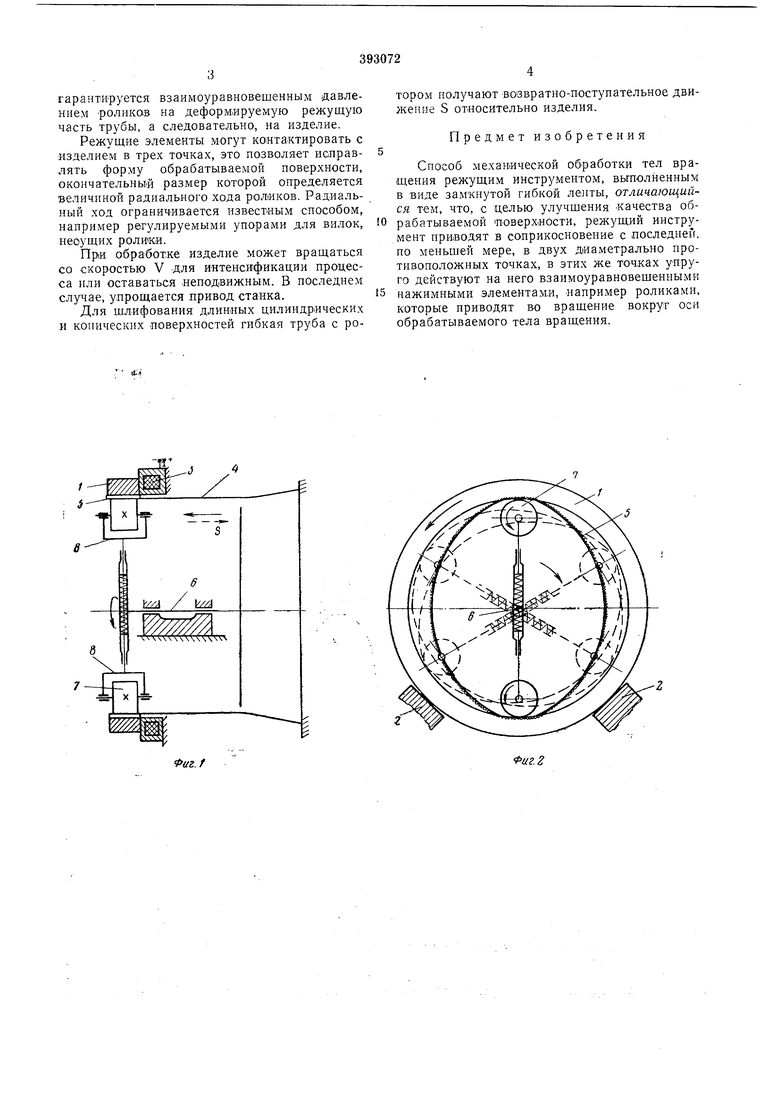
Известны способы механической обработки тел вращения режущим инструментом, выполнениьгм .в виде за.мкнутой гибкой ленты. Предложенный способ отличается тем, что с целью улучшения качества обрабатываемой /поверхности режущий инструмент приводят в соприкосновение с обрабатываемой поверхностью, ло .меньшей мере, в двух диаметрально противоположных точках, в этих же точках упруго действуют «а него взаимоуравноБешенными нажимными элементами, например роликами, которые приводят во вращение вокруг оси обрабатываемого тела вращения. На фиг. 1 изображено устройство для шлифования отверстия, поперечный разрез; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, для шлифования наружной поверхности. Изделие устанавливается на жестких опорах 2 ,и поджимается торцом к электромагнитному патрону 3. Гибкая труба 4 закреплена консольно и неподвиЖНО. Консольная рабочая часть 5 трубы имеет режущую поверхность, выполненную в виде насечки, типа напильника, или в виде абразивной ленты. Рабочая часть может быть сменной. Внутри трубы расположен ротор 6 с рол,иком 7, установленным в вилках 8, подпружиненных в радиальном направлении. Диаметр рабочей части трубы в свободном состоянии несколько меньще диаметра обрабатываемого отверстия изделия. После деформации роликами она приобретает некруглую форму, касаясь обрабатываемой поверхности изделия теми участками, на которые давят ролики ротора, таких участков может быть два и более. Для обработки иаружной поверхности изделия / (|фиг. 2) гибкую трубу (колесо) устанавливают снаружи так, что ее режущая часть 5 обращена к обрабатываемой поверхности изделия. РолЕки 7 ротора 6 деформируют снаружи гибкую трубу, поджимая ее режущую часть к изделию. Обработка происходит при вращении ротора 6. Зоны контакта режущей поверхности трубы с изделием непрерывно смещаются, и режущие элементы снимают припуск. Сила внедрения режущих элементов в металл определяется разностью силы давления роликов и силой, необходимой на деформацию режущей части трубы. По мере уменьшения припуска за счет съема металла возрастает сила деформации режущей части трубы и уменьшается сила внедрения режущих элементов. В результате повышается точность обработки и чистота поверхности. Высокая точность
гарантируется взаимоуравновешенным давлением роликов на деформируемую режущую часть трубы, а следовательно, на изделие.
Режущие элементы могут контактировать с изделием в трех точках, это позволяет исправлять форму обрабатываемой поверхности, окончательный размер которой определяется величиной радиального хода ролмков. Радиальный ход ограниЧИвается известным способом, например регулируемыми упорами дли вилок, несущих ролики.
При обработке изделие может вращаться со скоростью V для интенсификации процесса или оставаться неподвижным. В последнем случае, упрощается привод станка.
Для щлифования длинных цилиндрических и конических поверхностей гибкая труба с ротором получают возвратно-поступательное движение S относительно изделия.
Предмет изобретения
Способ механической обработки тел вращения режущим инструментом, выполненным в виде замкнутой гибкой ленты, отличающийся т€м, что, с целью улучщения качества обрабатываемой поверхности, режущий инструмент при1водят в соприкосновение с последнеГ(. по меньщей мере, в двух диаметрально противоположных точках, в этих же точках упруго действуют на него взаимоуравновещенными нажимными элементами, например роликами, которые приводят во вращение вокруг оси обрабатываемого тела вращения.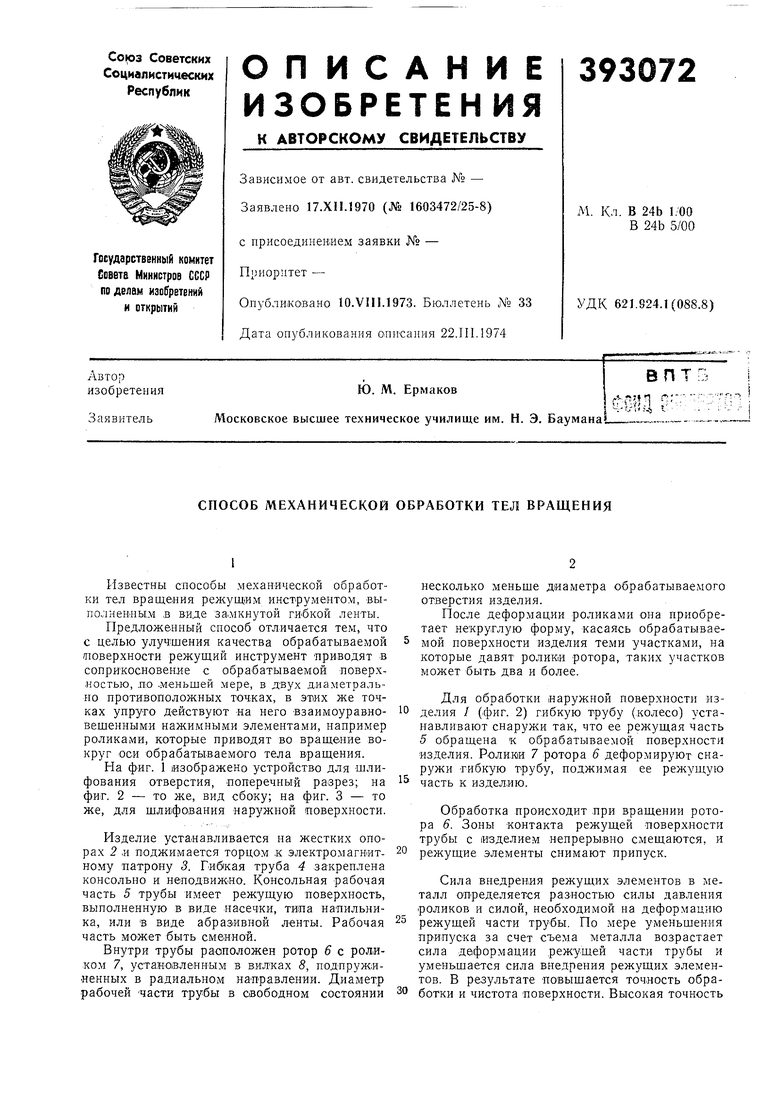
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТЕЛ | 1973 |
|
SU386750A1 |
| Способ гибкого ленточного шлифования | 2015 |
|
RU2615964C1 |
| Способ обработки отверстий | 1983 |
|
SU1225704A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Способ шлифования криволинейных поверхностей | 1982 |
|
SU1085778A1 |
| УПРУГИЙ ВИНТОВОЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2217294C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ВИНТОВЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215637C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2307018C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |

