Изобретение относится к деревообрабатывающему оборудованию и может быть использовано при раскрое облицованных плит.
Цель изобретения - повышение производительности за счет сокращения простоев линии и уменьшения брака.
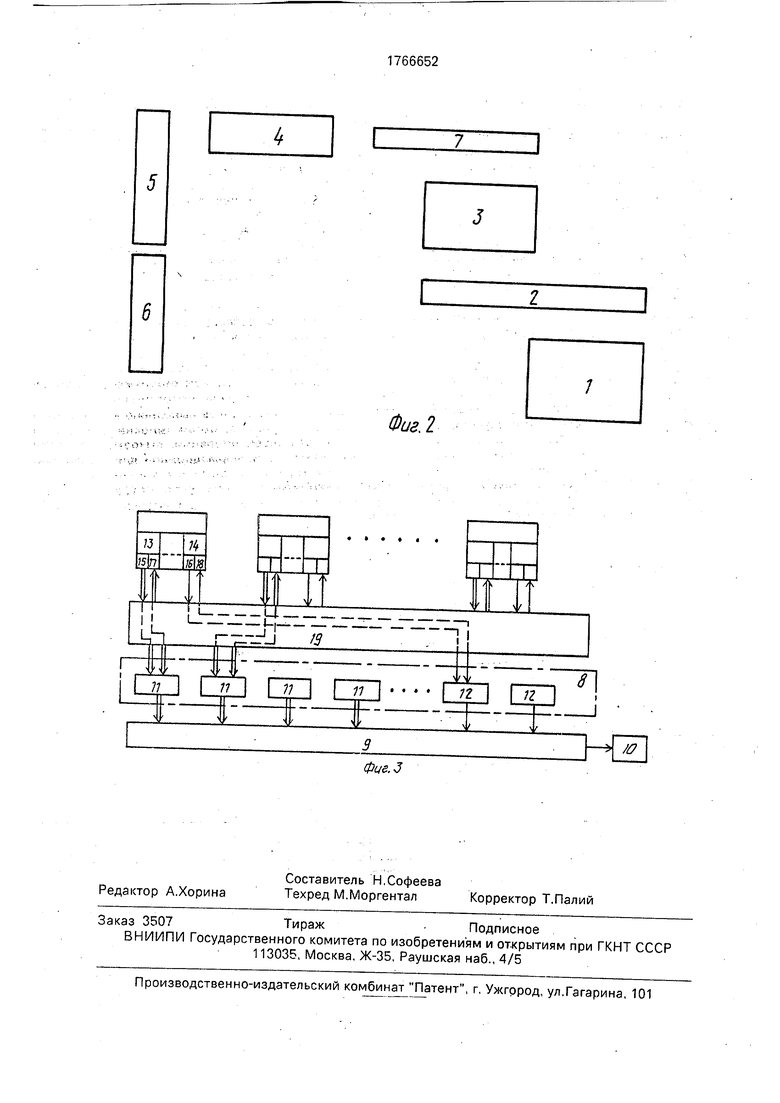
На фиг. 1 изображен общий вид линии раскроя облицованных плит; на фиг. 2 изображена структурная схема линии; на фиг. 3 - блок-схема системы управления и диагностирования линии раскроя облицованных плит.
Система для управления и диагностирования линии раскроя облицованных плит содержит участок загрузки 1, участок укладки 2, участок продольного 3 раскроя и участок поперечного 4 раскроя, приемный 5 и разделительный 6 транспортеры, переталкивающее 7 устройство,устройство моделирования 8 работы узлов, устройство обработки информации и выдачи сообщений 9 с устройством отображения сообщений 10.
Устройство моделирования 8 работы узлов состоит из блоков 11 контроля времени выполнения соответствующей операции, блоков 12 контроля перемещений.
Переталкивающее устройство 7 содержит узлы дискретного 13 и аналогового 14 состояния со своими датчиками 15 и 16, и исполнительными механизмами 17,18. Выходы датчиков 15,16 и исполнительных механизмов 17,18 электрически связаны с программируемым контроллером 19. Выходы блоков контроля времени 11 и блоков контроля перемещений 12 электрически связаны с устройством обработки информации и выдачи сообщений 9.
Для передачи плит на наборный стол 20 служат напольный рольганг (подъемный стол) 21, вакуумный загрузчик 22. Передачу плит станку 23 продольного раскроя осуществляют роликовый транспортер 24, промежуточный транспортер 25 и подающее устройство 26 с кареткой и захватами. Удаление отходов за пределы линии производится посредством ленточного транспортера 27. Передача продольных полос
v
Ё
S
О 01 1Ю
пакета плит на базирующий стол 28 осуществляется толкателем 29. Передачу плит к станку 30 поперечного раскроя совершает подающее устройство 31, а отходы удаляются ленточным транспортером 32. От станка 30 плиты поступают на наклонный стол 33 и приемный транспортер 34.
При поперечном раскрое используются приемный транспортер 34, транспортер 35, вакуумный укладчик 36 и подъемный стол 37.1
Работа осуществляется следующим образом.
После подачи штабеля плит на подьем- ный стол 21 вакуумный загрузчик произво- дит набор пакета до пятнадцати плит (в зависимости от толщины плит) из штабеля на наборный стол 20. В процессе загрузки пакета производится обдув верхней и нижней пластей плит. Пакет плит передается на роликовый транспортер 24, с которого подающее устройство 26 перемещает пакет к станку 23 продольного раскроя. Во избежание смещения плит во время позиционирования они зажаты захватами каретки. Каретка подающего устройства 26 осуществляет точное позиционирование пакета плит по заранее заданной программе. При подходе к нужному размеру скорость каретки снижается двухступенчато. После оста- нова каретки опускается прижимная балка станка, поднимается пильный суппорт и производится отрезка продольной полосы. Поднимается прижимная балка и одновременно с возвратом суппорта производится подача пакета на новый размер.
При сквозном раскрое пакет плит первоначально раскраивается на продольные полосы по всей ширине пакета, затем толкателем 29 полосы передаются на базирую- щий стол 28, где происходят выравнивание -полос и захват упорами подающего устройства 31, а затем поперечный раскрой всего пакета на станке 30 поперечного раскроя,
По окончании поперечного раскроя от- ходы поступают на ленточный транспортер 32 и далее выносятся за пределы линии, а заготовки размещаются на приемном транспортере 34. Производится смещение полос предварительно направо (первая группа полос при смешанном раскрое), а затем по окончании поперечного раскроя второй группы полос налево на транспортер 35. При 3JOM происходит разделение продольных полос в продольном направлении с целью облегчения в дальнейшем разборки стоп раскроенных и уложенных заготовок.
Вакуумный укладчик 36 переносит и укладывает раскроенные заготовки на подъемном столе 37 В процессе послойной
укладки производится обдув верхней и нижней пластей заготовок во избежание случайного попадания опилок между заготовками, что может привести к порче облицованной поверхности.
Набор пакета плит на наборный стол 20, продольный и поперечный раскрой и укладка раскроенных заготовок совмещены по времени.
При осуществлении смешанного раскроя отрезаются продольные полосы, имеющие одинаковую схему поперечного раскроя. Одновременно с поперечным раскроем первой группы полос производится продольный раскрой оставшейся части пакета. По окончании поперечного раскроя первой группы каретка подающего устройства 31 с поднятыми захватами возвращается, захватывает вторую группу полос, поперечный раскрой которых производится по новой программе.
В линии предусматривается до трех различных программ поперечного раскроя для одного пакета.
Во время технологического процесса управление и диагностика осуществляются программируемым контроллером 19 и устройством моделирования 8. Каждый узел участков 1-6 функционирует о соответствии с программой, заложенной в программируемый контроллер 19. Сигналы, поступающие отдатчиков 15,16 узлов дискретного 13 состояния и аналогового 14 состояния, обрабатываются одновременно контроллером 19 и блоками контроля времени и перемещений 11 и 12. На основе результатов обработки указанных входных воздействий контроллер 19 формирует выходные воздействия для исполнительных механизмов 17,18, информация о которых одновременно поступает и в блоки 11,12.
На основе состояния датчиков 15 и сформированного программируемым контроллером 19 управляющего воздействия блок 11 контроля времени моделируют работу соответствующего узла дискретного 13 состояния. Аналогично этому на основе состояния датчиков 16 и сформированного программируемым контроллером 19 управляющего воздействия блок 12 моделирует работу соответствующего узла аналогового 14 состояния. При этом отличие работы блоков 11,12, состоит в том, что блок 11 работает с временем включенного состояния, а блок 12 с разницей заданного и текущего значения аналоговой величины. Блоки 11 и 12 формируют соответствующие коды для устройства обработки информации и выдачи сообщений 9, которые фиксируются на устройстве отображения сообщений 10 появляется сообщение, указывающее на неисправность данного узла 13,14. Это позволяет оператору осуществлять диагностику в перерывах технологического процесса и оперативно обнаруживать и устранять возникающие неисправности.
Таким образом, изложенная совокупность узлов дискретного и аналогового состояния со своими датчиками и исполнительными механизмами и соединение электрически выходов датчиков и исполнительных механизмов с программируемым контроллером позволяет осуществить автоматизированное управление технологическим процессом (всеми перемещениями узлов), выполняя функции: по сбору первичной информации от датчиков, пультов операторов и пускорегулирующей аппаратуры; по обработке поступающей информации с выполнением вычислительных и логических операций в соответствии с заданным режимом работы технологического объекта; по формированию и реализации управляющих воздействий, централизованному контролю и отображению оперативной и учетной информации, Все это позволяет повысить про- изводительность за счет сокращения простоев линии и уменьшения брака.
Формула изобретения
Система для управления и диагностирования линии раскроя облицованных плит, включающая участки загрузки и укладки плит, их продольного и поперечного раскроя, приемный и разделительный транспортеры, переталкивающее устройство, содержащее узлы дискретного состояния и текущего положения с соответствующими датчиками и исполнительными механизмами, и электрически связанный с ними программируемый контроллер, отличающаяся тем, что, с целью повышения произво- дительности за счет сокращения простоев линии и уменьшения брака, она снабжена устройством моделирования работы узлов, устройством обработки информации и выдачи сообщений с устройством отображе- ния сообщений, причем устройство моделирования работы узлов выполнено в виде блоков контроля времени выполнения соответствующей операции, выходы которых связаны с информационной ши- ной программируемого контроллера и соответствующими входами устройства обработки информации и выдачи сообщений.


| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| Линия для раскроя плит | 1975 |
|
SU539764A1 |
| МНОГОПИЛЬНЫЙ СТАНОК для РАСКРОЯ листовых' | 1973 |
|
SU388879A1 |
| Устройство для базирования и подачи листовых материалов в раскроечный станок | 1985 |
|
SU1305036A1 |
| Линия изготовления лицевого покрытия щитового паркета | 1986 |
|
SU1371919A1 |
| Устройство для пакетирования ракроенных плит и разделения их на отдельные стопы | 1978 |
|
SU670506A1 |
| Способ изготовления облицованныхщиТОВыХ дЕТАлЕй | 1979 |
|
SU810487A1 |
| Декоративный элемент, способ крепления декоративного элемента на полотно натяжного потолка и установка для его крепления | 2020 |
|
RU2740394C1 |
| Способ раскроя древесных плит и устройство для его осуществления | 1988 |
|
SU1630882A1 |
| Агрегат для раскроя настилов волокнистых материалов | 1982 |
|
SU1151618A1 |
Использование: деревообрабатывающая промышленность. Сущность изобретения: устройство содержит устройство моделирования работы узлов в виде блоков контроля времени выполнения соответствующей операции, при срабатывании которых судят о нарушениях в работе системы. 3 ил.
22
11 базирующие упоры ,. „
WiiF-nAi/f
24
32
Уборка поддано о
Фиг. 2
| Коваленко А,А | |||
| и Глазов А.В | |||
| Система автоматического управления линией раскроя облицованных плит | |||
| - Деревообрабатывающая промышленность, 1989, № 6, с.20-22. |
