(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1979 |
|
SU977171A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU975405A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 1969 |
|
SU237657A1 |
Изобретение касается 1ехнолог1-гческого оборудования для изготовления сборного железобетона на предприятиях строительной индустрии, в частности, для конвейерного производства ребристых изделий типа плит, лотков и т.п., формуемых в формах различной ширины.
Известна поточная линия для изготовления железобетонных изделий, содержащая пост распалубки со стойками-ловителями, имеющими базовые поверхности, посты чкстки и смазки форм, укладки арматуры, укладки уплотнения бетонной смеси с виброприводами, а также подающий и возвратный конвейеры с опорными и боковыми роликами для транспортировки форм l.
Эта линия не позволяет изготавливать изделия в формах разной ширины т.к. установка их на конвейер с помощью обычных стоеклсвителей невозможна, а регулирование
расстояния между стойками в соответствии с шириной форм потребовало бы приводных устройств. Кроме того, устройство для приспособления формы к виброприводу выпогшено в виде подъемно-опускной плиты. ГТоэтому для пр/юоединекия формы к виброприводу для подачи ее на параллельный формовочный пост при формировании изделия в два приема необходимо опустить виброприво в приямок, а при формовании йсестко закрепит опорную плиту для обеспечения нормальной работы вибропривода. Для такого решения необхдимы подъемник и распорные устройства, легко засоряемые при формовке.
Цель изобретения - повышение производительности формования изделий различных типоразмеров.
Для этого стойки-.повители и боковые рачпки установлены на посту распалубки с одной стороны конвейера, опорные роли ки развернуты в горизонтальной плоскости , а виброприводы выполнены с горизонтальными пазами и оснаш.ены подвижными в вертикальной плоскости клиньями. Кроме того, базовые поверхности стоек-ловптелей удалены от оси конвейера на половину ширины наигленьшей формы.
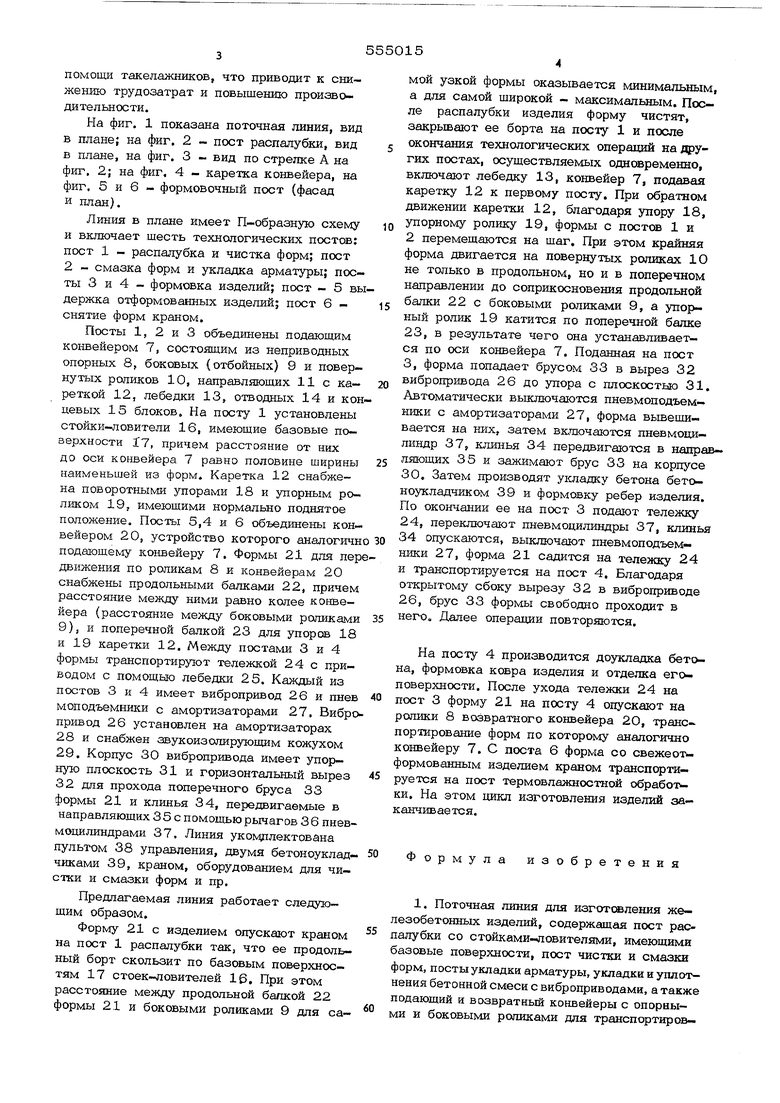
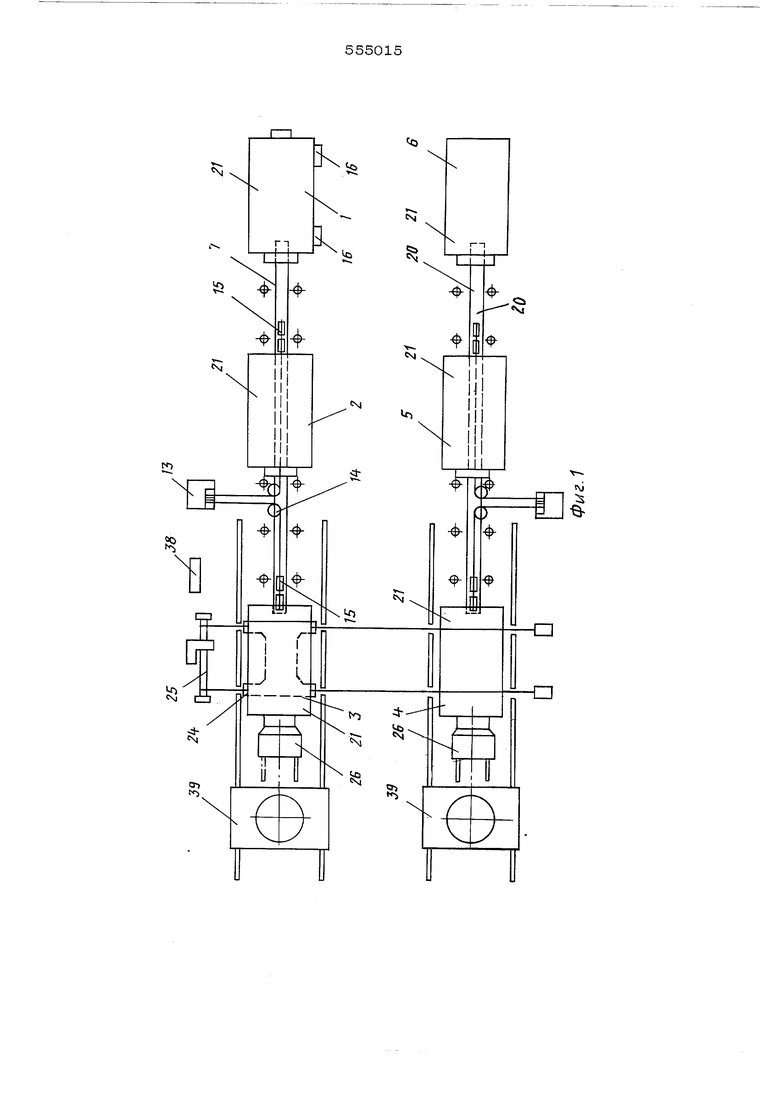
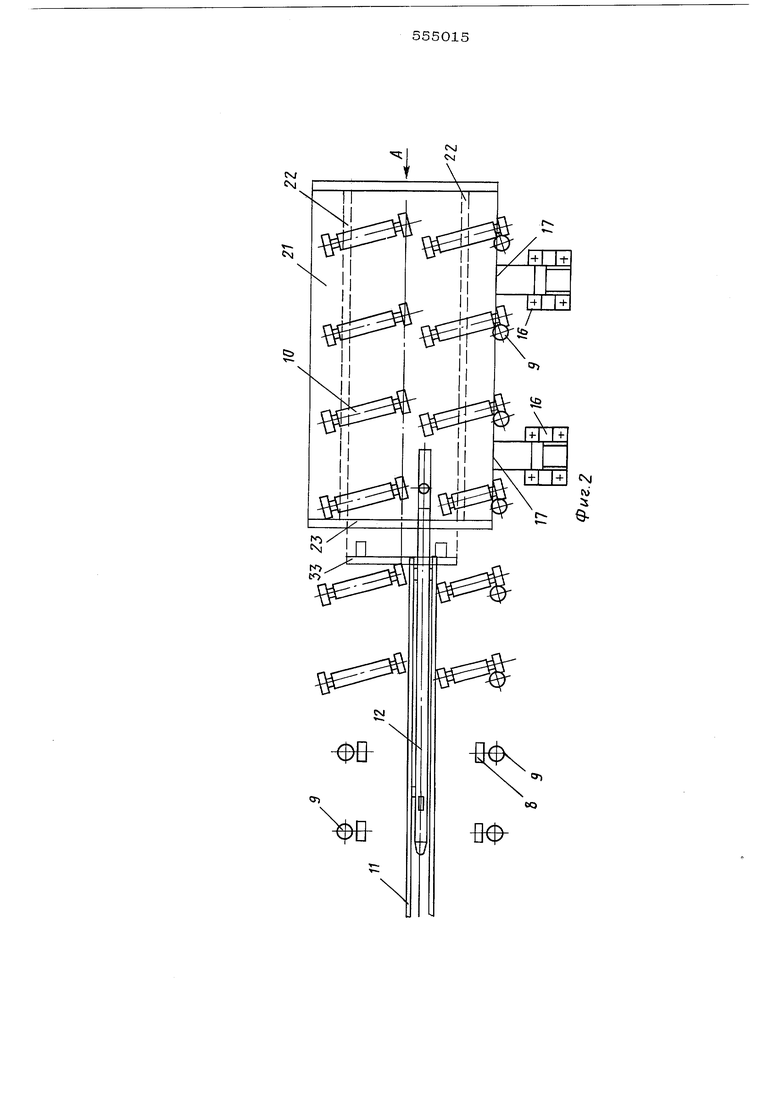
Предлагаемая конструкция позволяет быстро устанавливать на конвейер формы изделий нескольких типоразмеров краном без ПОМОЩИ такелажников, что приводит к снижению трудозатрат и повышению производительности. На фиг. 1 показана поточная линия, вид в плане; на фиг. 2 - пост распалубки, вид в плане, на фиг. 3 - вид по стрелке А на фиг, 2; на фиг. 4 - каретка конвейера, на фиг, 5 и 6 - формовочный пост (фасад и план). Линия в плане имеет П-образную схему и включает шесть технологических постов; пост 1 - распалубка и чистка форм; пост 2 - смазка форм и укладка арматуры; посты 3 и 4 - формовка изделий; пост - 5 вы держка отформованных изделий; пост 6 снятие форм краном. Посты 1, 2 и 3 объединены подающим конвейером 7, состоящим из неприводных опорных 8, боковых (отбойных) 9 и повернутых роликов 10, направляющих 11с кареткой 12, лебедки 13, отводных 14 и кон цевых 15 блоков. На посту 1 установлены стойки-ловители 16, имеющие базовые поверхности 17, причем расстояние от них до оси конвейера 7 равно половине ширины наименьшей из форм. Каретка 12 снабжена поворотными упорами 18 и упорным роликом 19, имеющими нормально поднятое положение. Посты 5,4 и 6 объединены конвейером 20, устройство которого аналогичн подающему конвейеру 7, Формы 21 для пер движения по роликам 8 и конвейерам 20 снабжены продольными балками 22, причем расстояние между ними равно колее конвейера (расстояние между боковыми роликами 9), и поперечной балкой 23 для упоров 18 и 19 каретки 12. Между постами 3 и 4 формы транспортируют тележкой 24 с приводом с помощью лебедки 25. Каждый из постов 3 к 4 имеет вибропривод 26 и пнев моподъемники с амортизаторами 27. Вибр привод 26 установлен на амортизаторах 28 и снабжен звукоизолирующим кожухом 29. Корпус 30 вибропривода имеет упорную плоскость 31 и горизонтальный вырез 32 для прохода поперечного бруса 33 формы 21 и клинья 34, передвигаемые в направляющих 3 5 с помощью рычагов 36 пнев моцилиндрами 37. Линия укомплектована пультом 38 управления, двумя бетоноуклад чиками 39, краном, оборудованием для чистки и смазки форм и пр. Предлагаемая линия работает следующим образом. Форму 21 с изделием опускают краном на пост 1 распалубки так, что ее продольный борт скользит по базовым поверхностям 17 стоек-ловителей 16, При этом расстояние между продольной балкой 22 формы 21 и боковыми роликами 9 для саМОЙ узкой формы оказывается минимальным, а для самой широкой - максимальным. После распалубки изделия форму чистят, закрывают ее борта на посту 1 и после окончания технологических операций на других постах, осуществляемых одновременно, включают лебедку 13, конвейер 7, подавая каретку 12 к первому посту. При обратном движении каретки 12, благодаря упору 18, упорному ролику 19, формы с постов 1 и 2 перемещаются на шаг. При этом крайняя форма двигается на повернутых роликах 10 не только в продольном, но и в поперечном направлении до соприкосновения продольной балки 22 с боковыми роликами 9, а упорный ролик 19 катится по поперечной балке 23,в результате чего она устанавливается по оси конвейера 7. Поданная на пост 3, форма попадает брусом 33 в вырез 32 вибропривода 26 яо упора с плоскостью 31. Автоматически выключаются пневмоподъемники с амортизаторами 27, форма вывещивается на них, затем включаются пневмоци- линдр 37, клинья 34 передвигаются в направляющих 35 и зажимают брус 33 на корпусе 30. Затем производят укладку бетона бетоноукладчиком 39 и формовку ребер изделия. По окончании ее на пост 3 подают тележку 24,переключают пневмоцилиндры 37, клинья 34 опускаются, выключают пневмоподъемники 27, форма 21 садится на тележку 24 и транспортируется на пост 4. Благодаря открытому сбоку вырезу 32 в виброприводе 26, брус 33 формы свободно проходит в него Далее операции повторяются. На посту 4 производится доукладка , формовка ковра изделия и отделка егоповерхности. После ухода тележки 24 на пост 3 форму 21 на посту 4 опускают на ролики 8 возвратного конвейера 20, транспортирование форм по которому аналогично конвейеру 7. С поста 6 форма со свежеотформованным изделием краном транспортируется на пост термовлажностной обработ ки. На этом цикл изготовления изделий заканчивается. Формула изобретения 1. Поточная линия для изготсжления железобетонных изделий, содержащая пост распалубки со стойками-ловителями, имеющими базовые поверхности, пост чистки и смазки форм, посты укладки арматуры, укладки и уплотнения бетонной смеси с виброприводами, а также подающий и возвратный конвейеры с опорными и боковыми роликами для транспортиров-
ки форм, отличающаяся тем, с целью повышения производительности при формовании изделий различных типоразмеров, стойки-уловители и боковые ролики установлены на посту распалубки с одной стороны конвейера, опорные ролики развернуты в горизонтальной плоскости, и виброприводы выполнены с горизонтальными пазами и оснащены подвижными в вертикальной плоскости клиньями.
что2. Линия по п. 1, отличающаяся тем, что базовые поверхности стоек-ловителей удалены от оси конвейера на половину ширины наимень5 шей формы.
Источники информации, принятые во внимание при экспертизе изобретения.
МДл В 28 В 15/00, 23.01.68.
k
N
Ъ
n
«ч
IT.
HZ
-C3
3l
-дФч
00
ц/
