1
Известна формовочная клеть трубоэлектросварочного стана, содержащая установленные на станине два боковых вертикальных валка и верхний горизонтальный валок с разрезной шайбой.
Однако при формовке труб в такой клети продольные кромки трубной заготовки, как правило, смещены относительно друг друга в вертикальной плоскости, что приводит к их неравномерному нагреву, ухудщая при этом качество сварного щва.
Для повышения точности совмещения по высоте продольных кромок трубной заготовки из магнитного материала перед сварочным калибром В предлагаемой клети горизонтальный валок вьшолнен в виде двух сменных полувалков, образующих совместно с разрезной шайбой, изготовленной из диэлектрика, полость, В которой расположен сердечник с обмоткой, подключенной к источнику питания, при этом полувалки являются полюсами электромагнита.
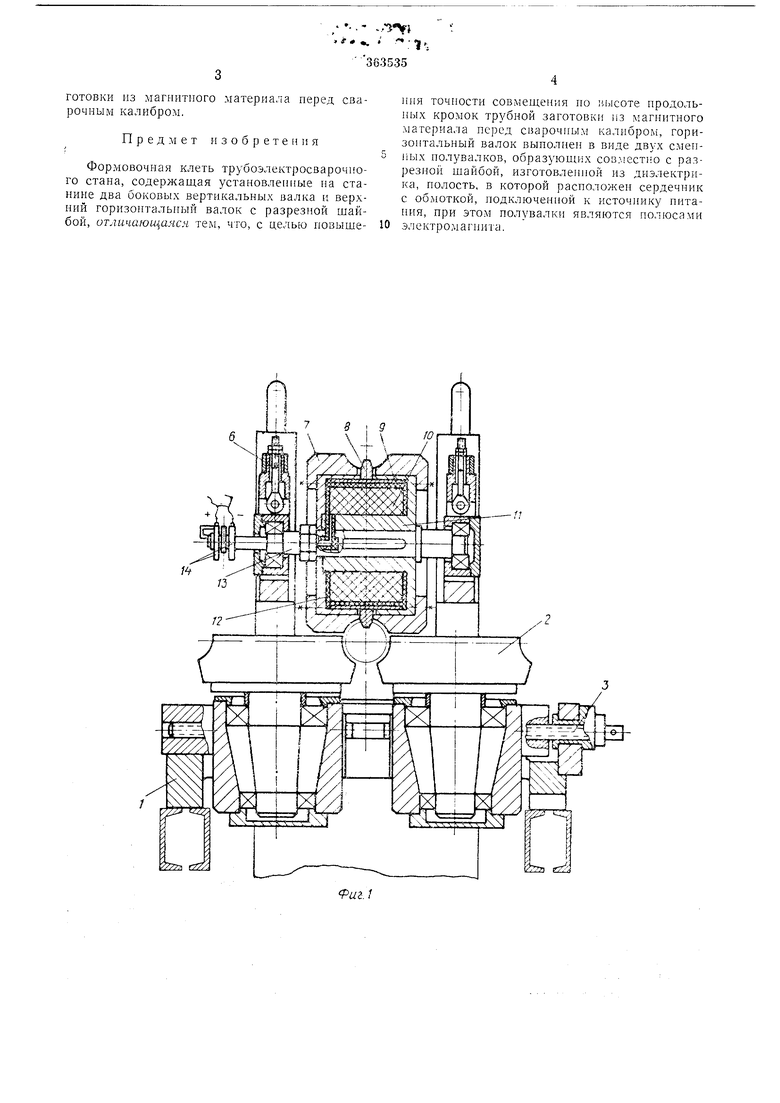
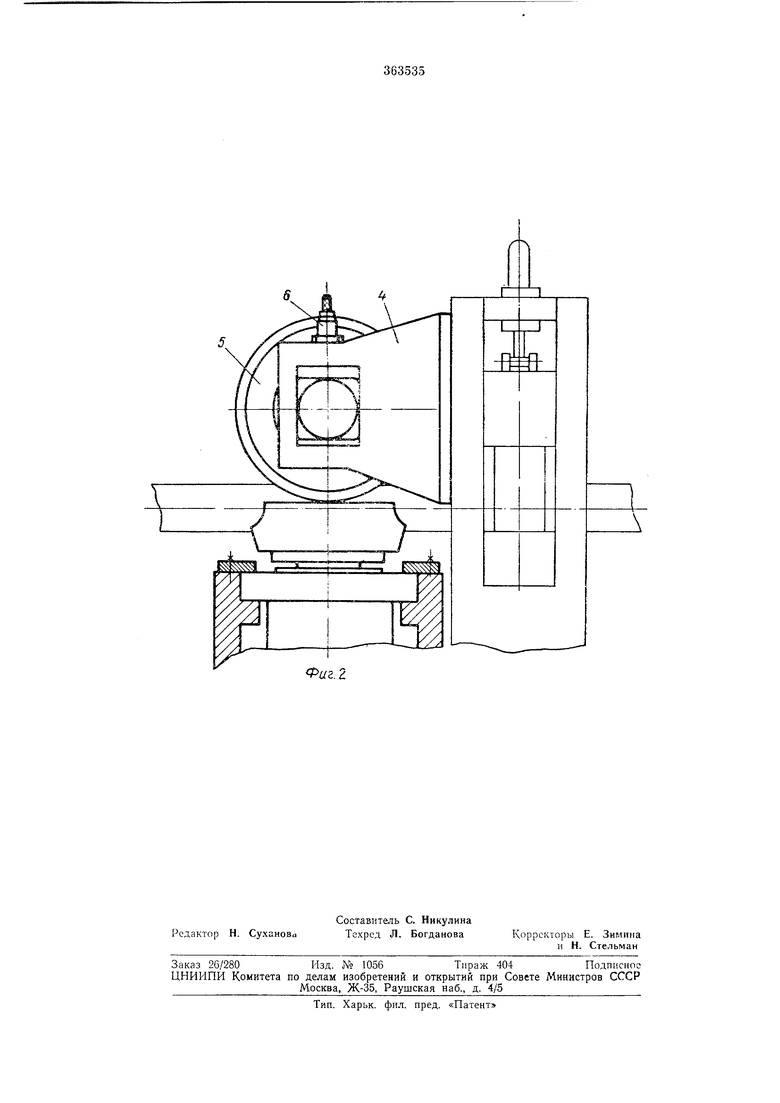
На фиг. 1 изображена предлагаемая формовочная клеть, общий вид; па фиг. 2 - то же, ВИД сбоку.
Формовочная клеть установлена между непрерывным трубоформовочиым станом и сварочным калибром в непосредственной близости от последнего.
Формовочная клеть состоит из станины /,
на KOTOpoii установлены вертикальные валки 2 с механизмом 5 поперечного перемещения (регулировки). На консольной станине 4, которая крепится к станине последней по .ходу процесса формовочной клети трубоэлектросварочного стана, установлен гор1 зонтальный валок 5, образующий с валками 2 калибр закрытого профиля. Регулировка по высоте валка 5 осуществляется при помощи нажимных
ВИНТОВ 6. Валок 5 состоит из двух сменных полувалков 7; сменной разрезной шайбы 8 и гильзы 9, выполненных из диэлектрика; обмотки 10 сердечника // и крышки 12 сердечника. Сердечник жестко насажен на вал 13,
через сверления которого подводится постоянный ток к обмотке 10 от токосъемников 14.
Формовочная клеть работает следующим образом.
Трубная заготовка, поступающая в закрытый калибр, образованный двумя вертикальными валками и горизонтальным валком, продольными кромками прижимается к полувалкам 7, которые являются полюсами электромагнита, разделенными шайбой 8. Магнитные силовые линии замыкаются при этом через трубную заготовку, что обеспечивает прижатие продольных кромок последней к рабочей поверхности валка 5. Это обеспечивает точное
совмещение кромок тонкостенной трубной за/ -. - .л-Ч} . fi
готовки из магнитного материала перед сварочным калибром.
Предмет изобретения
Формовочная клеть трубоэлектросварочиого стана, содержащая установленные на станине два боковых вертикальных валка и верхний горизонтальный валок с разрезной шайбой, отличающаяся тем, что, с целью новыше 363535
ПИЯ точности совмещения но libicoTe нродольных кромок трубной заготовки из магнитного материала неред сварочным калибром, горизонтальный валок выполнен в виде двух сменных иолувалков, образующих совз естно с разрезной щайбой, изготовленной из диэлектрика, полость, в которой расположеи сердечник с обмоткой, подключенной к источнику питания, при этом полувалки являются нолюсамн электромаг 1Ига.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для производства сварных прямошовных труб | 1977 |
|
SU703176A1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| РАБОЧАЯ КЛЕТЬ ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1970 |
|
SU277153A1 |
| Способ производства электросварных труб | 1986 |
|
SU1353548A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
Фаг.г
