1
.Изобретение относится к неразрушающему контролю материалов и изделий, а именно, к устройствам для ультразвуковой дефектоскопии изделий цилиндрической формы.
Известны устройства для ультразвуковой дефектоакошии изделий цилиндрической формы, на нример слит1ков, содержащие искатель ультразвукового дефектоскона, механизмы загрузки и выгрузки изделий, устанавливаемые рядом с рольгангом технологической линни, механизм вращения изделия в процессе контроля относительно его оси, вынолненный в виде двух еалков, уста иовленных .параллельно друг друту вдоль рольтанга, и механизМ сканировагиш с ра сположеиным на иен искателем ультразвукового дефектоскопа.
Предлагаемое устройство отличается от известных тем, что механизм выгрузки изделий совмещен с механизмом вращения изделия лутем выполнения одного из его валков качаюЩ1ИМСЯ относительно оси другого валка.
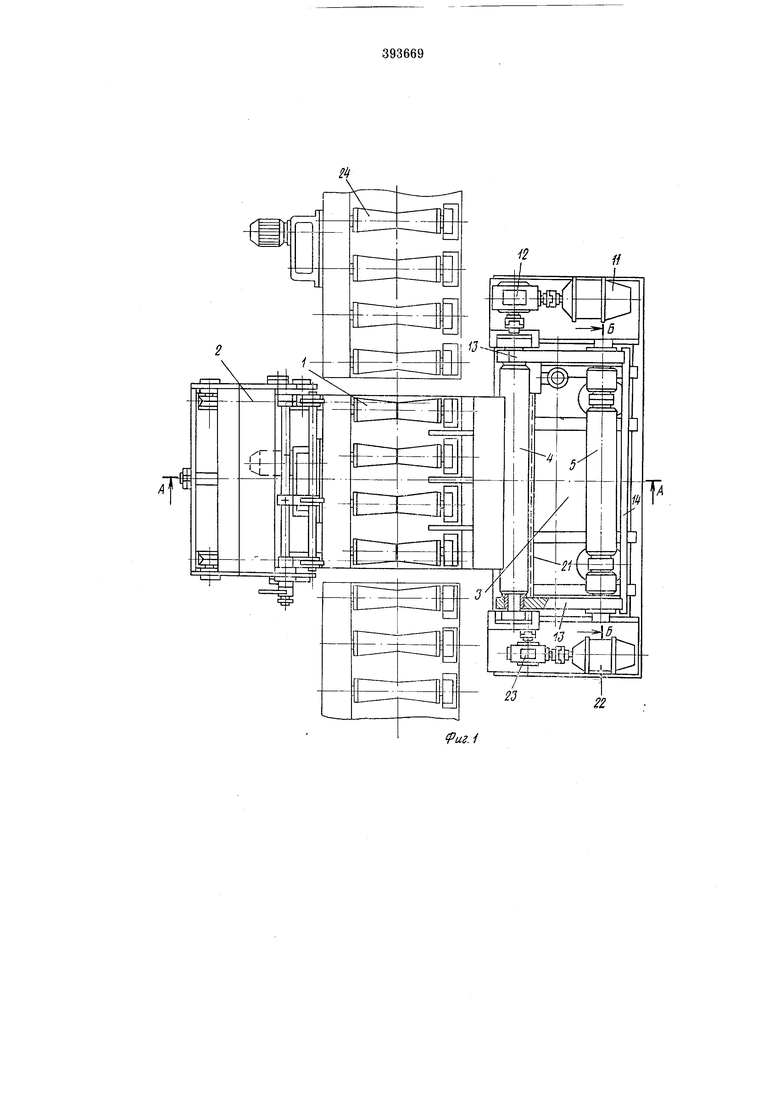
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - разрез по Л-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1.
Устройство состоит из приемного рольганга 1, тележки 2 механизма загруз ки, станины 3, валков 4 ,и 5 механиз-ма вращения изделия, искателя б ультразвуково1го дефектоокола. Устройство Включает также IB себя рычат 7, ролики 8, направляющие 9, гидроцилиндр 10
механизма загрузки, электродвигатель 11, редуктор 12, серьги 13, плаику 14 и лодшипники 15 механизма вращения изделия. Устройство содержит опоры 16, гидроцилиндры 17, серьги 18 и кронштейны 19 механизма качания ваЛКа 5, натравляющую 20, ходовой винт 21, электродвигатель 22 и редуктор 23 механиЗМа сканирования искателя, рольганги 24 технологической линии и склиз 25 разгрузки.
Устройство работает следующим образом.
Контролируемое изделие поступает на приемиый рольганг 1 с рольганга 24 технолопической линии и посредством тележки 2 подается на установленные на общей станине 3 валки 4 тл 5 механизма вращения К искателю 6 ультразвукового дефектоскопа.
Тележка, содержащая рычаг 7, перемещается на роликах 8 по направляющим 9 гидроцилиндром 10. Загрузочная тележка настраивается на требуемый диаметр изделия путем изменеиия углового положения рычага 7. В про.цессе дефектоскопического контроля изделие вращается валком 4, имеющим привод от электродвигателя 11 через редуктор 12 Валок 4 шарнирно связан с валком 5 серьга лги 13, соединенными по концам планкой 14 и служащими опорами валка 5, в которых он сво бодно вращается на подшипниках 15. Во время контроля тележка 2 возвращается в исходное ноложенне. Поворот валка 5 на требуемый угол а относительно оси валка 4 -в плоскости, пе.ршендикулярной оси валков, БО время затрузки изделия и его выгрузки по окончании дефектоокопического контроля осуществляется с помощью двух качающихся ,в опоpax 16 гиД(роцилиндро1в 17, щариирпо соединенных серьгами 18 с валком 5. В нижнем рабочем положении валок 5 покоится па кро«щтейнах 19. Возвратно-иоступательное сканирование искателя 6 дефектоскопа вдоль контролируемого изделия цроизводится по напр авляющим 20 с помощью ходового винта 21, приводимого во вращение электродвигателем 22 через редуктор 23. По окопчаиии контроля изделие приподнимается валком 5 до упора е рычат 7 лодошедщей тележки 2, которая начинает затем отходить назад, а валок 5 продолжает поднимать изделие до тех пор, пока оно не начнет скатываться под действием собственной тяжести по склизу 25 на приемный рольганг. С последието после отхода тележки 2 в исходное положение изделие транспортируется далее по рольганту технологической линии.
Совмещение меха низма разгрузки изделий с механизмом их вращения обеспечивает повыщение производительности контроля изделий.
Предмет изобретения
Устройст1во для ультразвуковой дефектоско(ПИИ ивделий цилиндричеокой формы, «ainpn,мер слитков, соде|ржащее иакатель ультразвукового дефектоокоиа, механизмы загрузкн и вы1Груз1ки изделий, устанавливаемые рядом с рольгангом технологической линии, механизм в.ращен,ия изделий в процессе контроля относительно его оси, выполненный в виде двух валков, установленных параллельно друГ другу вдоль рольганга, и механизм сканирования с расположенным на нем искателем ультразвукового дефектоакопа, отличающееся тем, что, с делью повышения производительности /контр оля изделий, механизм выгрузки изделий совмещен с механизмом вращения изделия Путем выполнения одного нз его валков качающпМ1Ся относнтельно оси другого вал;ка
А- А
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ультразвуковой дефектоскопии круглого проката или труб в процессе их производства | 1990 |
|
SU1728788A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1969 |
|
SU243236A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Устройство для автоматического ультразвукового контроля | 1989 |
|
SU1629839A1 |
| Сканирующее устройство к дефектоскопу | 1981 |
|
SU974254A1 |
| Установка для ультразвукового контроля изделий | 1972 |
|
SU459722A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
| Поточная линия для обработки длинномерных заготовок | 1977 |
|
SU692759A1 |
| Устройство для ультразвуковой дефектоскопии | 1980 |
|
SU968740A1 |