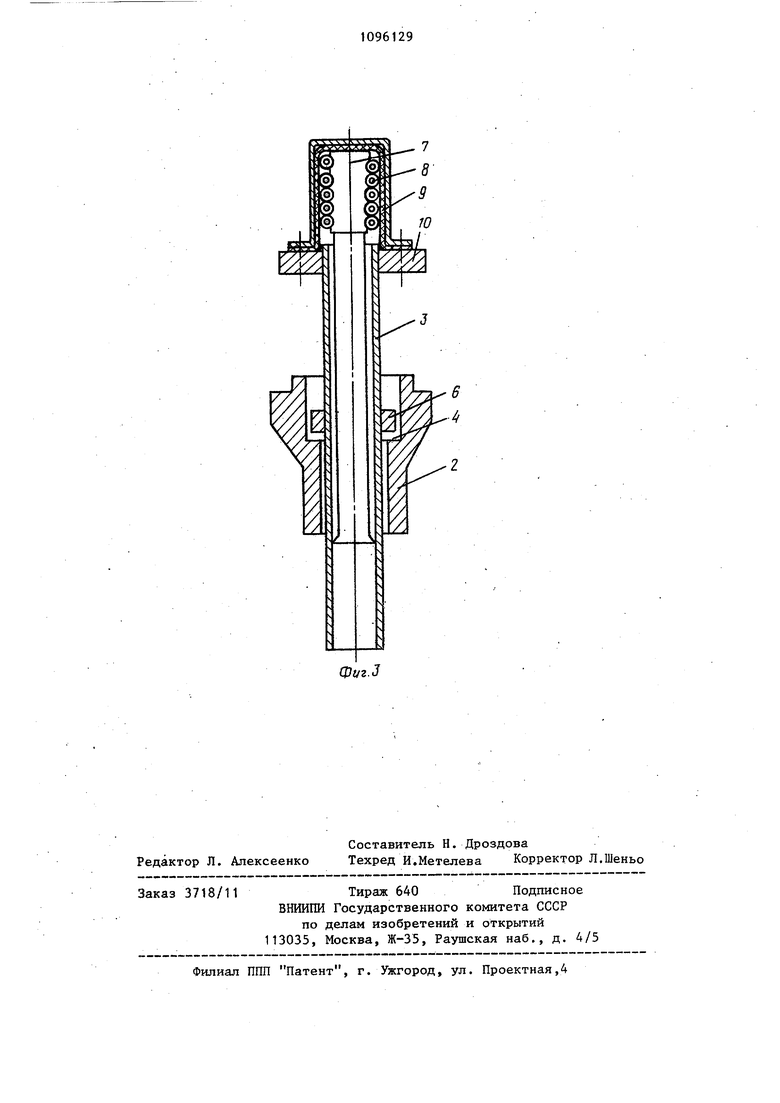
Изобретение относится к экструзионным прессам для изготовления древесностружечных плит и может быть применено в деревообрабатывающей промышленности. Наиболее близким к предлагаемому является экструзионный пресс для изготовления древесностружечных плит, включающий нагревательные пли ты, коллектор, образованный трубчатыми пустотообразователями с системой обогрева, объединяющую их траверсу, а также пуансон, выполненньй с отверстиями для размещения пустотообразователей и с выемкой со стороны, примыкающей к пустотообразователямГ1 3. Прессы известной конструкции не обеспечивают хорошего качества плит так как отсутствует надежная фиксаци и центрирование пустотообразователей. Цель изобретения-повьппение качес ва плит. Поставленная цель достигается те что в экструзионном прессе для изго товления древесностружечных плит, включающем нагревательные плиты, коллектор, образованный трубчатыми пустотообразователями с системой обогрева, объединяющую их травер,су, а также пуансон, выполненный с отверстиями для размещения пустотообразователей и с выемкой со стороны, примыкающей к пустотообразователям, коллектор снабжен объединяющей пустотообразователи центрирующей планкой, размещенной в выемк пуансона с зазором относительно дна выемки в крайнем верхнем положении пуансона. На фиг . 1 схематическ показан предлагаемый экструзионный пресс, продольный разрез; на фиг.2 - то ж поперечньй разрез; на фиг.З - колл тор пресса, продольный разрез. Экструзионньй пресс включает нагревательные плиты 1, образующие прессующие каналы, пуансон 2, выполненньй с отверстиями для размещения пустотообразователей 3 и с выемкой 4 со стороны, примыкающей к пустотообразователям 3, коллектор, образованный объединяющей пустотообразователи 3 траверсой 5 и центрирующей планкой 6, также объединяющей пустотообразователи 3, Центрирующая планка 6 размещена в выемке 4 пуансона 2 с зазором относительно дна выемки в крайнем верхнем положении пуансона. Пустотообразователи 3 имеют систему обогрева в виде, например, стержней 7 повышенной температуропроводности и источника 8 тепла, заключенного в полый корпус 9. Пустотообразователи 3 вмонтированы в опорную плиту 10, пресс снабжен приводом 11 и дозирующим механизмом 12. На фиг.1 и 2 показаны также станина 13 и изготавливаемая плита 14. Пресс работает следующим образом. Древесная масса дозирующим механизмом 12 подается в канал пресса между нагревательными плитами 1, Приводом 11 осуществляет перемещение пуансона 2 и пустотообразователей 3 вниз и осуществляет перемещение пресс-массы, которая в процессе перемещения уплотняется и прогревается при помощи источника 8 обогрева. В процессе уплотнения и обогрева образуется многопустотная экструзионная плита. Крепление пустотообразователей непосредственно в опорную плиту и объединение их центрирующей планкой повышает жесткость пустотообразователей, уменьшает их гибкость,а следовательно, увеличивает качественные показатели плит.
12
1
fpv.1
12
фиг. 2
Фкг.З
, 7 8
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Пресс экструзионный для изготовления древесностружечных плит | 1982 |
|
SU1070026A1 |
| Экструзионный пресс для изготовления многопустотных древесностружечных плит | 1986 |
|
SU1445969A1 |
| ПРЕСС ЭКСТРУЗИОННЫЙ | 1972 |
|
SU421535A1 |
| Экструзионный пресс для изготовления многопустотных плит | 1981 |
|
SU1021631A1 |
| Экструзионный пресс | 1981 |
|
SU1006272A1 |
| ПРЕСС ЭКСТРУЗИОННЫЙ | 1973 |
|
SU376267A1 |
| Экструзионный пресс | 1979 |
|
SU793809A1 |
| Экструзионный пресс | 1973 |
|
SU443785A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭКСТРУЗИОННЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2010 |
|
RU2422268C1 |

ЭКСТРУЗИОННЫЙ ПРЕСС для изготовления древесностружечных плит, включающий нагревательные плиты, коллектор, образованный трубчатыми пустотообразователями с системой обогрева, объединяющую их траверсу, а также пуансон, выполненный с oтвepcтия ш для размещения пустотообразователей и с выемкой со стороны, примыкающей к пустотообразователям, отличающийся тем, что, с целью повьшения качества плит, коллектор снабжен объединяющей пустотообразователи центрирующей планкой, размещенной в выемке пуансона с зазором относительно дна выемки в крайнем верхнем положении пуансона.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Экструзионный пресс | 1975 |
|
SU518375A1 |
| Солесос | 1922 |
|
SU29A1 |
