Изобретение относится к механической обработке металлов, а именно к инструментам для обработки деталей протягиванием.
Известны сборные режущие протяжки с твердосплавными зубьями.
Однако в начале резания, когда зубья протяжки срезают неровности литья и металл на литейном уклоне, возникают ударные нагрузки, которые приводят к выкрашиванию твердосплавных пластинок. Вслед за первыми зубьями выкрашивание распространяется на значительную часть комплекта. Для восстановления режуш,их свойств зубьев во время переточек удаляются большие слои твердого сплава с передней и задней граней. Это резко увеличивает трудоемкость переточек.
На пластинках часто образуются мпкротреш,ины, приводящие к новым выкрашиваниям твердого сплава при резании. Частые выкращивания и сложность переточки снижают эффективность применения известных протяжек.
Цель изобретения - уменьшение вибраций в начале резания, преимуш.ественно, при обработке наружных поверхностей по-черному.
Достигается она тем, что в начальной части предлагаемой протяжки расположены зубья из высоколегированной инструментальной стали, число которых выбрано в зависимости от высоты и длины неровностей поверхности заготовки, а за ними - зубья из твердого сплава для снятия оставшегося припуска.
За зубьями из твердого сплава могут быть расположены зачистные зубья из высоколегированной инструментальной стали.
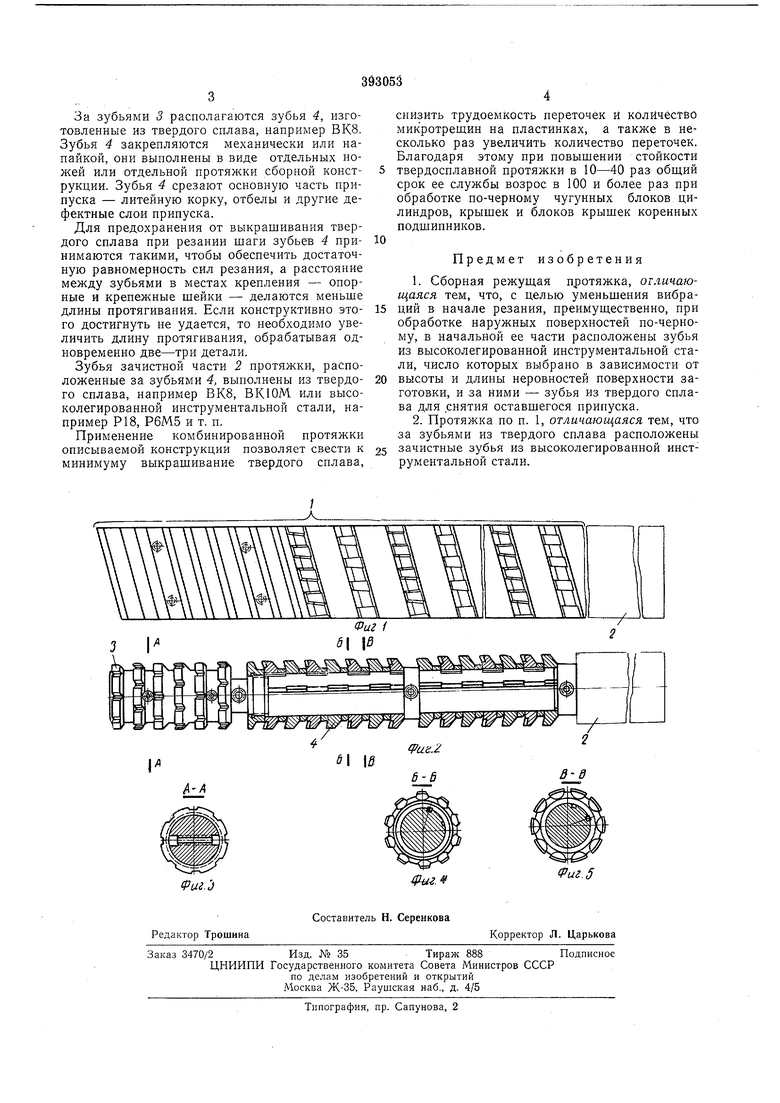
На фиг. 1 представлена протяжка для обработки плоскости; на фиг. 2 - то же, .1,ля обработки полукруга; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - разрез по Б-Б на фиг. 2; на фиг. 5 - разрез по В-В на фиг. 2.
Протяжка состоит из черновой / и зачистной 2 частей. Черновая часть является основой и делается комбинированной. Впереди расположены быстрорежущие зубья 3 (фиг. 2), выполняемые из высоколегированной инструментальной стали, например Р18, Р6М5 и т. п., в виде отдельных режуших элементов на общей протяжке или в виде отдельной протяжки.
Зубья 3 срезают литейные неровности и уклоны, которые составляют 25-40% обпд,его припуска, но имеют длину, значительно меньшую, чем полная длина протягпвання. Поэтому при работе эти зубья изнашиваются меньше зубьев, срезаюш;их припуск полной длины, хотя они и испытывают резкую ударную нагрузку. Число зубьев 3 выбирается в зависимости от высоты и длины неровностей поверхности заготовки. Величину прппуска, срезаемого быстрорежущими зубьями 3, целесообразно определять эмпирически замером припуска на отливках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| СПОСОБ ПРОЕКТИРОВАНИЯ СЕКЦИОНИРОВАННЫХ ПРОТЯЖЕК ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 1966 |
|
SU184588A1 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| Протяжка | 1988 |
|
SU1703305A1 |
| ПРОТЯЖКА | 1973 |
|
SU379338A1 |
| СПОСОБ ПОВЫШЕНИЯ РАБОТОСПОСОБНОСТИ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА МЕТОДОМ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ ОБРАБОТКИ (ИЛО) | 2011 |
|
RU2460811C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 2022 |
|
RU2809615C1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ФРИКЦИОННО-ЛЕЗВИЙНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2274524C2 |
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 2011 |
|
RU2482941C2 |
