1
Изобретение предназначено для захвата, лереноса и укладки рядами в контейнеры или в специально отведенные места деталей, .например поршней двигателя в.нутреняего сгорания, и может быть применено в тракторостроительной, автомобильной и других отраслях промышленности с крупносерийным или м ассов ЫМ о р о и зв о дство м.
Известны укладчики, выполненные в виде ПОДВИЖНОЙ по горизонтальным направляюшим каретки, несущей подвижную относительно вертикальной оси рамку с захватными устройствами.
Предлагаемый укладчик отличается от известных тем, что с целью захвагга группы деталей И многоярусной их укладки рамка выполнена в виде м.ногОШпиндельной головки с силовым цилиндром, перемещаюшим головку по Вертикали и снабженным следяшим индикатором давления со штоком поршня, действующим на датчик, управляющий работой пневматических клапанов зажимных устройств, а через реле времени - подъемо:м н перемещением рамки, и телескопическими штангами-воздуховодами, связанными с захватными устройствами.
Захватные устройства выполнены в виде лневматических плавающих патронов с конусной заходной частью, подпружинены упорными кольцами и зажимными рифлеными губками.
На фиг. 1 показан описываемый укладчик,
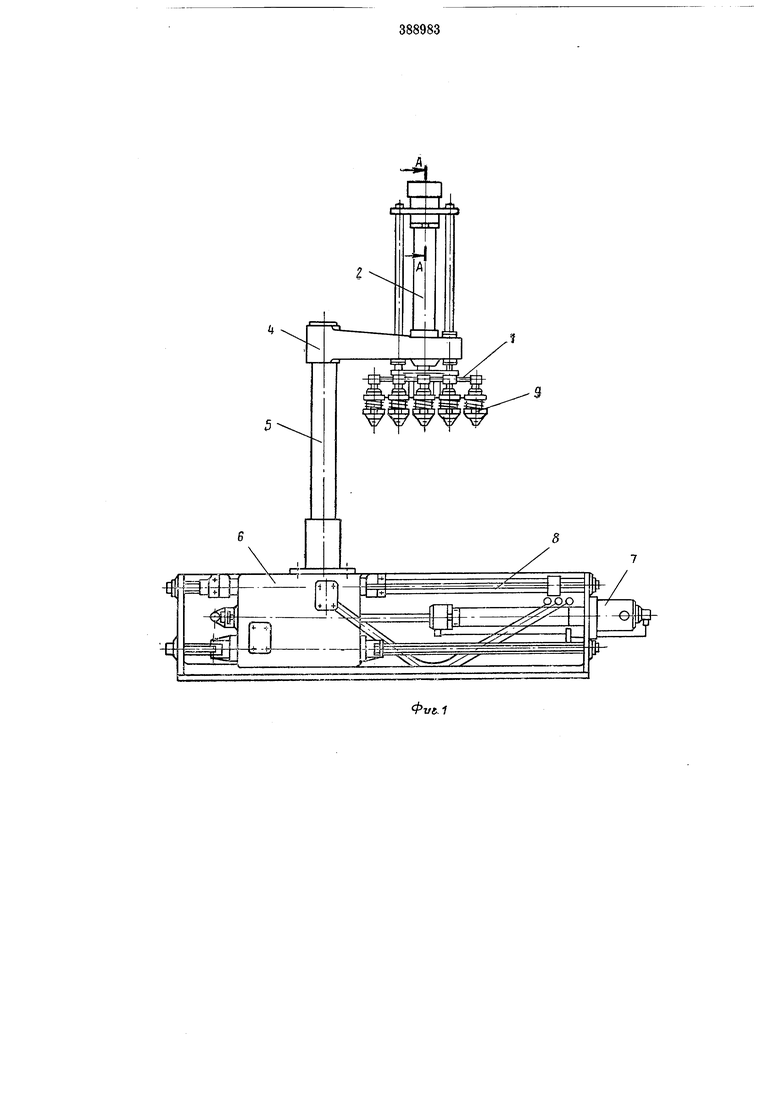
общий вид; на фиг. 2 - то же, вид сверху;
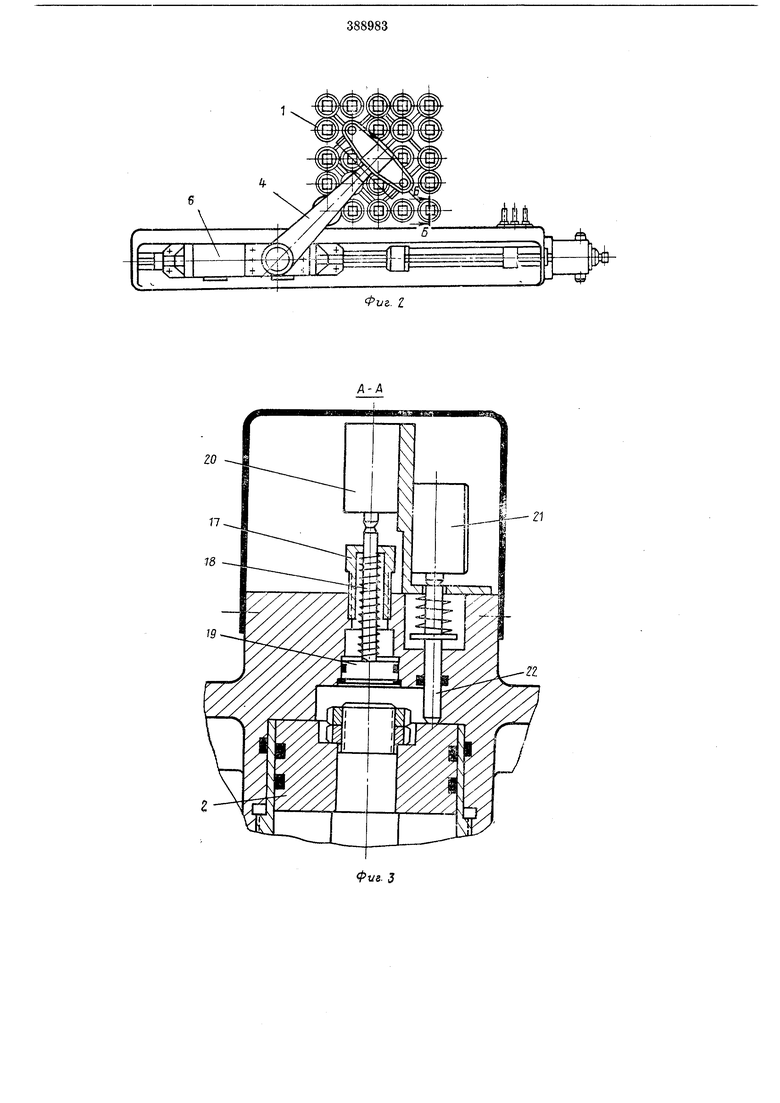
на фиг. 3 - разрез по А-А на фиг. 1; на
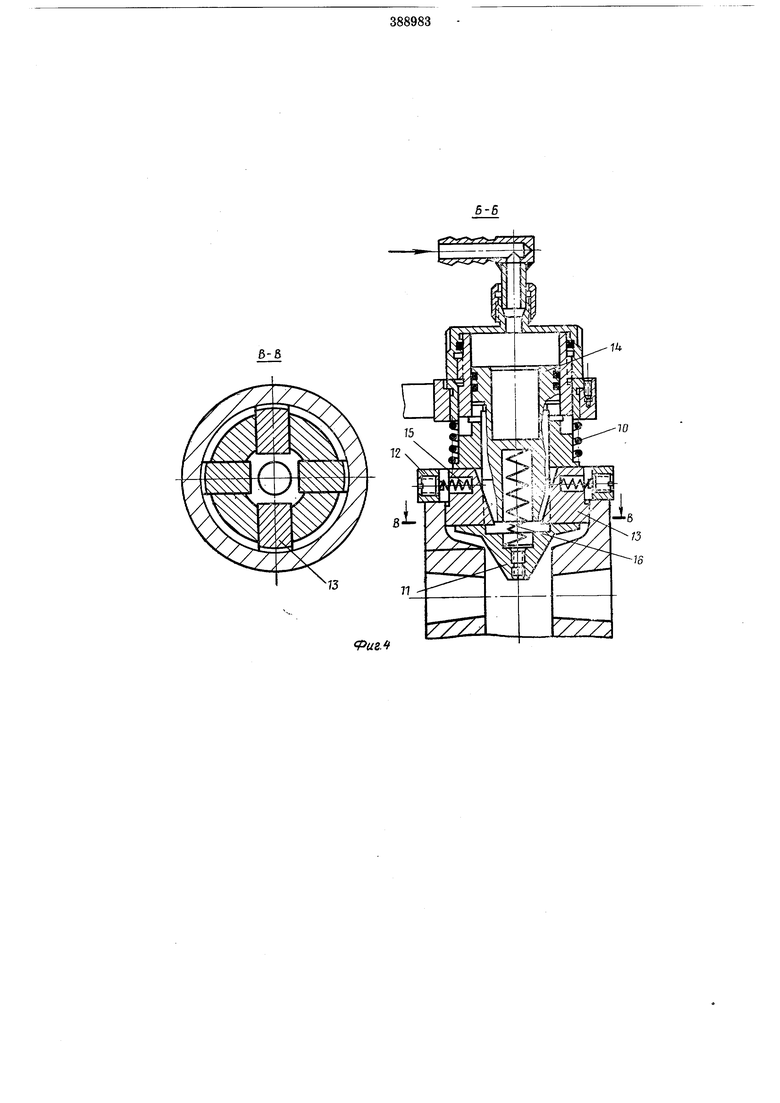
фиг. 4 - разрез по .на фиг. 2; на
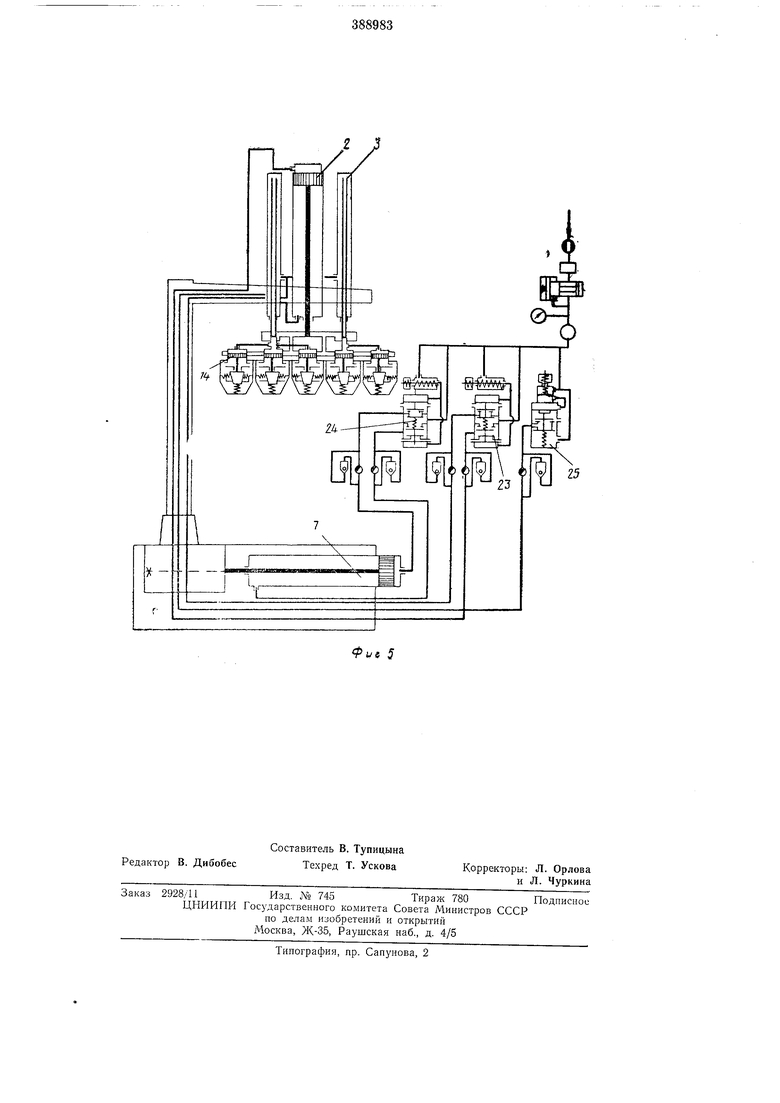
фиг. 5 - нневмокинематическая схема.
Укладчик содержит подвижную многощпиндельную головку / с силовым цилиндром 2 и телескопическими штангами 5, консоль 4 и стойку 5, закрепленные на подвижной каретке 6, перемещаемой пневматическим цилиндром 7 по направляющим 8.
Захватные устройства: (фиг. 4) вдногошлиндельной головки выполнены в виде пневматических плаваюших патронов 9 с компенсирующей пружиной 10, конусной центрирующей частью //, упорными кольцами 12 и разжимными плавающими губками 13 с рифленой поверхностью. Привод губок 13 осуществляется с помощью пневматического цилиндра М, пружин 15 и пружины 16 возврата порщня цилиндра 14.
На силовом цилиндре 2 установлен индикатор давления (фиг. 3), состоящий из регулирующей гайки 17, пружины 18, поршня со щтоком 19 и микропереключателя 20. Для перемеа1ения каретки 6 предусмотрен микропереключатель 21 с толкателем 22. Работой вертикального и горизонтального цилиндров управляют пневматические электромагнитные клапаиы 23 и 24, а работой пневматических патронов 9 - пневматический электромагнитный клапан 25. При подаче «оманды «а пневматический клалан 23 вертикальный он ев м а ти чески и цилиндр 2 Опускает многошпиндельную головку 1 ВНИЗ, .пневматические нлавающие патроны 9 с Компенсирующей пружиной 10 и с конус- ю ной центрирующей частью // входят iBO внутреннюю полость деталей до упора в кольцо 12. При повышении давления в цилиндре 2 срабатывает индикатор давления и через микропереключатель 20 включает пневматический 15 клапан 26, подающий воздух через телескопические щтанги 3, являющиеся одновременно направляющими головки 1, в лневматические патроны 9, и одновременно включает реле времени, обеспечивающее время зажима де- 20 Порщень цилиндра 14, перемещаясь вниз, разводит .плавающие губки 13 с рифлением «а торцах, которые захватывают деталь .по в.нутренней полости. По истечении определенного 25 отрезка времени, отсчитываемого реле времени, клаиаи 23 переключается на обратный ход ,и головка с захваченными деталями поднямается вверх. Дойдя до верхней точки, поршень цилиндра 2 через толкатель 22 включает мик- 30 ропербключатель 21 и подает сигнал на клапан 24 .для перемещения каретки 6 вперед пневмоцилиндром 7. В конце хода «вперед каретка через микропереключатель подает команду на .переключение клапана 23, и вер- 35 пикальный цилиндр 2 опускает головку с деталями в контейнер. После касания .дна контейнера или предыдущего ряда деталей срабатывает индикатор давления, который через клапан 25 сбрасы- 40 вает давление в патронах Я .поршень цилиндра 14 пружи.ной J6 поднимается вверх, губки 13 пружинами 15 утапл.И ваются, детали освобождаются и 1оста1ются в контейнере, а вертикальный цилиндр 2 через реле времени пе- 45 5 ремещает головку / вверх. В конце хода «вверх пОршень цилиндра 2 через шток толкателя 22 нажимает микропереключатель 21, .подается команда на клапан 24 и ка:ретка 6 перемещается в исходное положение, где ожидает оигнаша о готовности следующей партии деталей к захваггу и укладке. Сигнал может быть подан от любого питателя, накопителя и т. д. После получения новогО сигнала цикл повторяется, Очередная партия деталей онускается в контейнер на предыдущий ряд. Таким образом, при помощи индикатора давления детали могут загружаться в контейнер или на специальное место в несколько рядов, Последовательность работы пневматического клапана 25 обеспечивается шаговым искателем, оигаалы которому передаются от индикатора давления. П р е .д м е т изобретения 1. Укладчик деталей, например лорщней двигателей в.нутреннего сгорания, в контейнеры или специальные места, подвижная каретка с поршневым цилиндром которого снабжена рамкой с захватными устройствами, отличающийся тем, что, с целью захвата группы деталей и многоярусной их укладки, рамка выполнена в ви.де м.ногошпиндельной головки с силовым цилиндром, перемещающим головку по вертикали и снабжеаным следящим индикатором давления со штоком порщня, .действующим на датчик, управляющий работой пневматических клапанов зажимных устройств, а через реле времени - подъемом и перемещением рамки, и телескопическими штангами - воздзховодами, связанными с 3 а хв а тн ы ми у стр о йств а ми. 2. Укладчик по п. 1, отличающийся тем, что захватные устройства выполнены в виде пневматических .плавающих патронов с конусной заходной частью, подпружиненными упорными кольцами и зажимными рифлеными губками.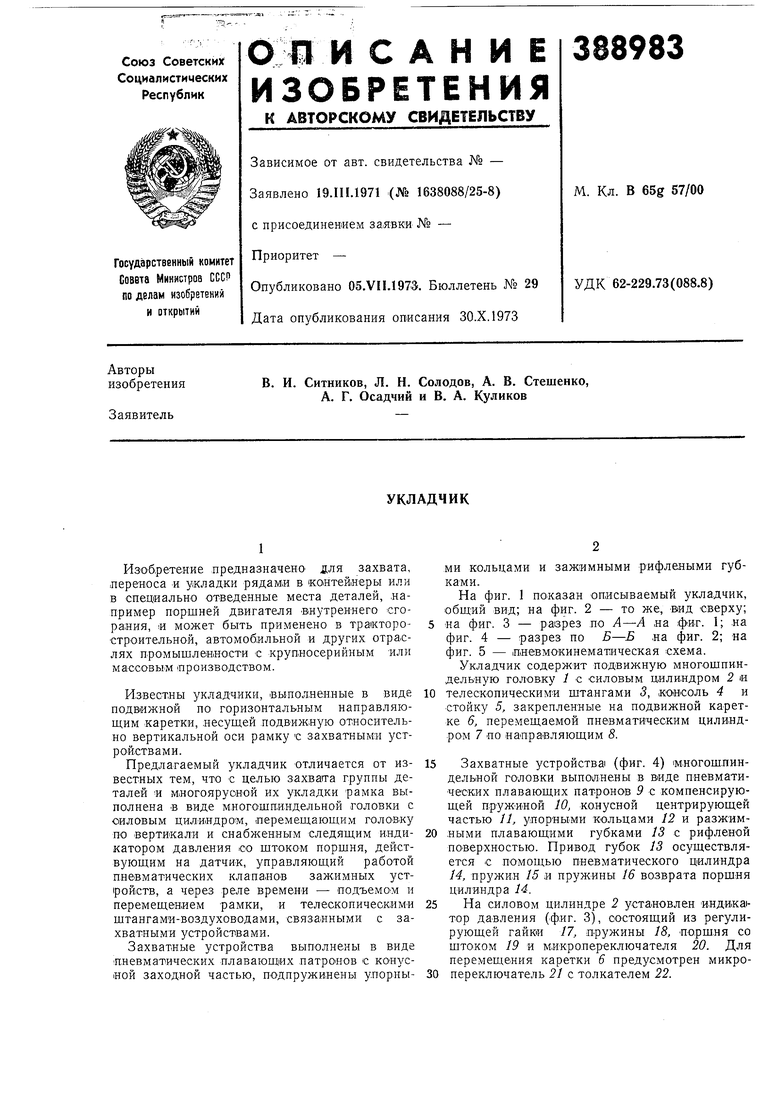

| название | год | авторы | номер документа |
|---|---|---|---|
| СЪЕМНИК ДЛЯ ЗАХВАТА, СЪЕМА, УДАЛЕНИЯ ИЗ РАБОЧЕЙ ЗОНЫ И УКЛАДКИ ДЕТАЛЕЙ9 '~*S^f"^f~^ 1-'~' О ' ' f. О 5 Wtv/V ! - -• v-' PI -• <. !•5 ^ff'fffl^ft у- .; ;.i;;>&!;:;•! • isu"» :'.'..?'• | 1973 |
|
SU373127A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1973 |
|
SU374116A1 |
| УСТРОЙСТВО ДЛЯ ВЫДАВЛИВАНИЯ ВТУЛОК | 1970 |
|
SU426736A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| ПНЕВМАТИЧЕСКИЙ ЦАНГОВЫЙ ЗАЖИМ | 1972 |
|
SU421435A1 |
| Способ прошивной запрессовочной установки трубчатого элемента детали и устройство для его осуществления | 1990 |
|
SU1838072A3 |
| РАБОЧИЙ ОРГАН К УСТАНОВКЕ ДЛЯ ВИБРОПОГРУЖЕНИЯ ДЛИНОМЕРНЫХ ЭЛЕМЕНТОВ ТИПА ЭЛЕКТРОДНЫХСТЕРЖНЕЙУДК 624.155.15(088.8) | 1971 |
|
SU299600A1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
W
Ik
10
иг.
