхнего валка 5 к позиции загрузки ролик 27 механизма прижима (фиг. 4) набегает на копир 33,установленный на подушке 4, рычаг 26, отклоняясь под действием копира, поворачивает ось 25 и, отклоняя рычаги 28, отводит прижим 30 к задней стенке паза 7. В таком положении прижим 30 находится до момента окончания подачи заготовки 23 в паз 7. Когда прижим 30 отведен к задней стенке паза 7, копир 21, расположенный на реборде валка 5, набегает на ролик 19 механизма подачи (фиг. 2) и отклоняет рычаг 18 от исходного положения. Поворачиваясь на оси сто-ж 17, рычаг 18 через шатун 20 перемещает ползушку 12 по направляющим корпуса 11. Толкатель 13, установленный на ползушке 12, подает заготовку 23 в проходящий мимо паз 7 валка 5 (фиг. 3). При движении ползущка 12 с толкателем 13 сжимает возвратную пружину 16. В момент, когда толкатель 13 подает заготовку по передней стенке паза 7, ролик 27 механизма прижима (фиг. 4) сходит с копира 33 подушки 4 ь под действием пружин 32 прижим 30 прижимает заготовку к передней стенке паза 7. При дальнейшем вращении валка 5 ролик 19 механизма подачи (фиг. 2) сходит с копира 21 и возвратная пружина 16 возвращает ползушку 12 и толкатель 13 в исходное положение, подготавливая механизм подачи к приему следующей заготовки. Далее прижатая к передней стенке паза 7 заготовка 23 перемещается валком 5 к зоне прокатки, ограниченной проводками 44 (фиг. 4). При подходе заготовки к зоне прокатки ролик 27 (фиг. 5) рычага 26 механизма прижима набегает на копир 34, установленный на подушке 4, и рычаги 28 отодвигают прижим 30 от заготовки, освобождая ее. В это время ролик 37 рычага 36 механизма выдачи заготовки набегает на копир 43, установленный на подушке 4, поворачивает ось 35 с кулачком 38, которые действуют на толкатели 39. Толкатели 39 выталкивают заготовку из паза 7 в зону прокатки между проводками 44, а прижим 30 механизма прижима продолжает свое движение к задней стенке паза 7, исключая соприкосновение падающей заготовки с прижимом 30. При дальнейшем вращении валка ролик 27 сходит с копира 34, прижим 30 под действием пружин 32 возвращается в исходное положение, и механизм прижима подготовлен к работе на позиции загрузки. Одновременно с этим ролик 37 механизма выдачи заготовки сходит с копира 43 и возвратные пружины 41 возвращают механизм выдачи в исходное положение. После прокатки детали и выдачи ее через паз нижнего валка механизмы клети подготовлены к следующему циклу. Предмет изобретения 1.Рабочая клеть стана поперечно-клиновой прокатки, содержащая станину с установленными в ней подушками с рабочими валками, имеющими клиновые калибры и продольные пазы, а также механизм загрузки заготовок, отличающаяся тем, что, с целью повышения производительности, она снабжена смонтированным на подушке верхнего валка механизмом принудительной подачи заготовки в продольный паз верхнего валка и размещенными в верхнем валке механизмами прижима заготовки к передней стенке продольного паза и принудительной выдачи заготовки в зону прокатки, а также копирами, один из которых неподвижно закреплен на верхнем валке и кинематически связан с механизмом принудительной подачи, а остальные установлены на подушках верхнего валка и кинематически связаны соответственно с механизмами прижима и принудительной выдачи заготовки. 2.Рабочая клеть по п. I, отличающаяся тем, что механизм прижима заготовки к передней стенке продольного паза верхнего валка выполнен в виде двуплечего рычага, один конец которого связан с копирами, а другой- с заготовкой.
3. Рабочая клеть по п. 1, отличающаяся тем, что механизм принудительной выдачи
заготовки в зону прокатки выполнен в виде толкателей, контактирующих с кулачками, расположенными на валике рычага, взаимодействующего с копиром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечно-клиновой прокатки | 1975 |
|
SU573239A1 |
| Рабочая клеть стана поперечно-клиновой прокатки | 1979 |
|
SU882689A2 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| Ножницы для резки сортового проката | 1987 |
|
SU1530347A1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1493396A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Устройство для гибки и обработки внутренней поверхности концов труб | 1987 |
|
SU1555016A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |

гг
;
2t
20
12
Фиг. 3
JJ
J
Фиг.
