Фиг.1
ь,
представляет собой дискретные узлы по числу рольгангов, каждый из которых выполнен в виде коромысла с толкателями и установлен под рольгангом
6. Центр подвеса коромысла установлен в центре зоны сканирующей системы. 4 ил.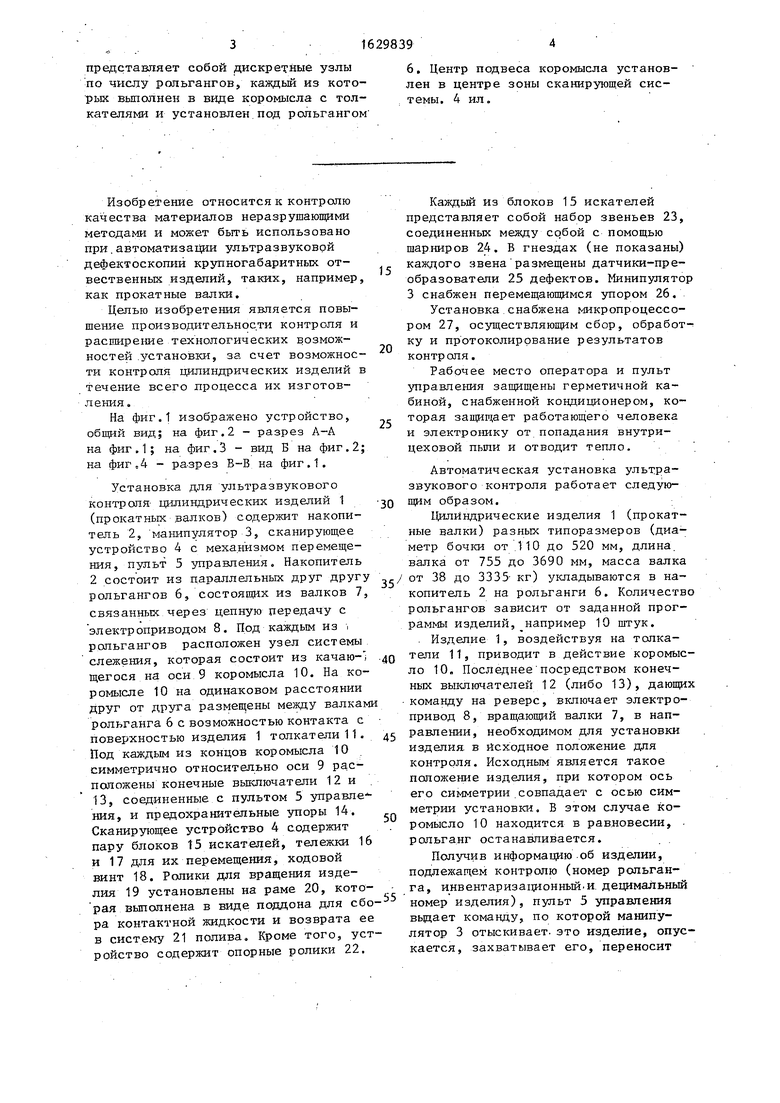
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАХВАТА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1990 |
|
RU2022776C1 |
| Установка для ультразвуковой дефектоскопии круглого проката или труб в процессе их производства | 1990 |
|
SU1728788A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| РЕДУКЦИОННЫЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2333051C1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Устройство для сортировки труб по длинам | 1980 |
|
SU917869A1 |
| Устройство для обучения и контроля совместной работы операторов | 1985 |
|
SU1345235A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
Изобретение касается контроля качества материалов и может быть использовано при автоматическом ультразвуковом контроле крупногабаритных ответственных изделий, например прокатных валов. Целью изобретения является повышение производительности контроля и расширение технологических возможностей. Для этого накопитель 2 выполнен дискретным в виде рольгангов 6, а система слежения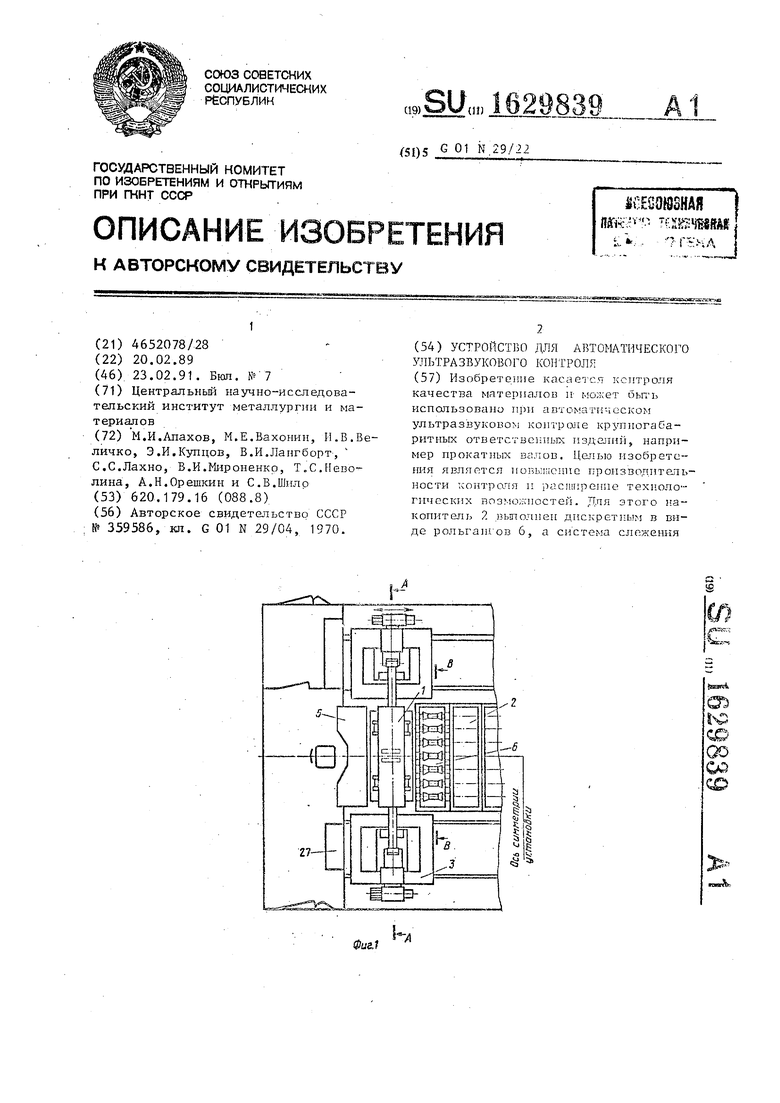
Изобретение относится к контролю качества материалов неразрушающими методами и может быть использовано при автоматизации ультразвуковой дефектоскопии крупногабаритных от- вественных изделий, таких, например, как прокатные валки.
Целью изобретения является повышение производительности контроля и
расширение технологических возмож-
ностеи установки, за счет возможное-
ти контроля цилиндрических изделий в течение всего процесса их изготовления.
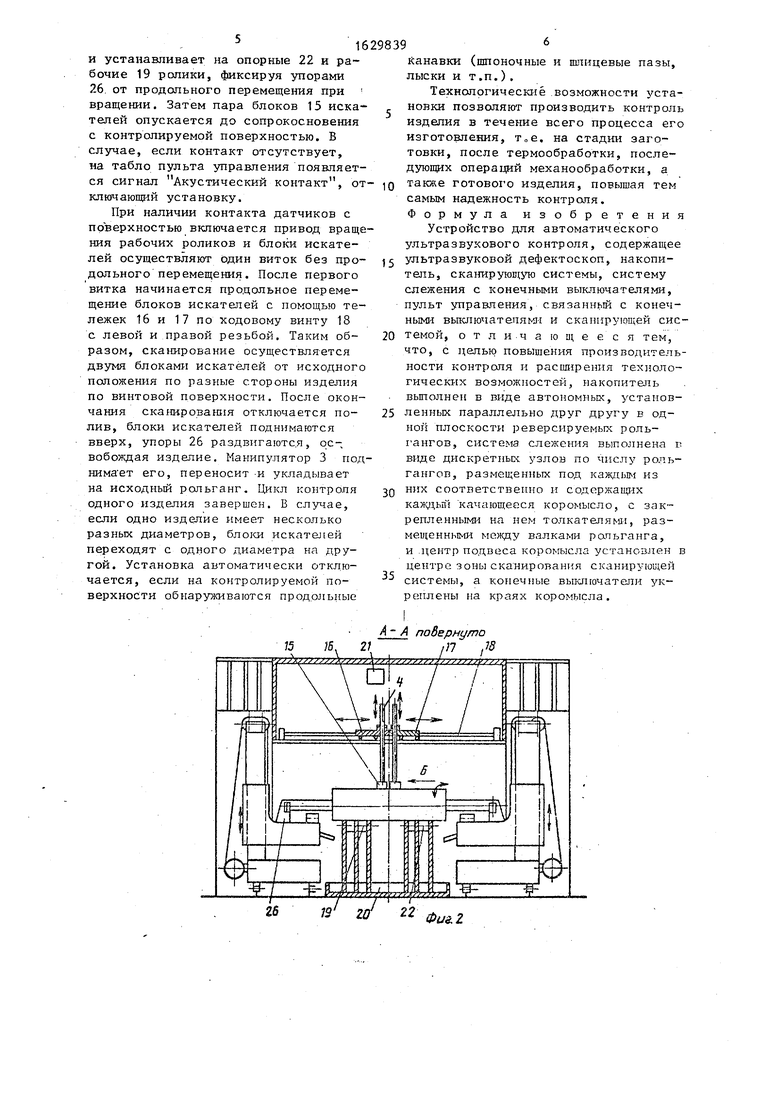
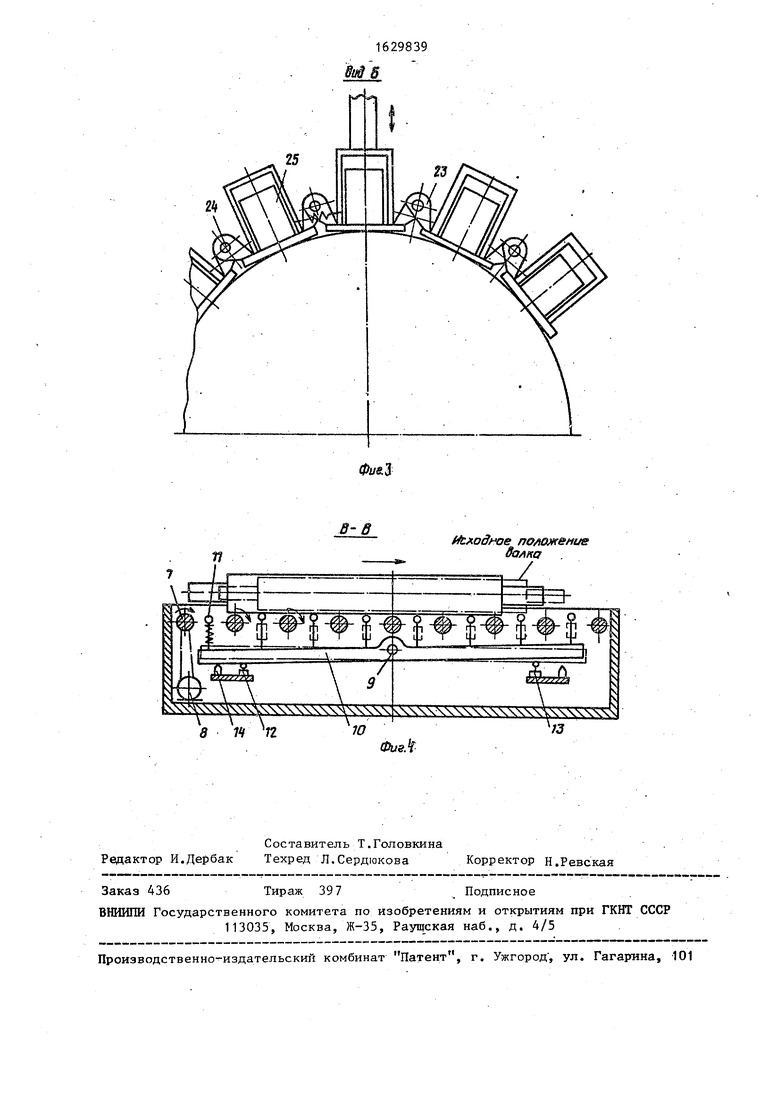
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид Б на фиг.2; на фиг.4 - разрез В-В на фиг.1.
Установка для ультразвукового контроля цилиндрических изделий 1
(прокатных валков) содержит накопитель 2, манипулятор 3, сканирующее устройство 4 с механизмом перемещения, пульт 5 управления. Накопитель 2 состоит из параллельных друг другу рольгангов 6, состоящих из валков 7, связанных через цепную передачу с электроприводом 8. Под каждым из i рольгангов расположен узел системы слежения, которая состоит из качаю- щегося на оси 9 коромысла 10. На коромысле 10 на одинаковом расстоянии друг от друга размещены между валкам рольганга 6 с возможностью контакта с поверхностью изделия 1 толкатели 11. Под каждым из концов коромысла 10 симметрично относительно оси 9 расположены конечные выключатели 12 и 13, соединенные с пультом 5 управле - ния, и предохранительные упоры 14. Сканирующее устройство 4 содержит пару блоков 15 искателей, тележки 16 и 17 для их перемещения, ходовой винт 18. Ролики для вращения изделия 19 установлены на раме 20, которая выполнена в виде поддона для сбора контактной жидкости и возврата ее в систему 21 полива. Кроме того, устройство содержит опорные ролики 22.
5
5
0
и
о
/ о 5 5Q
Каждый из блоков 15 искателей представляет собой набор звеньев 23, соединенных между собой с помощью шарниров 24. В гнездах (не показаны) каждого звена размещены датчики-преобразователи 25 дефектов. Минипулятор 3 снабжен перемещающимся упором 26.
Установка снабжена микропроцессором 27, осуществляющим сбор, обработку и протоколирование результатов контроля.
Рабочее место оператора и пульт управления защищены герметичной кабиной, снабженной кондиционером, которая защищает работающего человека и электронику от попадания внутрицеховой пыли и отводит тепло.
Автоматическая установка ультразвукового контроля работает следующим образом.
Цилиндрические изделия 1 (прокатные валки) разных типоразмеров (диаметр бочки от 110 до 520 мм, длина валка от 755 до 3690 мм, масса валка от 38 до 3335 кг) укладываются в накопитель 2 на рольганги 6. Количество рольгангов зависит от заданной программы изделий, например 10 штук.
Изделие 1, воздействуя на толкатели 11, приводит в действие коромысло 10. Последнее посредством конечных выключателей 12 (либо 13), дающих команду на реверс, включает электропривод 8, вращающий валки 7, в направлении, необходимом для установки изделия в исходное положение для контроля. Исходным является такое положение изделия, при котором ось его симметрии совпадает с осью симметрии установки, В этом случае коромысло 10 находится в равновесии, рольганг останавливается.
Получив информацию об изделии, подлежащем контролю (номер рольганга, инвент ар из анионный, и децимальный номер изделия), пульт 5 управления выдает команду, по которой манипулятор 3 отыскивает, это изделие, опускается, захватывает его, переносит
А- А повернуто
18
d гг
Фи&2
21)
В-В
Mtxodwje положение балка
ФиеЛ
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 0 |
|
SU359586A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
