Предлагаемый гидравлический штамп предназначен для выдавливания изделий из листового материала. Штамп не имеет сопряженных матрицы и пунсона, роль пунсона выполняет масло, подаваемое под большим давлением. Сущность устройства штампа поясняет чертеж, на котором штамп изображен в разрезе.
По плоскости АБ закладывается заготовка, в направлении, указанном стрелкой, подается масло под высоким давлением.
В начальный момент клапан 6 сдерживает жидкость, так что поршень 2 под начальным давлением поднимается и кольцом 4 прижимает края заготовки к форме 3. При последующем увеличении давления масло открывает клапан 6 и, поступая под заготовку по каналу 8, выдавливает изделие по форме 3. Просачивание жидкости по плоскости АБ исключается тем, что нижняя площадь поршня 2 больше, чем верхняя, в силу чего поршень при всех давлениях надежно поджимает кольцо 4.
При уменьшении давления поршень отходит обратно, чему способствует канал 9 и клапан 7. Для уменьшения подачи жидкости можно форму 3 скрепить с самотормозящимся винтом и предварительно доводить до поршня 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки деталей из листовой заготовки | 1980 |
|
SU978978A1 |
| ИЗОСТАТИЧЕСКИЙ ШТАМП ДЛЯ ФОРМОВАНИЯ ПЛИТКИ | 2007 |
|
RU2440236C2 |
| СИСТЕМА КОНТРОЛЯ УПЛОТНЕНИЯ ПОСРЕДСТВОМ ИЗОСТАТИЧЕСКИХ ФОРМ | 2006 |
|
RU2441750C2 |
| Способ резки труб и штамп для его осуществления | 1985 |
|
SU1268320A1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ И ДИФФЕРЕНЦИРОВАННОЕ ПРИЖИМНОЕ УСТРОЙСТВО ШТАМПА ЛИСТОВОЙ ШТАМПОВКИ | 2017 |
|
RU2685624C2 |
| Гидравлический пресс для штампования пильных дисков | 1932 |
|
SU33816A1 |
| ПРИСПОСОБЛЕНИЕ И СПОСОБ ПРЕОБРАЗОВАНИЯ МЕХАНИЧЕСКОГО УСИЛИЯ ДЛЯ ПРИВЕДЕНИЯ В ДЕЙСТВИЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ПРЕССОВАНИЯ ДЛЯ ОБЖИМНЫХ ФИТИНГОВ | 2017 |
|
RU2691010C1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| Коленорычажный пресс для полусухого прессования | 1981 |
|
SU961957A1 |
| Способ гидропрессования с противодавлением | 1978 |
|
SU782902A1 |
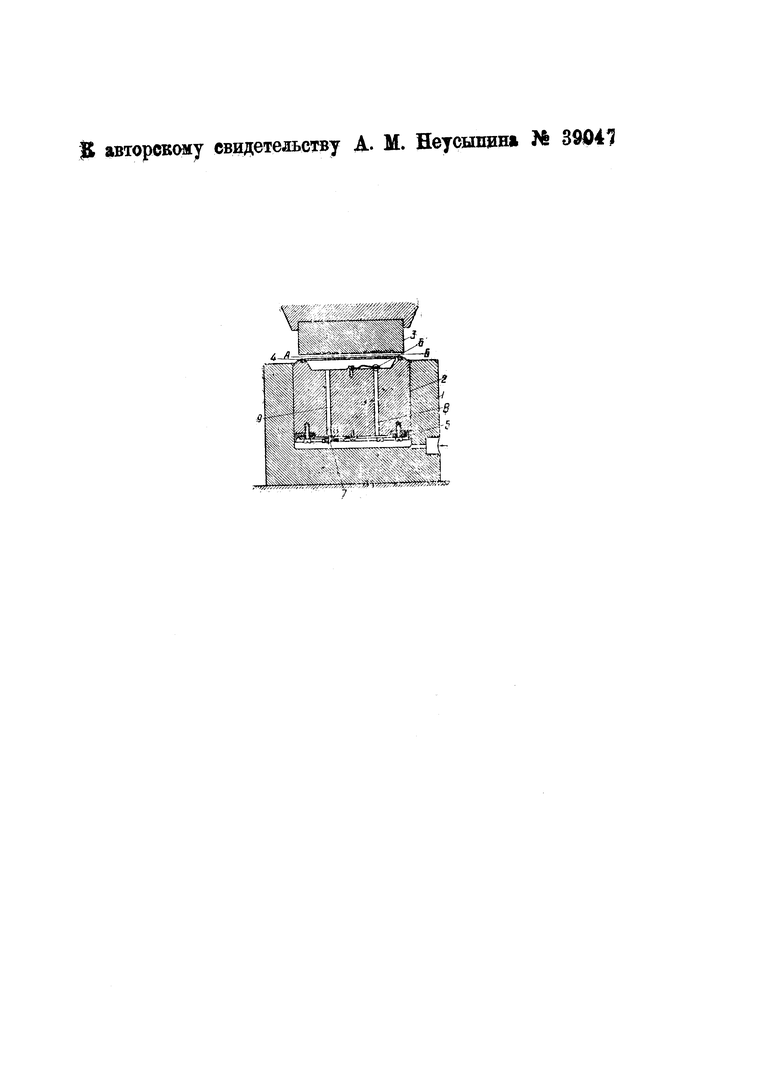
Гидравлический штамп для прессования изделий посредством жидкости, поршень которого под давлением жидкости сначала прижимает края заготовки к форме, а затем пропускает жидкость под заготовку для осуществления прессования, отличающийся применением в поршне 2 двух отдельных сквозных каналов 8 и 9 с обратными клапанами 6 и 7, первый из которых служит для пропускания жидкости через поршень под заготовку, а второй обратно под поршень.
