Известные экструзионные прессы для производства сплошных древесностружечных панелей, аключаюндие питательный бункер с рыхлительными и дозирующими валикамм, нагревательные плиты, приводную траверсу со сменным толкателем, имеют недостаточную производительность.
С пелью устранения этого недостатка, предлагаемый пресс выполнен с тремя вертикал1 пыми пагревательными плитами, средняя чз которых смонтирована ненодвижно и верхний ее конец расположен выше крайних нлнт, установленных с возможностью перемеш,ения на заданную толш,ину прессуемой панели, а траверса снабжена двойным сменным толкателем.
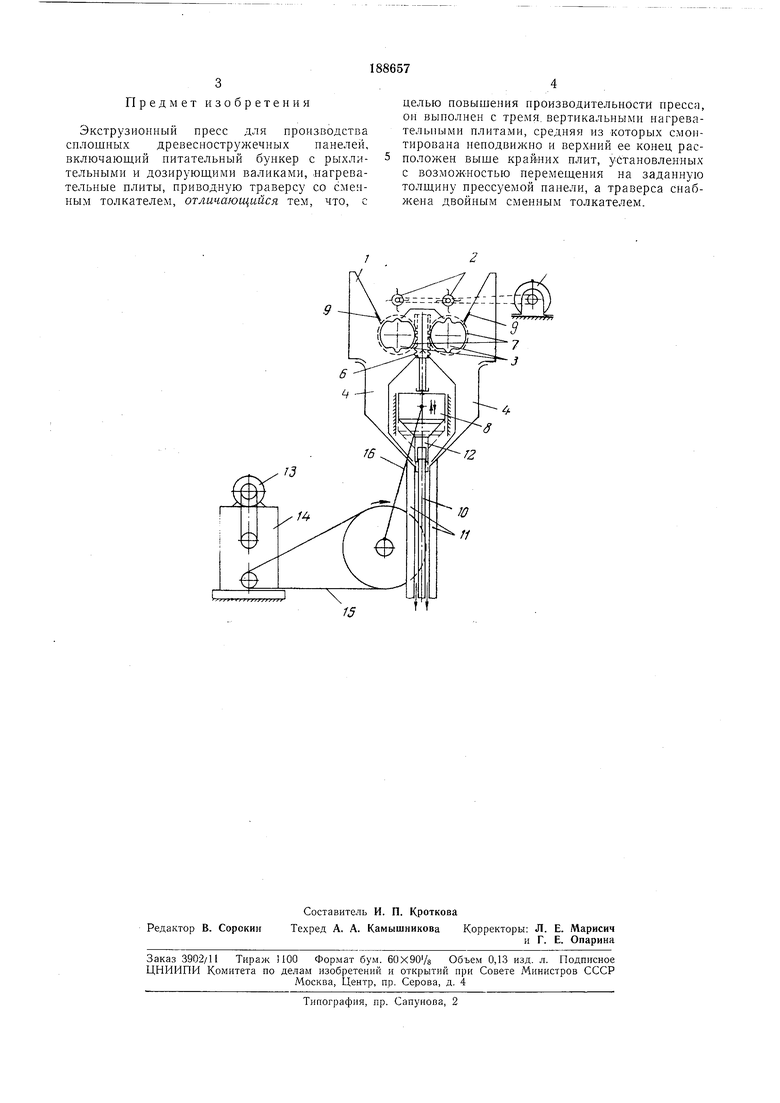
На чертеже схематически изображен предлагаемый пресс.
Перемешанная с клеем древесная стружка (стружечная масса) поступает в питательный бупкер , в котором слюптированы рыхлительпые :валики 2 для разрыхления стружечной массы и дозируюш,ие валики 3 для отделения определенной порции стружечной массы и подачи в направляющие желоба 4. Привод рыхлнтельных валиков осуш,ествляется от индивидуального электродвигателя 5 через редуктор и цепную передачу. Дозирующие валики поворачиваются с помощью зубчатой рейки 6
и зубчатых колес 7. Возвратно-поступательное зубчатой рейки 6 осуществляется от приводной траверсы 8, соединенной с главным приводом пресса. Устаповленные перед дозирующими валиками 3 пп1берь 9 нозгюляют регулировать количество стружечной массы, захватываемой валиками.
От дозирующих валиков порции стружечной массы по паира1 ляющим желобам 4 поступают к камерам прессовання, распололСенпым между средней нагревательной плитой W и крайннмн нагревательными плитами 11.
К траверсе 8, имеющей вертикальное возвратно-поступательное движение, снизу прикреплен двойной сменюзШ толкатель 12, который, проталкнвая через камеры прессования ностунн1ВИ1ие по нанравляюн1,им желобам 4 порции стружечной массы, снрессовывает их и нодает в зазоры, образуемые средней и крайними нагревательными илитами.
В результате воздействия давления и температуры на стружечную массу из пресса (из промежутков между пагревательными плитами) выходят две непрерывные Древесностружечные ленты, раскраиваемые на плиты.
Предмет изобретения
Экструзионный пресс для производства сплошных древесностружечных панелей, включающий питательный бункер с рыхлительными и дозирующими валиками, нагревательные плиты, приводную траверсу со сменным толкателем, отличающийся тем, что, с
целью повышения производительности пресса, он выполнен с тремя, вертикальными нагревательными плитами, средняя из которых смонтирована неподвижно и верхний ее конец расположен выше крайних плит, установленных с возмоЖНостью перемещения на заданную толщину прессуемой панели, а траверса снабжена двойным сменным толкателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| В П Т Б ФОНД 5-^"»' 2^"f\ »a!;";:^ii' tii^ | 1973 |
|
SU393120A1 |
| ВАКУУМФОРМОВОЧНАЯ МАШИНА | 1966 |
|
SU177604A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Пресс проходного действия для изготовления древесностружечных плит | 1979 |
|
SU791554A1 |
| УСТРОЙСТВО И СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2068339C1 |
| Установка для формирования ковра при изготовлении древесностружечных плит | 1983 |
|
SU1142292A1 |
| Гусеничный пресс | 1976 |
|
SU587013A1 |
| Линия бесподдонного изготовления древесностружечных плит | 1980 |
|
SU897580A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОТОКСИЧНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2026177C1 |
