1
Известны установки для изготовления изделий из бетона, включающие иоворотное в вертикальной ллоекости устройство формы с тепловыми рубашками и пр:иводиые механизмы.
изобретения является повышение производительности установк и улучшение качества изделий.
Достигается это тем, что иоворотиое устройство выполнено с двумя дшскалии, расноложенными параллельно друг другу на расстоянии, равном длине изделий, и соединенными по центру .многогранной осью, а но окрул ности - иоиарио установленными параллельно друг другу и на расстоянии, равном ширине изделий, продольными балками, каждая из которых соединена с многогранной осью двумя поперечными балками. Одна пара поперечных балок вьшолпена с формующим щитом и паровой рубашкой, а другая - служит иаправляюЩИМ1И для перемещения форм.
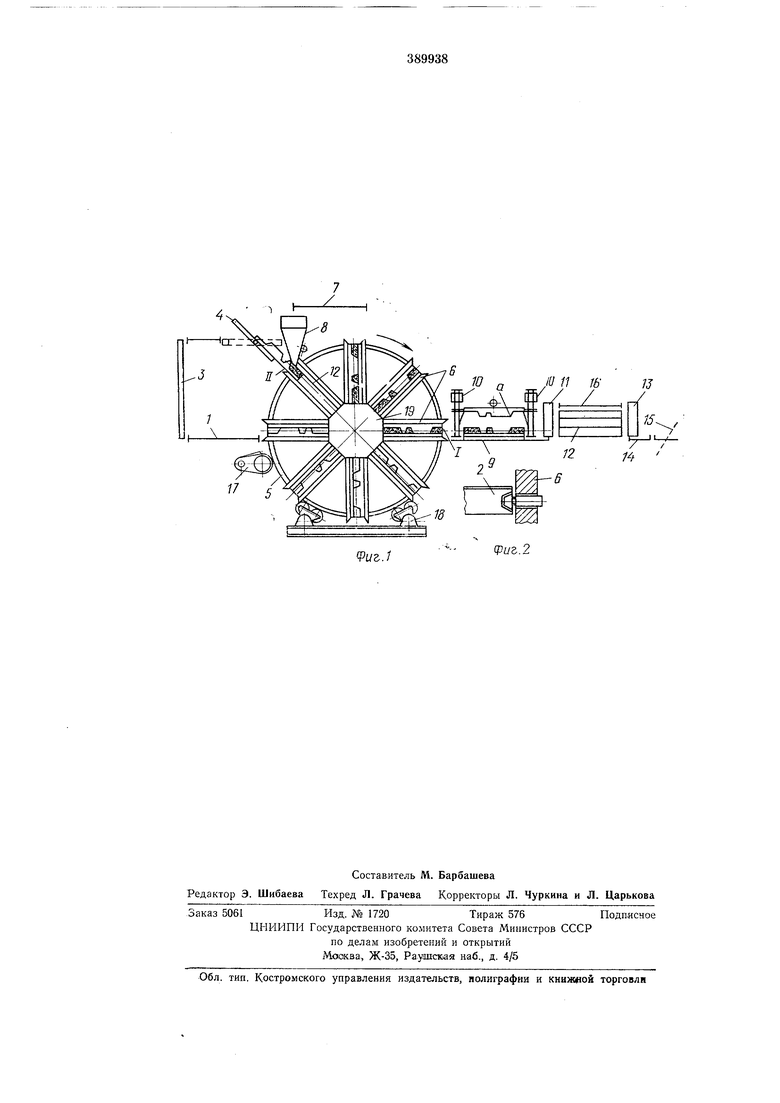
На фиг. 1 показана уста.новка в разрезе; на фиг. 2 - узел сопряжения форм и опалубочных щитов с направляющими.
Установка включает конвейер / для подготовки форм 2, подъемник , коивейер 4 подачи форм, поворотное устройство 5 с направляющими поперечными балками 6, Конвейер 7 подачи бетонной смеси, вибробункер 8, конвейер 9 вывода форм, ме.ханизлг распалубки JO,
подъемник // опалубочных щитов 12, камеру термообработки, подъе.мник-енижатель /5, конвейер /4 перемещения опалубочных щитов с изделием на кантователь 15, конвейер J6
подготовки опалубочных щитов.
Поворотное устройство выполнено в виде двух дисков, вращающихся от электродвигателя 17 и опирающихся па ролико-опоры 18. Диски расположены параллельно друг другу
на .расстоянии, равном длине пзделий, и Соединены по центру многограпной осью 19, а по окружности продольными балкамИ, попарно устацовленными параллельно друг другу п оси на расстоянии, равном ширине изделия.
Каждая продольная балка соединена с миогогранной осью 19 двумя поперечными балками 6. Таким образом, каждая пара продольных балок вместе с четырьмя поперечнымл балками и гранью оси 19 образуют каркас секцни. На одной паре поперечных балок закреплен формующий щит с паровой рубащкой, а две другие поперечные балки снабжены вращающимися катками и являются направляющими для перемещения форм.
Направляющие сна бжены механизмом фиксации блоков, выполненном, например, в виде защелки, автоматически сра.баты1вающей при установке элементов блоков в поворотном устройстве в рабочее Положение.
Установка работает следующим об,разОМ.
После подготовки на ко«вейере / формы последовательно подаются лодъемииком 3 на конвейер 4 подачи подготовленных форм в поворотное устройство 5. Одновременно с конвейера 16 подготовленные опалубочные щиты 12 подъемником 11 и конвейером 9 поочередно Направляются на пост распалубки 10. где на щиты устанавливается снятая с издел,ия форма 2, после чего конвейером 9 форма подается в поворотное устройство - положение I. Вращением устройства блок форм с изделием перемещается в положение для вывода их на конвейер 1, а опалубочный ЩИт - в положение II.
Подготовленная форма конвейером 4 приводится в положение, при котором направляющие поворотного устройства 5 совмещаются с пазами формы и производится ее опускание с одновременной -подачей бетона в полость блока. В начальном положениИ формования включаются вибраторы, закрепленные на вибробункере 8, из которого подается жесткая бетонная смесь и укладывается ъ пространство между поддоном формы и опалубочным щитомДля обеспечения формования изделий различной толщины конвейер 4 снабжен кантователем и перемещается в горизонтальном направлении в положение, обеспечивающее совпадение пазов формы, находящейся на кантователе, с направляющими поворотного устройства 5.
По окончании формования перво-го изделия вращ-ением поворотного устройства 5 на пост формования, положение II, подается следующий опалубочный щит, а конвейером 4 в направляющие подается очередная подготовленная форма и производится бетонирование второго изделия.
По достижении первой формой с отформованным изделием положения I, соответствующего выводу на пост распалубки, форма конвейером 9 выводится из поворотного устройства и направляется на пост распалубки. Затем механизмом распалубки форма поднимается над опалубочным щитом с Язделием и иоследние конвейером 9 подаются в подъемник 7/, а
затем - в «амеру термообра,бот:ки. После этого на распалубочный пост с конвейера /б подается очередной подготовленный опалубочный щит, и поднятая форма опускается на него. Затем конвейером 9 блок перемещается в
направляющие поворотного устройства. После подачи этого блока в положение для вывода формы и вывода отработанной формы, опалубочный щит подается на пост формования. Процеос вывода блока с отформованным изделием из поворотного механизма, съем формы, направление изделия с опалубочным щитом в зону термообработки, подача на распалубочный пост следующего подготовленного опалубочного щита, установка использованной формы на опалубочный щит и ввод блока в поворотный механизм происходят во время формования очередного изделия.
Предмет изобретения
Установка для изготовления бетонных изделий, включающая поворотное в вертикальной плоскости устройство, формы с тепловыми рубащками и приводные механизмы, отличающаяся тем, что, с целью повышения праизводительности установки и улучшения качества изделий, поворотное устройство выполнено с двумя дисками, расположенными взаимно параллельно друг другу на расстоянии, равном длине изделий, и соединенными по центру многогранной осью, а по окружности - попарно установленными параллельно одна другой и оси на расстоянии, равном толщине изделий, продольными балками, каждая из которых соединена с многогранной осью двумя поперечными балками, прн этом одна пара поперечных балок выполнена с формующим щитом и паровой рубашкой, а другая - направляющими для перемещения форм. 10 11 1Ьфуг.2
Фиг./ 7J
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный конвейер для изготовления изделий из быстротвердеющих смесей | 1990 |
|
SU1794670A1 |
| Способ производства крупногабаритных готовых модулей для строительства здания | 2024 |
|
RU2839511C1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| Поточная линия для изготовления железобетонных изделий | 1973 |
|
SU555015A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1993 |
|
RU2106962C1 |
| Установка для формования лестничного блока | 1982 |
|
SU1079447A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |