1
Известен способ ультразвуковой сварки, при котором на соединяемые изделия воздействуют одновременно двумя инструментами, колебания которых имеют равные частоты и сдвинуты по фазе.
Однако такой способ сварки не обеспечивает необходимого качества сварного соединения.
По предлагаемому способу для повышения качества сварного соединения пропесс ведут при угле сдвига фаз, равном я/2. При этом обеспечивается непрерывность протекания сварочного процесса за счет циклических колебаний инструмента.
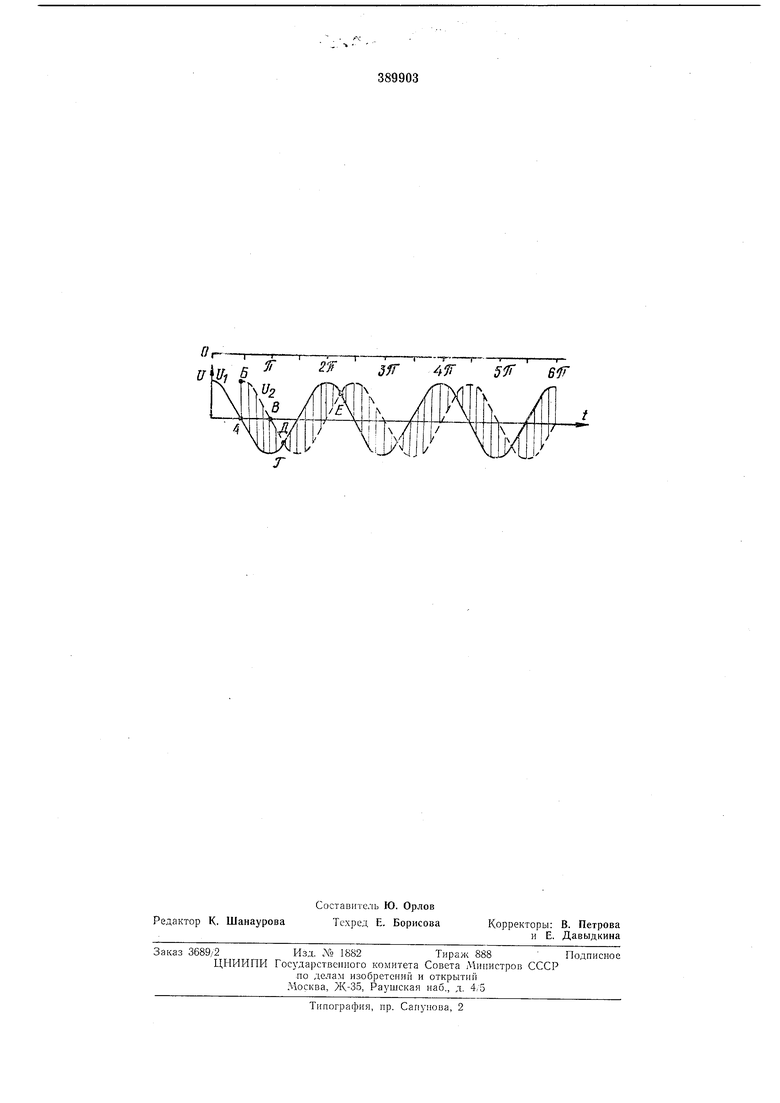
На чертеже показаны эпюры скоростей колебаний инструментов, когда излучатели сварочных головок возбуждаются двумя напряжениями одинаковой частоты, сдвинутыми по
фазе на-|- .
В тот момент, когда скорость Vi инструмента через - единиц времени равна О (точка Л),
скорость Vz второго инструмента максимальна (точка Б). Следовательно, относительная скорость свариваемых деталей, когда инструменты находятся в точках А, Б, В, Г и т. д., не равна 0. Интерес представляют точки Д и Е. В этих точках скорости инструментов равны. Поскольку ViT)V2D, но не равны О, на сварной шов действуют колебания инструментов, направленные вдоль их осей, которые по направлению совпадают со сварочпым усилием. Зти колебания создают дополнительное давление в зоне сварки к удельным давлениям, вызванным сварочным усилием. PI, несмотря на то, что относительные перемещения свариваемых материалов равны О, когда скорости инструментов V. равны, сварной шов
перемещается относительпо самих сварпваемых элементов. Перемещение зоны сварки относительно свариваемого элемента вызывает на периферии сварного соединения пластическую деформацию свариваемых материалов,
обеспечивая при этом защиту сварного соединения, препятствуя прониковению кислорода в зону сварки, что и обеснечивает непрерывность процесса сварки и повыщение качества сварного соединения.
20
Предмет изобретения
Способ ультразвуковой сварки, при котором на соединяемые изделия воздействуют 25 одновременно двумя инструментами, колебания которых имеют равные частоты п сдвинуты по фазе, отличающийся тем, что, с целью повышения качества сварного соединения,
процесс ведут при угле сдвига фаз, равпом-
jUJ
а,
f
2У
J/Г 4 5 6
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки материалов в ультразвуковых полях и устройство, его реализующее | 2022 |
|
RU2789411C1 |
| Способ гибридной лазерной сварки с ультразвуковым воздействием и устройство для его осуществления | 2018 |
|
RU2704874C1 |
| Способ сварки металлической фольги и устройство для его осуществления | 1988 |
|
SU1544538A1 |
| Способ регулирования процесса ультразвуковой сварки | 1989 |
|
SU1655724A1 |
| Устройство для присоединения выводов интегральных микросхем и полупроводниковых приборов | 1980 |
|
SU912446A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КАРТРИДЖЕЙ ДЛЯ ОЧИСТКИ ВОДЫ | 2003 |
|
RU2241599C1 |
| Способ ультразвуковой сварки | 1989 |
|
SU1692789A1 |
| Способ сварки фторопласта-4 | 1980 |
|
SU952638A1 |
| Способ ультразвуковой сварки и устройство для его осуществления | 1982 |
|
SU1093454A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СВАРКИ ОДНОЖИЛЬНЫХ И МНОГОЖИЛЬНЫХ ПРОВОДОВ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ | 2015 |
|
RU2631438C2 |