1
Изобретение относится к области производства труб.
Известно устройство для натяжения продольных кромок трубной заготовки на участке между последним формовочным н сварочным калибрами, содержащее вертикальные неприводные валки.
Однако, нри условиях работы, когда в ре зультате различных причин (повышенная серповидность исходной ленты, износ формовочного инструмента, неудовлетворительная настройка валков трубоформовочного стана и др.) кромки заготовки на участке между последним формовочным и сварочным калибрами имею значительные различия по длине, устранить гофрообразование и смещение кромок трубной заготовки перед сварочным калибром с помощью такого устройства не представляется возможным.
С целью повышения качества соединения путем совмещения кромок заготовки по высоте в предложенном устройстве валки закреплены на основании при помош;и рычагоз, устаио ленных с Еозмолчностью независимого поворота в плоскости, перпендикулярной оси тоубы.
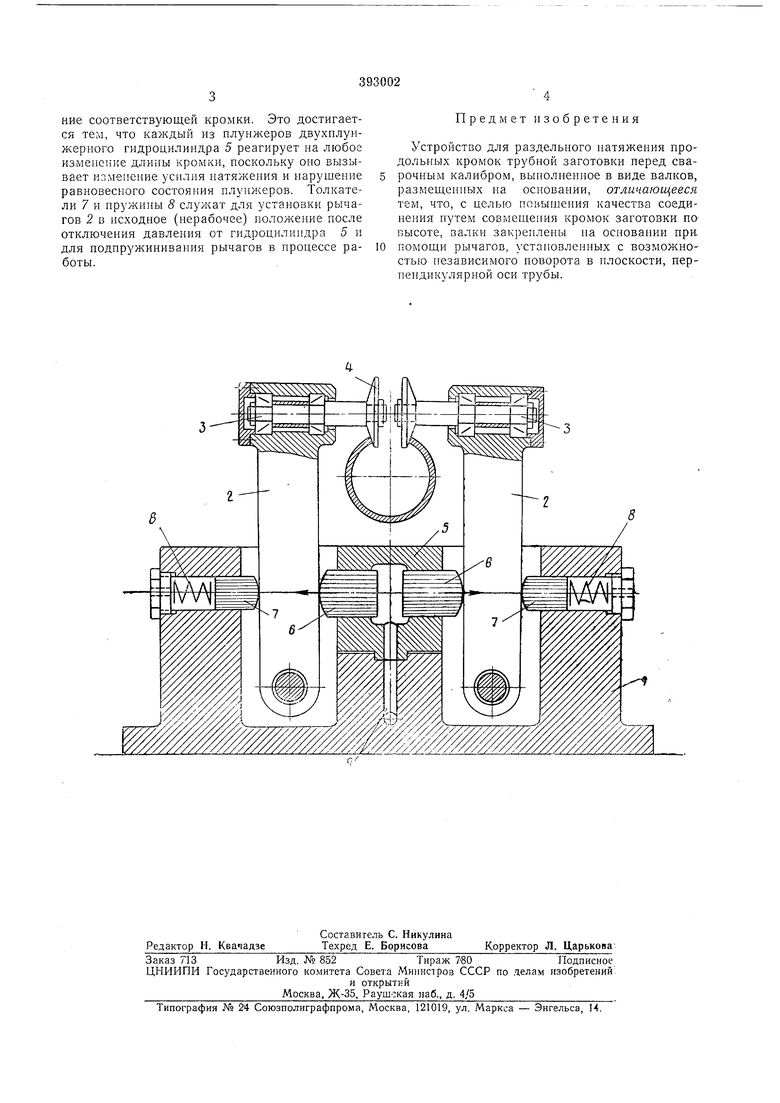
На чертеже изображено предложенное устройство.
На оснозаник / гпарииопо закреплены р-чгги 2. Е верхней части рычагов на подшипниках качения установлены оси 3, на концах которых жестко закреплены сменные валки 4. Между рычагами в основании установлен гндроцилиидр 5 с двумя плунжерами 6, контактирующими с рычагами. С противоположной от плунжеров стороны с рычагами контактируют толкатели 7, поджатые пружинами 8. Рабочая жидкость от маслостанции подводится к гидроцнлиндру через отверстие 9.
Работает устройство следующим образом.
Сменные валки 4 располагаются в зазоре между кромками трубной заготовки. При подаче давления в гидроцилиндр 5 плунжеры б отклоняют рычаги 2, в результате чего сменные валки 4 входят в контакт с кромками трубной заготовки, обеспечивая их натяжение с заданным усилием. Усилие натяжения задается путем настройки регулятора давления, которым снабжена маслостанция.
Каждый из плунжеров движется до тех пор, пока кромки не получат заданного натяжения, соответствующего давлению рабочей жидкости в гидроцилиндре. Плунжер, воздействующий на более ;opoткy 0 кромку, останавливаете раньше; плунжер, воздействующий на более Л.иииу;о кромку, продолжает д ижогие до того момент., пока соотпотстпующ ; валотс не пь:бе-5ет всю слабипу н не обеспечит такого же катянчепкп, как на более короткой кромке. В работы кажгый из пл Плссоз птоматлчсски поддсожш ает задан: сс ;:атя;кение соответствующей кромки. Это достигается тем, что каждый из плунжеров двухплунжерного гидроцилиндра 5 реагирует на любое изменение длины кромки, поскольку оно вызывает изменение усилия натяжения и нарушение равновесного состояния нлунжеров. Толкатели 7 и нружины 8 служат для установки рычагов 2 в исходное (нерабочее) положение после отключения давления от гидроцилиидра 5 и для поднружинивапия рычагов в процессе работы.
4 Предмет изобретения
Устройство для раздельного натяжения продольных кромок трубной заготовки перед сварочным калибром, выполненное в виде валков, размещенных на основании, отличающееся тем, что, с целью понышепия качества соединения путем совмещения кромок заготовки по высоте, валки закреплены на основании при помощи рычагов, установленных с возможностью независимого поворота в плоскости, перпендикулярной оси трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных прямошовных труб | 1981 |
|
SU1136910A1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
| Устройство для сварки труб | 1983 |
|
SU1094636A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Трубосварочный агрегат | 1978 |
|
SU667269A1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Способ изготовления сварных прямошовных труб | 1974 |
|
SU504578A1 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1973 |
|
SU363535A1 |
