Изобретение относится к ленточному шлифованию криволинейных поверхностей.
Известен способ шлифования криволинейных поверхностей, согласно которому J6разивную ленту прижимают к обрабатываемой поверхности контактным роликом с элементами, которые перемеш,ают в процессе обработки в радиальном направлении относительно корпуса ролика, причем рабочую поверхность корпуса и подвижных элементов выполняют с различной эластичностью 1 .
Недостатком известного способа являются невысокие производительность и качество обрабатываемой поверхности.
Целью изобретения является повышение производительности и качества обработки сложных криволинейных поверхностей.
Поставленная цель достигается тем, что согласно способу шлифования криволинейных поверхностей, .при котором абразивную ленту прижимают к обрабатцваемой поверхности контактным роликом с элементами, которые перемещают в процессе обработки в радиальном направлении относительно корпуса ролика, лричем рабочие поверхности корпуса и подвижных элементов выполнены с различной эластичностью, обработку ведут эластичной рабочей поверхностью подвижных элементов, которую располагают от жесткой рабочей поверхности корпуса на расстоянии, не более припуска на обработку, при этом при проходах поддерживают постоянный размер в направлении нормали между обрабатываемой поверхностью и жесткой рабочей поверхностью корпуса, для чего перемещают элемент.
На фиг. 1 показана схема шлифования криволинейной поверхности, вид в плане; на фиг. 2 - вид А на фиг. 1.
Согласно приведенной схеме осуществляют шлифование поверхности детали 1 с криволинейными образующими 2 и направляющими линиями 3 абразивной лентой 4, прижимаемой к детали 1 жестким, например металлическим, контактным роликом 5 с профилем в виде дуги окружности 6. Центр 7 дуги радиусом г совмешен с эквидистантой 8 образующей детали. На наружной поверхности контактного ролика выполнены пазы 9, в которые помещены вставки 10 из материала меньщей твердости, например резины. Они могут синхронно перемещаться в радиальном направлении 11 между наружной поверхностью контактного металлического ролика и обрабатываемой поверхностью по нормам в обрабатываемой точке.
При черновом шлифовании вставки из резины синхронно перемещают в радиальном направлении на величинул, не превыщающую припускав на обработку. Поскольку при этом прижим абразивной ленты к детали осуществляется вставками, выполненными из материалов меньщей твердости, чем контактный ролик, например резины, то длина площадки соприкосновения образующей обрабатываемого изделия и абразивной ленты увеличивается. Поэтому увеличивается и число абразивных зерен, одновременно участвующих в процессе щлифования, что 0 повышает производительность щлифования; уменьшается нагрузка на абразивное зерно, улучшается очистка Абразивных лент от щлама и повышаются их режущая способность и стойкость.
Кроме того при формообразовании кри5 волинейной поверхности абразивной лентой, прижимаемой к детали резиновыми выступами, в результате их деформации радиус кривизны прижимного элемента PI , приближается к радиусу R кривизны образующей изделия.
В этом случае формообразование образующих осуществляется по методу последовательного копирования и продольная подача на оборот изделия может быть увеличена.
5 При этом высота неровностей НО, причем . Это способствует повышению производительности и качества обработки.
После первого чернового прохода измеряют оставшийся припуск на обработку 6i .и уменьшают величину смещения выступов ,0 относительно рабочей поверхности контактного металлического ролика до Aj . S,
После второго прохода измеряется оставшаяся величина припуска и устанавливают автоматически величину смещения выступов Да ба и т.д.
Таким образом осуществляется постепенное уточнение формы криволинейной поверхности, а при выхаживании величина смещения выступов Д 0.
Для повышения точности шлифования
вставки дополнительно перемещают в радиальном направлении на величину деформации вставок по координате обработки и поддерживают постоянный нормальный размер между наружной поверхностью контакт- ного металлического ролика и обрабатываемой поверхности.
Предлагаемый способ позволяет повысить производительность и качество шлифования поверхностей двойной кривизны абразивной лентой, прижимаемой к детали
0 контактным роликом с профилем в виде дуги окружности, рабочая поверхность которого имеет различную характеристику в процессе чернового и чистового шлифований.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактный ролик для ленточного шлифования | 1981 |
|
SU1016140A1 |
| Устройство для шлифования профильных деталей широкой абразивной лентой | 1973 |
|
SU524677A1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| Способ ленточного шлифования выпуклых поверхностей | 1974 |
|
SU585956A1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2219039C2 |
| Контактный ролик для ленточного шлифования | 1977 |
|
SU764949A1 |
| Способ ленточного шлифования внутренних поверхностей деталей | 1987 |
|
SU1461622A1 |
| Устройство для шлифования лентой | 1981 |
|
SU982875A2 |

1. СПОСОБ ШЛИФОВАНИЯ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ, при котором абразивную ленту прижимают к обрабатываемой поверхности контактным ро7 J./ ликом с элементами, которые перемещают в процессе обработки в радиальном направлении относительно корпуса ролика, причем рабочие поверхности корпуса и подвижных элементов берут с различной эластичностью, отличающийся тем, что, с целью повышения производительности и качества обработки сложных криволинейных поверхностей, обработку ведут эластичной рабочей поверхностью подвижных элементов, которую располагают от жесткой рабочей поверхности корпуса на расстоянии, не более припуска на обработку. 2. Способ по п. 1, отличающийся тем, что при проходах поддерживают постоянный размер в направлении нормали между обрабатываемой поверхностью и жесткой рабочей поверхностью корпуса. 21Г Й/г,/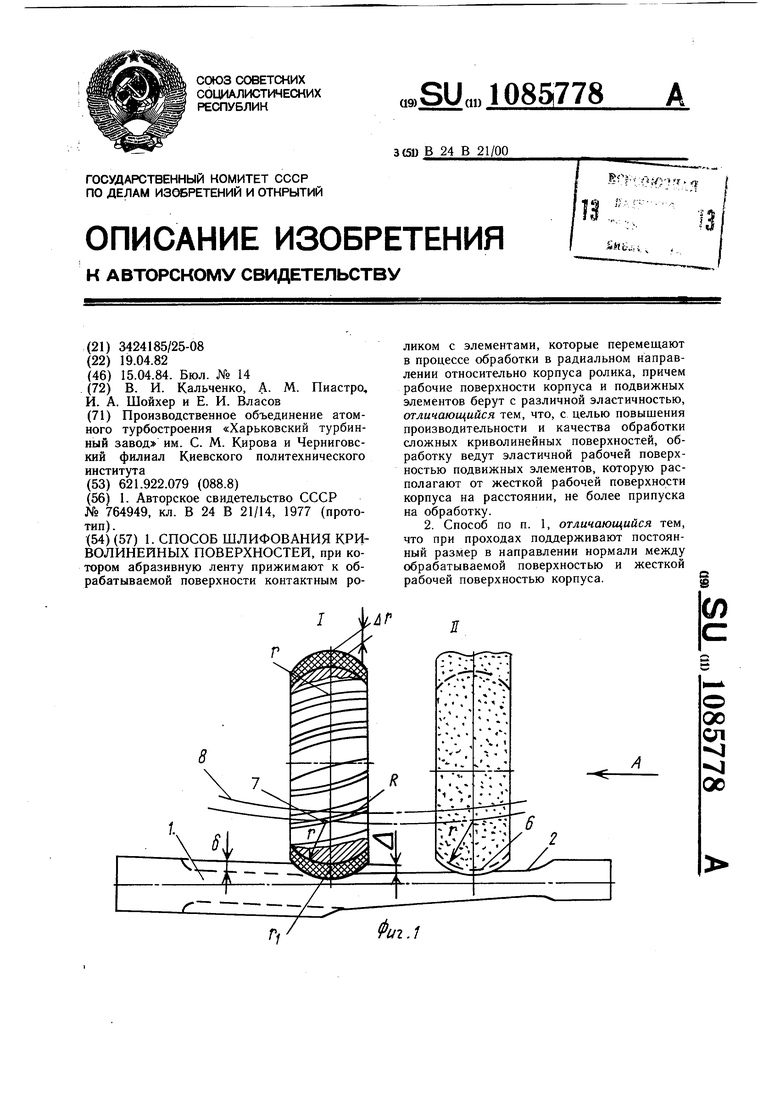
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Контактный ролик для ленточного шлифования | 1977 |
|
SU764949A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
