1
(21)4494546/15
(22)18.10.88
(46) 28.02.91. Бюл. № 8
(71)Всесоюзный научно-исследовательский и конструкторский институт деревообрабатывающего машиностроения
(72)Е. Б. Сокол, А. С. Бакст,
Г. Ф. Мартьянов и А. В. Кузьмин
(53)674.053(088.8)
(56)Проспект фирмы «SCT, Италия, Выставка 1984, «Деревообработка-84.
(54)СПОСОБ РАСКРОЯ ДРЕВЕСНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)Изобретение относится к деревообрабатывающему оборудованию и может быть использовано в деревообрабатывающей промышленности. Цель изобретения - повышение производительности, точности раскроя и безопасности. Устройство включает стол 1, пильный суппорт 3, прижимную балку 4 с боковым прижимом 5 и кулачком 6, боковую базовую линейку 7 с установочным упором 8. Между пильным суппортом 3 и установочным упором 8 расположен выталкиватель 9. Он включает основание с закрепленной на нем щекой и подпружиненной скалкой. На скалке закреплена вилка, контактирующая с двуплечим рычагом, второй конец которого снабжен подпружиненным поводком, взаимодействующим с кулачком прижимной балки 4. Пакет плит подают до установочного упора 8, прижимают боковым прижимом 5 к линейке 7 и балкой 4. Пильный суппорт 3 производит разрез стопы плит. Балку 4 поднимают, при этом поводок взаимодейстывует с кулачком и поворачивает двуплечий рычаг, который перемещает основание со щекой. Щека выводит отрезанные заготовки из зоны упора 8 в поперечном относительно подачи направлении. Применение предложенного способа и устройства позволяет повысить производительность, точность раскроя и безопасности. 2 с. п. ф-лы, 5 ил.
Ј
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН | 1992 |
|
RU2028935C1 |
| Круглопильный станок | 1990 |
|
SU1722820A1 |
| ТОРЦОВОЧНЫЙ СТАНОК | 1973 |
|
SU363585A1 |
| Торцовочный станок | 1975 |
|
SU642156A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Станок для поперечного раскроя пиломатериалов | 1985 |
|
SU1305035A1 |
| Пильно-обрабатывающее устройство для обработки пластикового профиля | 2019 |
|
RU2710702C1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |

/5
О5 СО О
оо оо го
Изобретение относится к деревообрабатывающему оборудованию и может быть использовано в деревообрабатывающей промышленности.
Цель изобретения - повышение производительности, точности раскроя и безопасности работы.
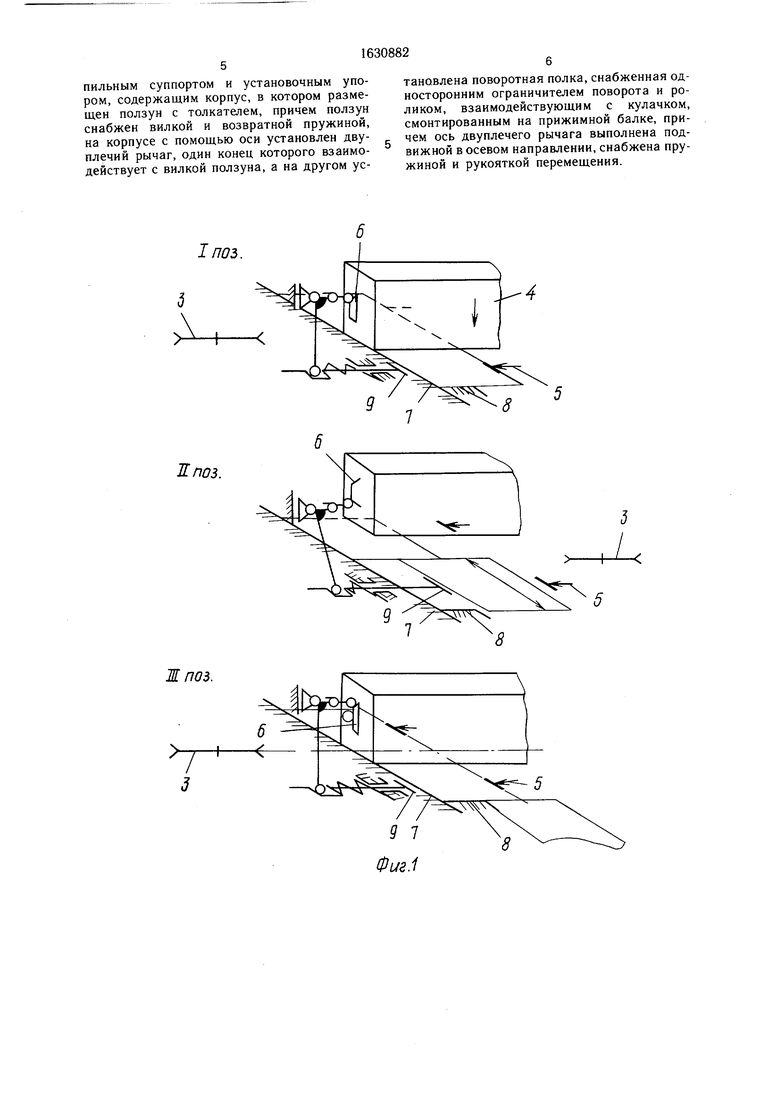
На фиг. 1 изображены этапы перемещения стопы плит при раскрое; на фиг. 2 - устройство для осуществления предлагаемого способа; на фиг. 3 - выталкиватель, вид сбоку; на фиг. 4 - то же, вид сверху; на фиг. 5 - вид А на фиг. 4.
Устройство для осуществления предлагаемого способа содержит стол 1 с прорезью 2, пильный суппорт 3, прижимную балку 4 с боковым прижимом 5 и кулачком 6, боковую базовую линейку 7 с установочным упором 8. Между пильным суппортом 3 и установочным упором 8 расположен выталкиватель 9. На столе 1 размещены упоры 10. Выталкиватель 9 включает основание 11 с закрепленной на нем с одной стороны щекой 12, а с противоположной стороны основание жестко связано со скалкой 13, размещенной с возможностью осевого перемещения в продольном пазу плиты 14, закрепленной на столе 1. Скалка 13 и плита 14 связаны между собой пружиной 15.
На скалке 13 закреплена вилка 16. Выталкиватель 9 включает также двуплечий рычаг 17, смонтированный на оси 18, один конец которого размещен в вилке 16, а на втором конце рычага 17 на оси 19 установлен поводок 20 с роликом 21 и пружиной 22. Поводок 20 свободно поворачивается на оси 19 роликом 21 вниз и ограничен при повороте вверх, причем ролик 21 контактирует с кулачком 6 балки 4. Ось 18 размещена в корпусе 23 и зафиксирована от поворота относительно него штифтом 24, входящим в продольный паз 25. На конце оси 18 закреплена рукоятка 26 со штифтом 27 В корпусе 23 установлена также пружина 28 и выполнено гнездо 29 для штифта 27.
Способ осуществляют следующим образом.
Пакет плит подают на стол 1 в зону распиловки для обрезки неровностей торцовой поверхности, опускают прижимную балку 4 и осуществляют первый рез, срезая узкую полосу неровностей, после чего создается чистая торцовая поверхность пакета плит для последующего базирования. Пильный суппорт 3 возвращают в исходное положение, а прижимную балку 4 поднимают вверх. Далее цикл продольного раскроя пакета плит продолжают до полного раскроя всего пакета.
Затем раскроенную полосу пакета плит разворачивают (по стрелке Б на фиг. 2) и подают в обратном направлении для поперечного раскроя. Подачу осуществляют до
упора 8, выставленного в требуемый размер на линейке 7. Затем осуществляют прижатие и фиксацию пакета плит боковым прижимом 5 и прижимом пакета сверху прижимной балкой 4 и производят распиловку пакета плит на заданный размер. После раскроя производят освобождение пакета от фиксации прижимом 5 и прижимную балку 4 поднимают вверх. При этом поводок 20, опущенный вниз и взаимодействующий с кулачком 6, под воздействием кулачка 6 начинает поворачиваться на оси 19, поднимаясь вверх. Когда поводок 20 займет горизонтальное положение, начинает поворачиваться рычаг 17. Рычаг 17
перемещает вилку 16 и скалку 13 вправо (фиг. 3). Щека 12 выводит отрезанные заготовки из зоны упора 8 в поперечном относительно подачи направлении.
Оставшуюся часть стопы вновь подают до упора 8. При этом стопа плит своим передним торцом перемещает стопу отрезанных заготовок из зоны резания.
При подъеме прижимной балки 4 в крайнее верхнее положение кулачок 6 выходит из взаимодействия с роликом 21 поводка 20 и пружина 12 возвращает скалку 13 и щеку 12 в исходное положение.
Далее цикл распиловки повторяют.
Конструктивное выполнение выталкивателя, связь его с прижимной балкой, взаимо- расположение с базовыми элементами обеспечивают определенную последовательность действий, обуславливающих повышение производительности, точности раскроя и безопасности работы.
35
Формула изобретения
0
5 упором в направлении, перпендикулярном ее подаче, на величину, превышающую длину этого упора, а удаление из зоны пиления производят оставшейся частью пакета при его перемещении до установочного упора, причем вывод отпиленной части пакета из
0 зоны установочного упора осуществляют одновременно с разжимом пакета сверху.
5 суппорт, отличающееся тем, что, с целью повышения производительности, точности раскроя и безопасности, оно снабжено выталкивателем, расположенным на столе между
пильным суппортом и установочным упором, содержащим корпус, в котором размещен ползун с толкателем, причем ползун снабжен вилкой и возвратной пружиной, на корпусе с помощью оси установлен двуплечий рычаг, один конец которого взаимодействует с вилкой ползуна, а на другом усГ/703.
Длоз.
Ж поз.
ь
тановлена поворотная полка, снабженная односторонним ограничителем поворота и роликом, взаимодействующим с кулачком, смонтированным на прижимной балке, причем ось двуплечего рычага выполнена подвижной в осевом направлении, снабжена пружиной и рукояткой перемещения.
. „ /
5
19
П
Фиг.З
15
20 19 , Ш
А ЛУЧ,
,VV
ВадА
Фиг. 5
15
, Ш
i/fry ;
Фиг. 4
Н 1
