1
Изобретение относится к производству многопустотных древесностружечных плит и может быть применено в деревообрабатывающем машиностроении.
Известны прессы экструзионные для производства многопустотных древесностружечных плит, состоящие из дозирующего механизма с загрузочными каналами, нагревательных плит, пуансона с размещенными в нем соосно пустотообразователями.
Цель изобретения - повышение прочностных показателей плит.
Достигается это тем, что нагревательные плиты в зоне перемещения пуансона выполнены с пазами и снабжены установленными в них пластинами, соединенными посредством стержней и планок с вибраторами, причем стержни и пластины изолированы от плит пресса амортизирующими прокладками.
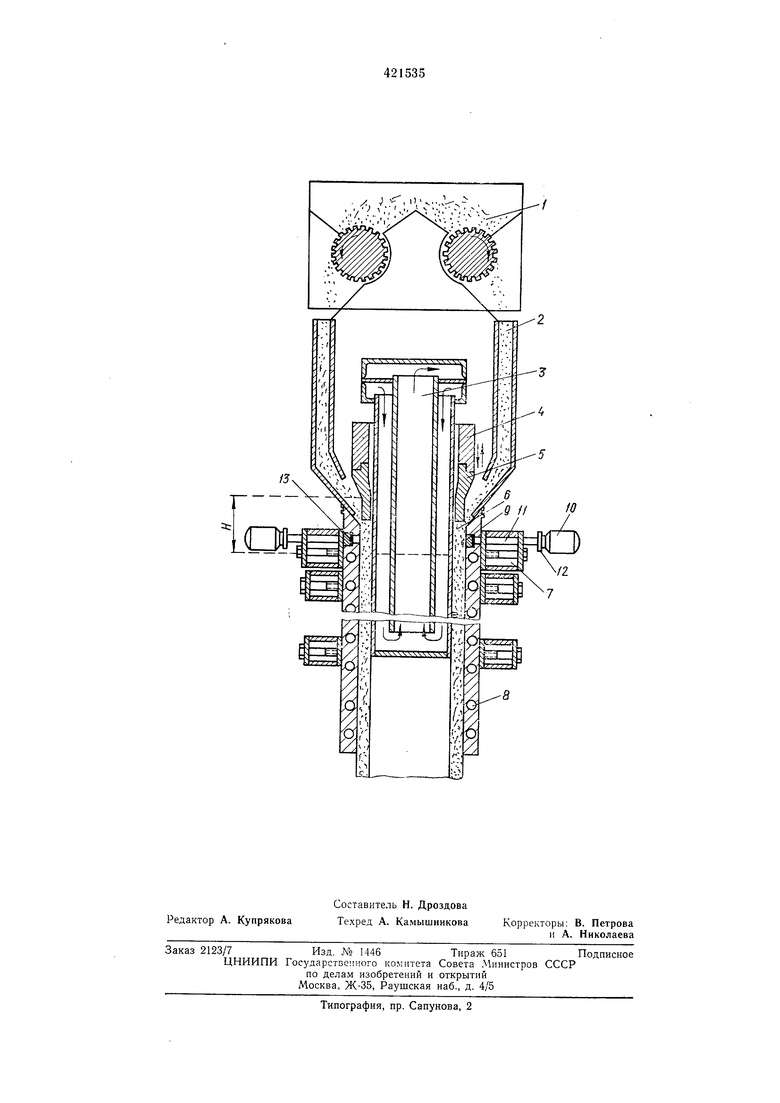
На чертеже изображен экструзионный пресс, продольный разрез.
Пресс включает дозирующий механизм 1, боковые направляющие 2, сменный инструмент 3, траверсу 4, пуансон 5, формирующий канал 6, образованный зажимными балками 7, сменным инструментом 3 и нагревательными плитами 8, которые снабжепы вибрирующими пластинами 9, соединенными с вибратором 10 посредством стержней 11 и плапок 12. Вибрирующие детали изолируют от узлов экструзионного пресса при помощи компенсаторов 13, например в виде термостойкой резины. Работает пресс следующим образом. Пресс-массу дозирующим механизмом 1 равномерно подают по боковым направляющим 2 в формирующий канал 6 пресса. При этом включают вибратор 10, который через планки 12 и стерл ни 11 заставляет вибрировать пластины 9. В результате вибрации пластин 9 пресс-масса, находящаяся в начальной зоне формирующего канала бив момент холостого хода Я пуансона 5 находящаяся в насыпном состоянии, приобретает повышенную текучесть и равномерно заполняет все участки
поперечного сечения формирующего канала 5. В итоге получают многопустотные древесностружечные плиты или другие профильные изделия с равномерной плотностью по сечению. Под действием ориентированного движения
частиц, создаваемого вибрацией, например движения в средние участки плиты (максимально удаленные от ее поверхностей), иолучают многопустотные нлиты с повышенной прочностью при растяжении и сжатии перпепдикулярно к пласти. За рабочий ход пуапсона 5 равномерно распределенная по сечению формирующего канала пресса 6 пресс-масса упрессовывается, образуя слой плиты.
В дальнейшем этот процесс непрерывпо повторяется. Под действием давления, создававмого пуансоном 5, и тепла от обогреваемых плит и пустотообразователей сменного инструмента 3 из формирующего канала пресса выходит непрерывная лента многопустотных плит или других изделий с профильным сечением.
Предмет изобретения
Пресс экструзионный для производства многопустотных древесностружечных плит, состояш,ий из дозирующего механизма с загрузочными каналами, нагревательных нлйт, пуансона с размещенными в нем соосно пустотообразователями, отличающийся тем, что, с целью повышения прочностных показателей плит, нагревательные плиты в зоне перемещения пуансона выполнены с пазами и снабжены установленными в них пластинами, соединенными посредством стержней и планок с вибраторами, причем стержни и пластины изолированы от плит пресса амортизирующими прокладками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ЭКСТРУЗИОННЫЙ | 1973 |
|
SU376267A1 |
| Пресс экструзионный для изготовления древесностружечных плит | 1982 |
|
SU1070026A1 |
| Экструзионный пресс | 1973 |
|
SU443785A1 |
| Экструзионный пресс для изготовления многопустотных древесностружечных плит | 1986 |
|
SU1445969A1 |
| Экструзионный пресс для изготовления многопустотных плит | 1981 |
|
SU1021631A1 |
| Экструзионный пресс | 1982 |
|
SU1096129A1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Экструзионный пресс | 1981 |
|
SU1006272A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭКСТРУЗИОННЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2010 |
|
RU2422268C1 |
| ЭКСТРУЗИОННЫЙ ПРЕСС | 1973 |
|
SU453319A1 |