Известны способы проектирования секциопированных протялсек для обработки плоскостей, в которых не учитываются характер и величина припуска, а выполненные одинаковыми в пределах одной протяжки Н1аги черновых зубьев не обеспечивают полного использования производственных возможностей нротяжкн.
В предлагаемом способе для повышения к.п.д. станка путем расчленения рабочего усиЛИЯ по секциям протяжки шаги зубьев, их количество, угол наклона и подъем на зуб в каждой секции выбирают в зависимости от характера и величины припуска. Кроме того, расположение зубьев одной секции относительно другой выбирают в зависимости от наличия и расположения на обрабатываемой плоскости по ходу протягивания необрабатываемых проемов.
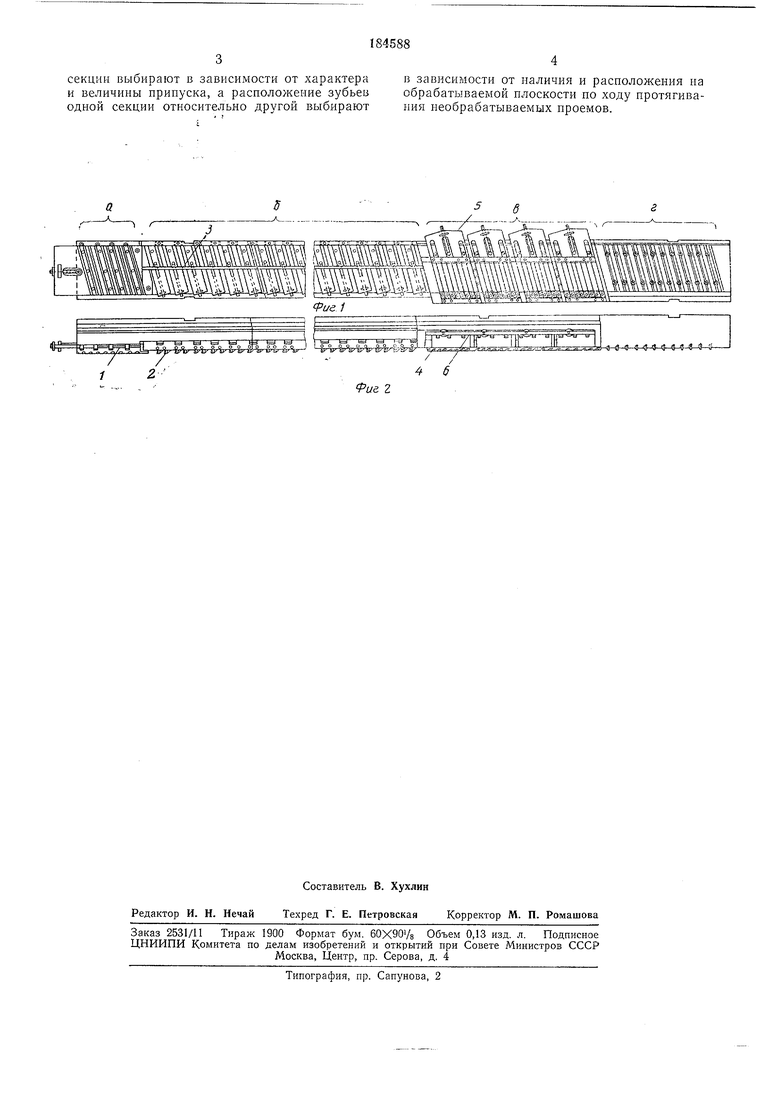
На фиг. 1 изображен вид протяжки сверху; па фиг. 2 - вид сбоку.
Первая секция протяжки а, срезаюш,ая верхний слой с обрабатываемых деталей, имеет сравнительно малые шаги зубьев {20 мм). Эта секция выполнена сменной. По мере износа одной секция она быть заменена новой. Установка на заданный размер среза этой секции осунхествляется с помощью регзлировочного клина J. Эта секция протяжки, удаляющая около 3,5 мм припуска, составляет около 10о/е длины всей протяжки.
Вторая секция протяжки б твердосплавная, сборная, предназначена для срезания металла следующего слоя толщиной около 5,5 мм. Эта секция имеет державки с пазами, в каждом из которых укреплено по два зуба 2, которые крепятся общей планкой 3. Все тридцать два зуба секции имеют одинаковую высоту, а неренады величины зубьев осуществлены за счет разной глубины пазов в державке.
Следующая секция протяжки в также выполнена твердосплавной, сборной, с шахматной схемой резания. В этой секции каждые восемь зубьев 4 крепятся в кассете 5 с помощью индивидуальных клиновых нланок 6 для каждого ножа. Регулирование величины зубьев осуществляется понеречными клиньями.
Четвертая секция г выполнена неизменной относительно известных. Эта секция является зачистной.
Предмет изобретения
Способ проектирования секционированных протяжек для обработки плоскостей, отличающийся тем, что, с целью повыщения к.п.д. станка путем расчленения рабочего усилия но секциям протяжки, шаги зубьев, их количество, угол наклона и подъем на зуб в каждой
секции выбирают в зависимости от характера и величины припуска, а расположение зубьев одной секции относительно другой выбирают
в зависимости от наличия и расположения на обрабатываемой плоскости цо ходу протягивания необрабатываемых проемов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТЯЖКА | 1973 |
|
SU379338A1 |
| СБОРНАЯ РЕЖУЩАЯ ПРОТЯЖКА | 1973 |
|
SU393053A1 |
| Сборная протяжка | 1985 |
|
SU1301587A1 |
| ТОРЦОВАЯ ФРЕЗА | 1969 |
|
SU238992A1 |
| Протяжка | 1988 |
|
SU1703305A1 |
| Шлицевая протяжка | 1988 |
|
SU1690975A1 |
| СБОРНАЯ ПРОТЯЖКА | 1971 |
|
SU320353A1 |
| Устройство для имитации процесса протягивания | 1989 |
|
SU1664475A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |