Изобретение относится к области прокатного производства, а точнее к конструкции рабочей клети стана поперечной прокатки.
Известна рабочая клеть стана поперечной прокатки, см. авт.св. СССР №475181, кл. В21В 19/12, заявл. 26.01.63 г., опубл. 30.06.75 г.
Известная клеть содержит станину, установленный в ней вращающийся от привода ротор в виде замкнутого кольца с профилированными клиньями, пиноли с рабочими валками и опорными роликами, взаимодействующими с профилированными клиньями, выполненными за одно целое с ротором. Все рабочие валки перемещаются синхронно.
Недостатком этой клети стана поперечной прокатки являются недостаточное качество и чистота наружной поверхности, так как при одновременном обжатии валками заготовки образуется наплыв металла, что приводит к шелушению поверхности и потере точности. Выполнение вращающегося ротора в виде поворотного замкнутого кольца с профилированными клиньями трудоемко в изготовлении, не подлежит ремонту и в случае его замены требуется длительная остановка, что снижает производительность стана.
Из известных рабочих клетей стана поперечной прокатки наиболее близкой по технической сущности является рабочая клеть, описанная в авт.св. СССР №780941, кл. В21Н 8/00, заявл. 18.12.78 г., опубл. 23.11.80 г.
Эта рабочая клеть стана поперечной прокатки содержит станину с профилированными клиньями, установленный в ней вращающийся ротор с приводом, пиноли с рабочими валками и опорными роликами, взаимодействующими с профилированными клиньями, и копировальное устройство. В процессе прокатки рабочие валки перемещаются синхронно.
Недостаток известной конструкции рабочей клети стана поперечной прокатки заключается в том, что так как все рабочие валки в процессе прокатки перемещаются синхронно и нет возможности перемещаться каждому валку по своему закону, поэтому не обеспечивается необходимое качество и точность наружной поверхности изделия. При синхронном сведении валков образуется наплыв металла, что приводит к шелушению поверхности изделий и снижению точности.
Другим недостатком известной конструкции рабочей клети является то, что при замене копировального устройства требуется перенастройка каждого из валков относительно оси прокатки, что отрицательно сказывается на производительности стана.
Задача настоящего изобретения состоит в создании рабочей клети стана поперечной прокатки, позволяющей повысить качество и точность наружной поверхности изделия, а также увеличить производительность.
Поставленная задача достигается тем, что в рабочей клети стана поперечной прокатки, содержащей станину с профилированными клиньями, установленный в ней вращающийся ротор с приводом, пиноли с рабочими валками и опорными роликами, взаимодействующими с профилированными клиньями, согласно изобретению все пиноли или все пиноли, кроме одной, снабжены индивидуальными приводами, установленными на валах с эксцентриситетом под опорные ролики, обеспечивающие перемещение рабочих валков. Индивидуальный привод каждой пиноли выполнен в виде двухступенчатого червячного редуктора, включающего тихоходную и быстроходную ступени, и цилиндрической зубчатой передачи внутреннего зацепления, ведущий внутренний венец которой выполнен соосно с червячным колесом тихоходной ступени редуктора, а ведомая шестерня выполнена соосно с валом, на котором эксцентрично установлен опорный ролик. Тихоходная ступень червячного редуктора выполнена с цилиндрическим червяком двойного шага.
Такое конструктивное выполнение рабочей клети стана поперечной прокатки позволит повысить качество и точность наружной поверхности изделия, а также увеличить производительность.
Это достигается за счет того, что все пиноли или все пиноли, кроме одной, имеют индивидуальный привод, поэтому в процессе прокатки можно каждый валок настроить на свою необходимую величину обжатия или один из валков принять за базовый, а два других настраивать своими приводами на необходимое обжатие. В результате исключается наплыв металла перед валком и, таким образом, повышается качество наружной поверхности изделия и точность.
Кроме того, возможно перенастраивать валки в процессе прокатки, не требуя остановки стана, что увеличивает его производительность.
Как известно, максимальный износ зубьев выходного звена редуктора привода ролика происходит вблизи того осевого сечения, в котором расположена линия эксцентриситета ролика.
Выполнение индивидуального привода каждой пиноли в виде двухступенчатого червячного редуктора и цилиндрической зубчатой передачи внутреннего зацепления позволяет периодически поворачивать червячный венец тихоходной ступени приводного редуктора относительно опорного ролика и обеспечить равномерный износ зубьев по всей окружности тихоходного червячного колеса, являющегося наиболее уязвимым в отношении износа привода. Тем самым обеспечивается повышение качества и точности наружной поверхности изделия, а также повышается долговечность рабочей клети.
Выполнение тихоходной ступени червячного редуктора с цилиндрическим червяком двойного шага, то есть с переменной толщиной зуба, позволяет выбирать боковой зазор в зацеплении тихоходной ступени червячного редуктора, возникающий в процессе работы клети по мере износа зубьев червячного колеса, что также обеспечивает повышение качества и точности наружной поверхности изделия.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
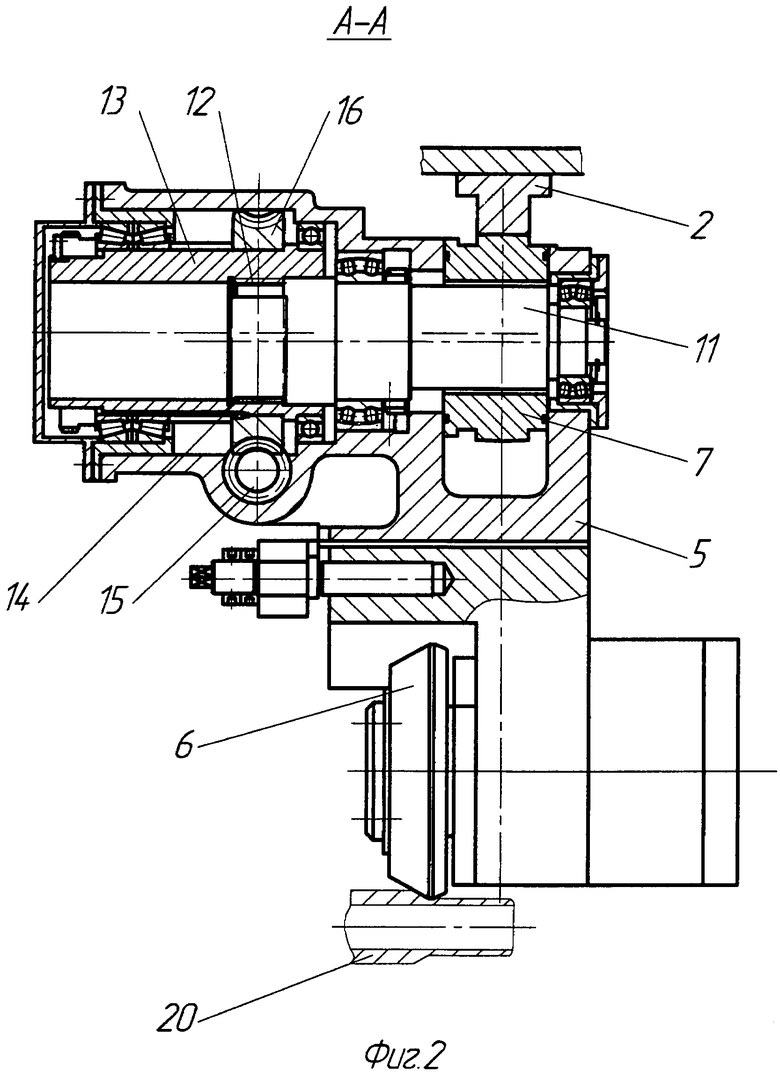
на фиг.1 изображена рабочая клеть стана поперечной прокатки;
на фиг.2 - то же, разрез А-А на фиг.1.
Рабочая клеть стана поперечной прокатки содержит станину 1 с профилированными клиньями 2, установленный в ней вращающийся ротор 3 с приводом 4, пиноли 5 с рабочими валками 6 и опорными роликами 7. Подвижные пиноли 5 с рабочими валками 6 и опорными роликами 7 размещены в радиальных расточках вращающегося ротора 3. Опорные ролики 7 взаимодействуют с профилированными клиньями 2 и прижимаются к ним гидроцилиндрами 8. Ротор 3 имеет зубчатый венец 9, который взаимодействует с зубчатой рейкой 10 привода 4.
Все пиноли 5 или все пиноли, кроме одной, которую принимают за базовую, снабжены индивидуальными приводами, установленными на валах 11 с эксцентриситетом под опорные ролики 7, обеспечивающие перемещение рабочих валков 6.
Индивидуальный привод каждой пиноли 5 выполнен в виде расположенных в ее корпусе двухступенчатого червячного редуктора, включающего тихоходную и быстроходную ступени, и цилиндрической зубчатой передачи внутреннего зацепления, состоящей из ведущего внутреннего венца 12, выполненного в ступице 13, и ведомой шестерни 14. Тихоходная ступень червячного редуктора, состоящая из червяка 15 и червячного колеса 16, расположена эксцентрично валу 11 опорного ролика 7. Быстроходная ступень червячного редуктора состоит из червяка 17, соединенного с электродвигателем 18, и червячного колеса 19, расположенного на валу червяка 15. Ведущий внутренний венец 12 выполнен соосно с червячным колесом 16 тихоходной ступени редуктора, а ведомая шестерня 14 цилиндрической зубчатой передачи выполнена соосно с валом 11, на котором эксцентрично установлен опорный ролик 7. Тихоходная ступень червячного редуктора выполнена с цилиндрическим червяком двойного шага.
Прокатка в клети осуществляется следующим образом.
Нажимные цилиндры 8 обеспечивают постоянное прижатие пинолий 5 с валками 6 и опорными роликами 7 к профилированным клиньям 2. При повороте ротора 3 приводом 4 пиноли 5 синхронно перемещаются в радиальном направлении на заданный базовый размер начала прокатки. Один из валков 6 занимает положение, соответствующее необходимому диаметру прокатки, а два других валка 6 посредством индивидуальных приводов пинолей 5 занимают свое, определенное технологией прокатки, диаметральное положение. Это положение зависит от степени деформации стенки изделия 20. Происходит прокатка изделия на необходимую длину. Затем валки 6 сводятся посредством индивидуального привода пинолей 5 на новое диаметральное положение и происходит прокатка с большей степенью деформации по стенке изделия 20. Далее, в зависимости от степени деформации, валки сводятся и разводятся каждый по своему закону, определяемому технологией прокатки, то есть в процессе прокатки валки имеют не только осевое смещение, но и независимое перемещение в радиальном направлении.
Предложенная конструкция рабочей клети стана поперечной прокатки по сравнению с известными позволяет повысить качество и точность наружной поверхности изделия, а также увеличить производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 1969 |
|
SU430907A1 |
| Рабочая клеть стана поперечной прокатки | 1978 |
|
SU780941A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU362654A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| УНИВЕРСАЛЬНЫЙ ВЫСОКОМОМЕНТНЫЙ МНОГООБОРОТНЫЙ ЭЛЕКТРОПРИВОД ЗАПОРНОЙ АРМАТУРЫ ТРУБОПРОВОДНОГО ТРАНСПОРТА | 2011 |
|
RU2457385C1 |
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |
| Рабочая клеть стана поперечной прокатки полых профильных изделий | 1978 |
|
SU727296A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Дифференциально-групповой привод непрерывного прокатного стана | 1977 |
|
SU753506A1 |
| Клеть для поперечной прокатки | 1977 |
|
SU721205A1 |
Изобретение предназначено для повышения качества и точности наружной поверхности проката, а также для увеличения производительности рабочей клети стана поперечной прокатки. Рабочая клеть стана поперечной прокатки содержит станину с профилированными клиньями, установленный в ней вращающийся ротор с приводом, пиноли с рабочими валками и опорными роликами, взаимодействующими с профилированными клиньями. Исключение наплыва металла перед валком при прокатке обеспечивается за счет того, что все пиноли или все пиноли, кроме одной, снабжены индивидуальными приводами, установленными на валах с эксцентриситетом под опорные ролики, обеспечивающие перемещение рабочих валков. Индивидуальный привод каждой пиноли выполнен в виде двухступенчатого червячного редуктора, включающего тихоходную и быстроходную ступени, и цилиндрической зубчатой передачи внутреннего зацепления, ведущий внутренний венец которой выполнен соосно с червячным колесом тихоходной ступени редуктора, а ведомая шестерня выполнена соосно с валом, на котором эксцентрично установлен опорный ролик. Тихоходная ступень червячного редуктора выполнена с цилиндрическим червяком двойного шага. 2 з.п. ф-лы, 2 ил.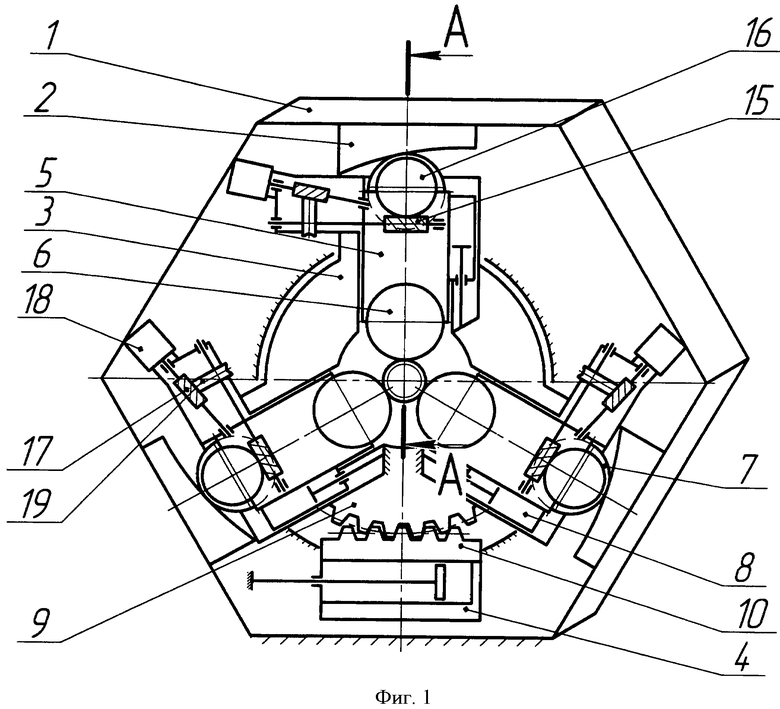
1. Рабочая клеть стана поперечной прокатки, содержащая станину с профилированными клиньями, установленный в ней вращающийся ротор с приводом, пиноли с рабочими валками и опорными роликами, взаимодействующими с профилированными клиньями, отличающаяся тем, что она снабжена индивидуальными приводами всех пинолей или всех пинолей кроме одной, установленными на валах с эксцентриситетом под опорные ролики, обеспечивающими перемещение рабочих валков.
2. Рабочая клеть по п.1, отличающаяся тем, что индивидуальный привод каждой пиноли выполнен в виде двухступенчатого червячного редуктора, включающего тихоходную и быстроходную ступени, и цилиндрической зубчатой передачи внутреннего зацепления, ведущий внутренний венец которой выполнен соосно с червячным колесом тихоходной ступени редуктора, а ведомая шестерня выполнена соосно с валом, на котором эксцентрично установлен опорный ролик.
3. Рабочая клеть по п.2, отличающаяся тем, что тихоходная ступень червячного редуктора выполнена с цилиндрическим червяком двойного шага.
| Рабочая клеть стана поперечной прокатки | 1978 |
|
SU780941A1 |
| Рабочая клеть дискового стана | 1987 |
|
SU1452633A1 |
| Способ винтовой прокатки труб | 1980 |
|
SU865443A1 |
| РАБОЧАЯ КЛЕТЬ ДИСКОВОГО СТАНА | 1992 |
|
RU2025156C1 |
| РАБОЧАЯ КЛЕТЬ ДИСКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2028842C1 |
| Рабочая клеть стана поперечной прокатки | 1963 |
|
SU475181A1 |
| US 4161872 A, 24.07.1979. | |||

