Предлагаемое изобретение относится к изготовлению металлических отливок и предметом его являются усовершенствованные сердечники для отливки пустотелых изделий. Сердечники, выполненные согласно этому изобретению, особенно пригодны для полых стальных слитков, хотя область их применимости не ограничивается этим.
При изготовлении полых металлических отливок, пространства внутри формы, которые должны быть полностью или частично окружены заливаемым металлом, занимаются сердечниками. Для того, чтобы предупредить возникновение в охлаждающейся отливке чрезмерных напряжений, эти сердечники должны быть своевременно удалены или разрушены, или же они должны состоять из материала, способного более или менее легко поддаваться сжиманию. Например, при отливке цилиндрического или призматического трубчатого стального слитка с осевым сердечником необходимо, чтобы этот сердечник можно было удалить, разрушить или же, чтобы можно было уменьшить его сечение. Тогда можно избежать возникновения усилий между
(398)
СЛИТКОМ и изложницей или понизить этк усилия до безопасной величины. При литье слитков, особенно стальных, желательно, чтобы сердечник в местах его соприкосновения с металлом слитка состоял из металла, чтобы в слиток не могли попасть неметаллические включения сердечника.
Согласно предлагаемому изобретению, для полых отливок предусматривается сжимающийся сердечник, составленный из металлических частей, неплавящихся при максимальных температурах, которым приход ;тся подвергаться сердечнику, и из частей из сравнительно легкоплавкого металла или сплава. Предусмотрено пространство, в которое может стекать этот легкоплавкий металл, остальные же части сердечника так рассчитаны, что они могут, когда потребуется, смещаться одна относительно другой таким образом, что сечение сердечника уменьшается.
Сердечник для стальных слитков может, например, состоять из стальных или чугунных частей и частей из легкоплавкого металла, например, из свинца. Размеры и расположение этих частей таковы, что после соответственного промежутка времени, когда наружная и внутренняя зоны слитка отвердели на требуемую глубину в любом заданном месте по высоте или по диаметру слитка, свинцовые части сердечника расплавятся, освобождая остальные части, которые могут тогда сместиться одна относительно другой для уменьшения сечения сердечника, ставшего теперь излишним, благодаря достаточному отвердению залитого металла.
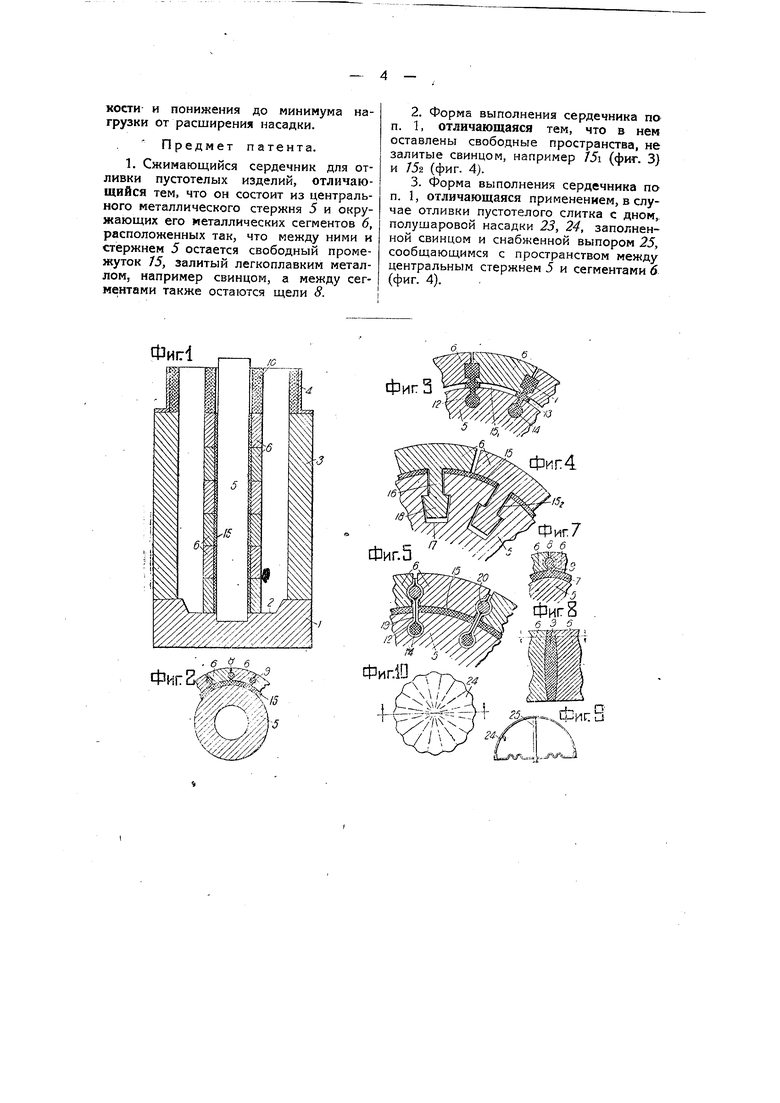
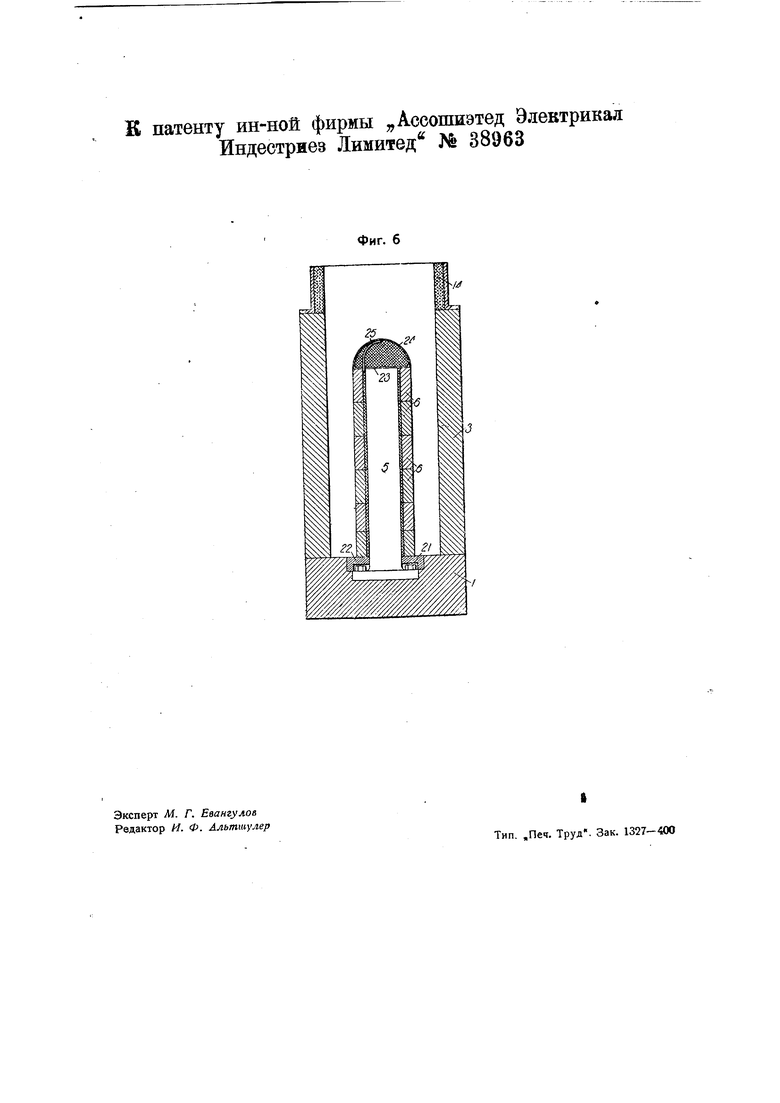
На чертеже фиг. 1 изображает вертикальный разрез изложницы для полых цилиндрических или призматических слитков; фиг. 2-поперечный разрез составного металлического сердечника для изложницы; фиг. 3, 4, 5, 7 и 8-различные способы поддерживания составных частей сердечника; фиг. б- изложница со стержнем с закрытым верхним концом для полых цилиндрических слитков; фиг. 9 и 10 - продольный разрез и вид сверху насадки для верхнего конца стержня, сходного с и браженным на фиг. б.
На стальной или чугунной.подставке 7, снабженной зумпфом 2, покоится корпус изложницы 3, несущий на своем верхнем конце огнеупорную насадку 4 нормальной конструкции. Изложница снабжена сердечником, состоящим из центрального стального стержня 5, массивного или полого, который входит в гнездо в зумпфе2. Стержень 5 окружен стальным или чугунным сегментами, отделенными от него промежуточной частью /5 из свинца или .другого легкоплавкого металла. Стержень удерживается на подставке 7 силой собственной тяжести, но, в случае необходимости, можно предусмотреть закрепление его на подставке болтами или другим подходящим способом. Сегменты 6 расположены так, что промежутки 8 {фиг. 2) между ними не настолько велики, чтобы пропускать металл во время заливки, но они позволяют сегментам сомкнуться плотнее со стержнем 5, когда легкоплавкий металл расплавится, причем сегменты предусмотрены в количестве, достаточном для требуемого уменьш,ения сечения.
В некоторых случаях, расплавившемуся свинцу или другому легкоплавкому металлу можно дать оставаться в изложнице и даже скопляться, или же его
можно выпускать через соответствующее отверстие из изложницы, или в предусмотренные в ней или в сердечнике камеры, в которые заливаемый металл не проникает.
Если легкоплавкий металл более плотен, чем сегменты б, то последние будут всплывать на нем, если это не буд«т предупреждено соответственными мерами.
При выполнении по фиг. 1 центральный стержень можно снабдить приспособлением для удерживания сегментов. Для этого можно, например, насадить на верхний конец стержня 5 кольцо, закрепленное чекой. При устройстве, показанном на фиг. 2, предусмотрен полый центральный стержень 5, а сегменты 6 удерживаются свинцом или другим легкоплавким металлом 75 до тех пор, пока он не расплавится. Сегменты б расположены так, что между соседними сегментами остается промежуток 8, не настолько большой, чтобы заливаемый металл мог войти в него и помешать смещению сегментов внутрь.
Можно применять и более широкие промежутки 8, но в этом случае их следует заполнять легкоплавким металлом или сплавом, причем поверхность этого металла или сплава, обращенная к отливаемому металлу, должна быть защищена слоем соответственного материала от непосредственного нагревания и растворения расплавленным металлом при первом соприкосновении.
При литье стали, например, промежуток в i/ifl дюйма не допустит проникания в него сколько-нибудь значительного количества металла. Боковые поверхности сегментов снабжены канавками приблизительно полукруглого сечения, которые при сборке сегментов, образуют приблизительно цилиндрический канал, заполненный легкоплавким металлом или сплавом.
При составлении стержня этот металл или сплав заливают в каждое отдельное кольцо сегментов, чтобы получить, таким образом, цельные кольцевые элементы. Цилиндрические части 9 связывают сегменты 6. Если канавки выполнить так, чтобы диаметр образуемого ими канала изменялся на протяжении сегмента, например, чтобы он, как изображено на фиг. 8 и 7, узеличизалсл к середине высоты, или же -так, чтобы канал имел несколько уширений, то получится кольцо из соединенных в замок сегментов, которое не будет распадаться при транспортировании и сборке, так как сегменты не будут смещаться один относительно другого.
Один из удобных способов составления таких колец, заключается в том, что сегменты располагаются кольцом в виде .формы, концентрично со стержнем, соответствующим стержню 5, но несколько большего диаметра, чтобы после отвердевания кольцо можно было свободно надеть на стержень 5. Затем заливают в промежуток между сегментами и стержнем легкоплавкий металл, который связывает их в цельное кольцо. Тогда сердечник дпя изложницы можон построить, укладывая такие кольца друг на друга. На верхней стороне сердечника, как изображено на фиг. 1, помещается огнеупорная насадка Ю.
В этом случае между отдельными кольцами стержня можно помещать тонкие слои легкоплавкого металла.
При поддерживании колец 6 сердечника по способу, показанному на фиг. 3, применяются соединительные части 7/ из легкоплавкого металла или сплава. Здесь стержень 5 снабжен продольными канавками 72 показанного сечения, а соединительными частями являются по лоски или бруски из легкоплавкого металла или сплава, показанного на фиг. 3 сечения с утолщением 75 между обоими утолщенными концами. Это утолщение 13 служит дпя отделения сегментов б надлежащим промежутком от стержня 5. Этот промежуток поддерживается также и утолщениями /7, но утолщение 13 продолжает оставаться нерасплавленным в течение некоторого времени после расплавления концевык утолщений 77. Можно также заполнить легкоплавким металлом весь промежуток 75 между сегментами б и стержнем 5.
При выполнении стержня по фиг. 4, наружные сегменты 6 имеют приблизительно тавровое сечение с утолщением 18 на внутреннем конце. Таким образом в сердечнике оставлены свободные пространства, не залитые свинцом, например 75i (фиг. 3) и 752 (фиг. 4).
Части 16 и 75 сегмента входят в тавровыЗ паз 77 центрального стержня 5, от которого сегменты отделены полосками 75 из легкоплавкого металла или сплава.
При выполнении по фиг. 5 сегменты б удерживаются относитепьно стержгня 5 соединительными частями 19 из легкоплавкого металла или сплава. Эти соединительные части состоят из металлических полосок, изогнутых, как изображено на фиг. 5, и вставленных в кругообразно расширяющиеся к концу канавки 72 в стержне 5 и закрепленных в них сердечниками 14 из легкоплавкого металла или сплава, или из какого-либо другого металла, например, железа или стали в форме стержней. Дпя той же цели служат стержни 20. Сегменты 6 отделены здесь от стержня 5 слоем 75 легкоплавкого металла или сплава.
На фиг. б изображена изложница для полых цилиндрических отливок или слитков, имеющая закрытый верхний конец. Нижний конец стержня 5 снабжен фланцем, которым он прибалчивается к подставке 7 изложницы болтами 27. Головки болтов покрыты шайбой 22, поддерживающей столб колец сегментов б, составляющих сжимаемый стержень. На верхней стороне сердечника покоится полушаровая насадка, состоящая из основания 23 из листового металла, Hanptgiep, из листовой стали, и из прикреплет1ной к ней металлической листовой полушаровой части 24. Пространство между насадками 23 и 24 заполнено легкоплавким металлом или сплавом, который можно залить до укрепления гголушаровой части на основании 25. Можно предусмотреть соответственные выпоры. При показанной форме выполнения изнутри полушарового пространства тянется к промежутку, между сегментами б верхнего кольца и стержнем 5 или наружу выпорная труба 25. Выпорная труба предупреждает возникновение в полушаровой части чрезмерного давления, давая вытекать расплавленному металлу.
На фиг. 9 и 10 показана видоизмененная форма выполнения полушаровой насадки, в которой основание и полушаровая часть сделаны из вопнистого материала, в целях повышения их гибкости и понижения до минимума нагрузки от расширения насадки.
Предмет патента.
1. Сжимающийся сердечник для отливки пустотелых изделий, отличающийся тем, что он состоит из центрального металлического стержня 5 и окружающих его металлических сегментов 6, расположенных так, что между ними и стержнем 5 остается свободный промежуток 75, залитый легкоплавким металлом, например свинцом, а между сегментами также остаются щели 8.
2.Форма выполнения сердечника па п. 1, отличающаяся тем, что в нем оставлены свободные пространства, не залитые свинцом, например /5i (фиг. 3} и /Ja (фиг. 4).
3.Форма выполнения сердечника по п. 1, отличающаяся применением, в случае отливки пустотелого слитка с дном,, полушаровой насадки 23, 24, заполненной свинцом и снабженной выпором 25, сообщающимся с пространством между центральным стержнем 5 и сегментами 6 (фиг. 4).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических слитков | 1931 |
|
SU40845A1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ И ОТЛИВОК | 2001 |
|
RU2185926C1 |
| Способ производства металлических отливок | 1931 |
|
SU42915A1 |
| Способ изготовления металлических слитков | 1933 |
|
SU45871A1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2004 |
|
RU2259257C1 |
| Способ центробежного литья | 1976 |
|
SU607644A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2001 |
|
RU2193944C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВОК | 2012 |
|
RU2503521C1 |
| Металлическая литейная форма для получения полых отливок | 1974 |
|
SU500884A1 |
ФиН
б Лб
ФнгВ
.r; / xV:-
ФипЗ
Фип S к патенту ин-ной фирмы Ассошиэтед Элевтрикал Индестриез Лимитед № 38963

