Изобретение относится к области прокатного производства, в частности к конструкции рабочей клети стана поперечной прокатки.
Известная рабочая клеть включает станину, шарнирно закрепленные на ней рычаги с рабочими валками, взаимодействующие через опорные ролики с копиром, который связан с механизмом подачи. Копир размещен на линии прокатки стана, что увеличивает длину стана и снижает точность изготовления изделия.
Для повышения точности изготовления ступенчатых изделий в предлагаемой клети копир расположен в направляющих, выполненных на станине.
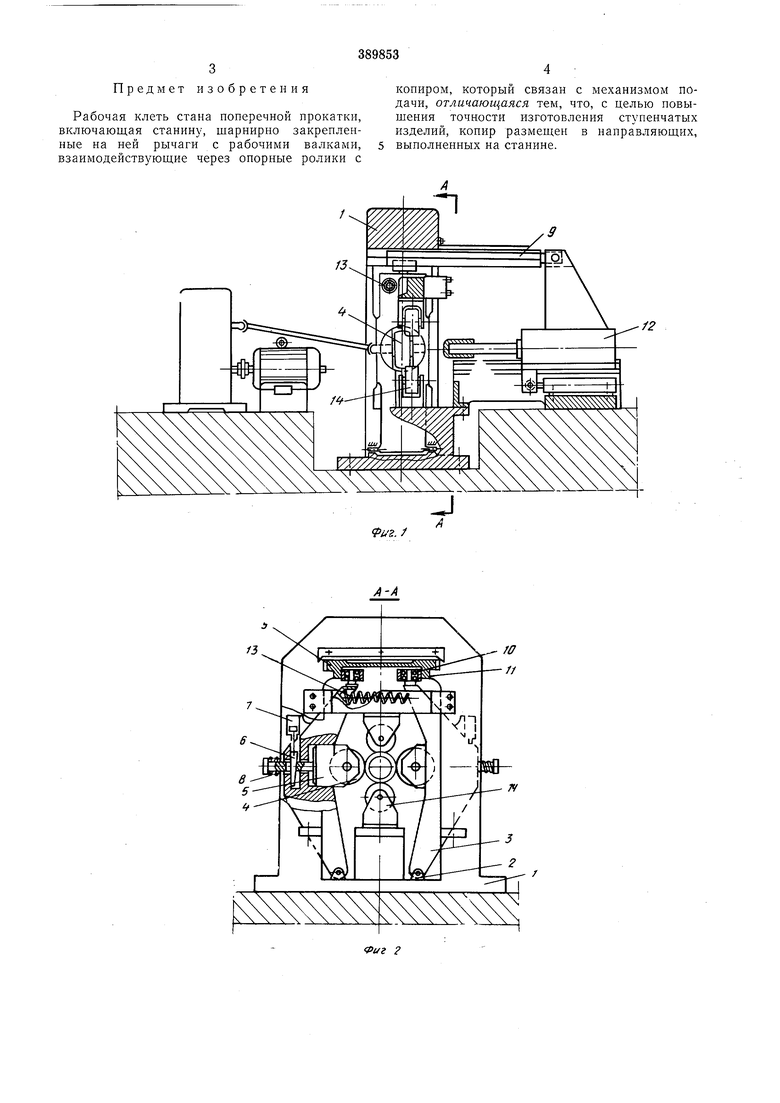
На фиг. 1 показана описываемая клеть; на фиг. 2 - то же, разрез по А--А на фиг. 1; на фиг. 3 - то же, вид сверху.
Рабочая клеть включает станину /, в которой на щарнирах 2 закреплены рычаги 3 с рабочими валками 4, установленными в пинолях 5; механизм установки рабочих валков в виде клина 6 с гидроприводом 7; механизм возврата рабочих валков в виде пружины 8; копир 9, контактирующий с роликовыми опорами 10 рычагов и размещенный в направляющих // станины, причем один конец копира связан с механизмом подачи 12. Поджим роликовых опор рычагов к профильным направляющим дорожкам копира обеспечивается пружиной 13. В качестве проводковых устройств клеть снабжена опорными валками 14, настраиваемыми на размер, несколько больщий диаметра готового изделия. Клеть работает следующим образом.
При вращающихся разведенных копиром 8 рабочих валках 4 и при отведенном в крайнее заднее положение механизме подачи 12 заготовка подается в предвалковую зону.
Затем перемещают механизм подачи с оправкой в сторону рабочей клети, захватывают заготовку и подводят ее к валкам. При этом копир сближает или разводит рабочие валки, установленные на рычагах 3. В результате механической связи между копиром и роликовыми опорами рычагов достигается синхронность перемещения рабочих валков, что определяет точность готового изделия. Установка рабочих валков меладу щарннрной
и роликовой о-порами способствует дополнительному уменьщению погрещности копира, что также повыщает точность изготовления изделия.
В конце прокатки клин 6 отводят гидроприводом 7, а пиноль 5, перемещаемая пружиной 8, отводит валок от оси прокатки, обеспечивая возможность вывода готового изделия из клети. Для установки валков в исходное положение пиноли перемещаются
клиньями от гидроцилиндров к оси прокатки. Предмет изобретения Рабочая клеть стана поперечной прокатки, включающая станину, шарнирпо закрепленные на ней рычаги с рабочими валками, 5 взаимодействующие через опорные ролики с копиром, который связан с механизмом подачи, отличающаяся тем, что, с целью повышения точности изготовления ступенчатых изделий, копир размещен в направляющих, выполненных на станине, 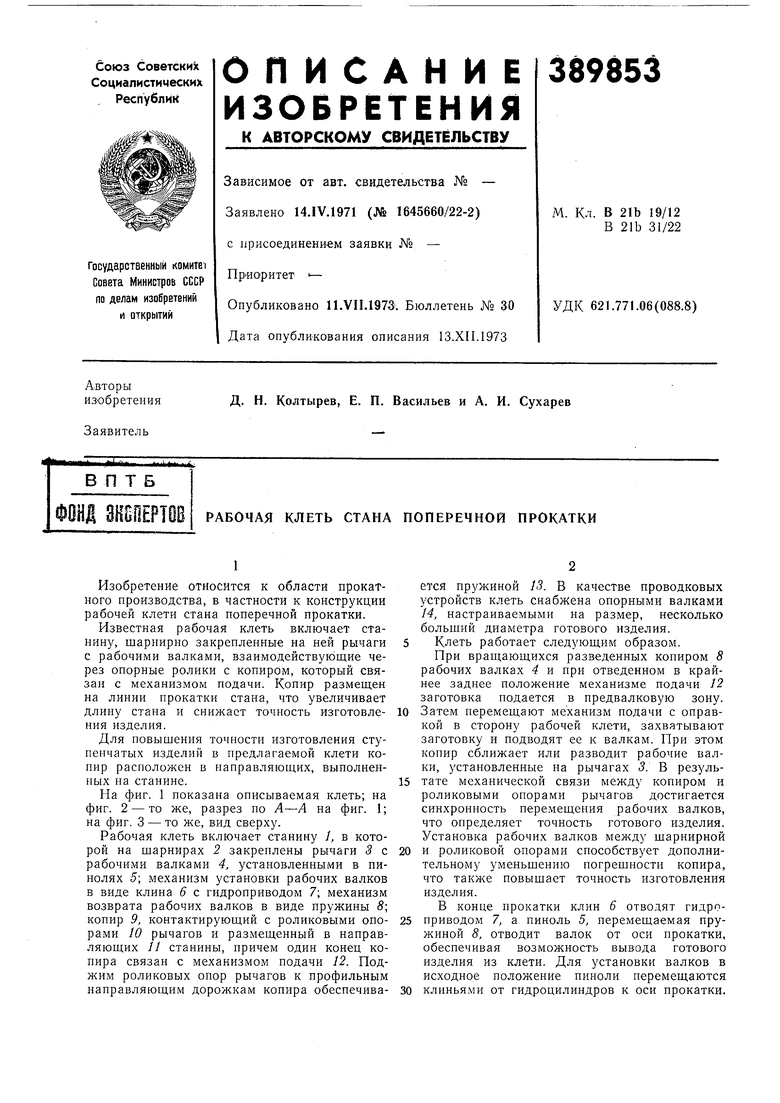
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 2010 |
|
RU2437729C1 |
| Станок для прокатки кольцевых изделий | 1977 |
|
SU742016A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Клеть роликового стана | 1977 |
|
SU607609A1 |
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 1969 |
|
SU430907A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Правильно-колибровочный стан | 1979 |
|
SU804068A1 |

f3
