1
Изобретение OTIHGCHTCH к о-бласти литейного производства, в ча стности к приспособлениям для секцйОНной сборки моделей в елку из ВОСКОВОЙ комлозиции в точном литье.
Известно ,приапосо1блеиие для сборки моделей в блоки, состоящее из полого стояка и воскового колпака (завинченного на резьбовой наконечник стояка), который Я1вляется Защитным и зажимным элементом.
В процессе транспортиро1вки собранных таким л|ри1способленийм блоков моделей по конвейеру, иаиесения на ннх огнеупорного покрытия, в результате действия на них огнеупорного покрытия, а также под действием динамических нагрузок и высыхания модельной массы между отдельными звеньями моделей и промежуточными кольцами образуется зазор, через который проникает огнеупорное покрытие, образуя козырьки из огнеупорного материала, которые лри заливке металла в полость модели попадают в жидкий металл и приводят к браку отливок.
С целью повышетшя экснлуатационной надежности предлагаемое .нриснособлеиие для сборки модельных блоков онабжено упругим торсиано(м, который размещен внутри полого стояка и один конец которого зафиксирован в восковоМ кол1паке, а другой йзолнут под прямым углом и закреплен в одном из выполненных на стояке радиальных лазов.
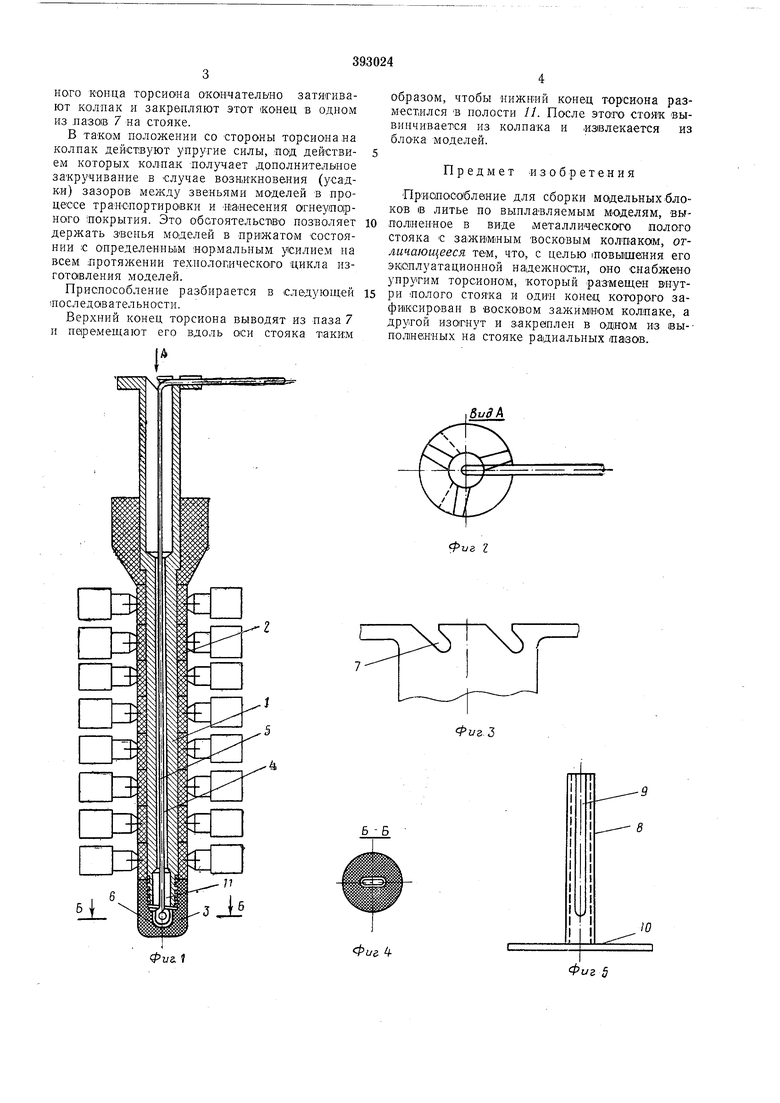
На фи1Г. 1 изобрал ено предлагаемое приспособление в собранном виде, с (моделями; на фиг. 2 - ВИ1Д по стрелке Л на фиг. 1; на фиг. 3 - верх.няя часть стояка, развернутая
по окружности; на фвг. 4-(разрез ло Б-В на фиг. 1; на фиг. 5 - технологический стержень для установки стояка лрн звеньево сборке моделей. ОСновой (приспособления является металлнческий (преимущественно алюминиевый) полый стояк 1 с резьбовым наконечником, на который накручивается при сборке блока моделей 2 восковой колпак 3. Через внутреннюю полость 4 стожка пропущен троволочный торСИОН 5, один конец которого входит в наз 6 прямоугольной формы воскового колпака 3, а второй конец изогнут и закреплен в одном из выполненных на стояке радиальных пазов 7.
При сборке блока моделей стояк 1 устанавливают на стержень 8 трубчатой формы. Верхняя часть торсиона при этом Входит в паз 9 трубчатого стержня 8, установленного на столе 10, а нижний конец торсиона размещается в полости 11 стояка. В таком положении собирают звенья моделей и предварительно закручивают колпак 3.
После этого стояк снимае;т ся со стержня, а нижний конец торсиона устанавливают в
лазу 6 колпака и вращением лротивололож
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для сборки модельных блоков | 1975 |
|
SU516460A2 |
| Приспособление для сборки модельных звеньев в блок | 1975 |
|
SU541568A1 |
| Приспособление для сборки модельных звеньев в блок | 1981 |
|
SU980926A1 |
| Приспособление для сборки модельных звеньев в блок | 1975 |
|
SU549241A1 |
| Устройство для закрепления каркаса на конвейере | 1978 |
|
SU778901A1 |
| УСТРОЙСТВО для СБОРКИ МОДЕЛЬНЫХ ЗВЕНЬЕВ В БЛОКИ | 1972 |
|
SU358063A1 |
| Приспособление для сборки модельных звеньев в блок | 1986 |
|
SU1340885A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ МОДЕЛЕЙ В БЛОКИ | 1970 |
|
SU430938A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ МОДЕЛЬНЫХ БЛОКОВ | 1969 |
|
SU238110A1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
