1
Изобретеиие относится к обработке металлов давлением, в частности, к устройствам для вальцовки концов труб.
Известные устройства для развальцовки труб, содержащие корпус с расположенным в нем вальцующим концом, не имеют ме.ханизма принудительнюго вращения роликов. В результате этого в начале процесса развальцовки происходит проскальзывание роликов относительно поверхности трубы, вследствие чего на обрабатываемой поверхности появляются задиры и формующие ролики быстро изнащпваются.
Целью настоящего изобретения является устранение указанных недостатков. Эта цель достигается тем, что хвостовик вальцующего конуса установлен во внутренней шестерне, находящейся в зацеплении с наружной шестерней, при этом обе шестерни расположены в ко,рпусе под углом к его горизонтальной оси.
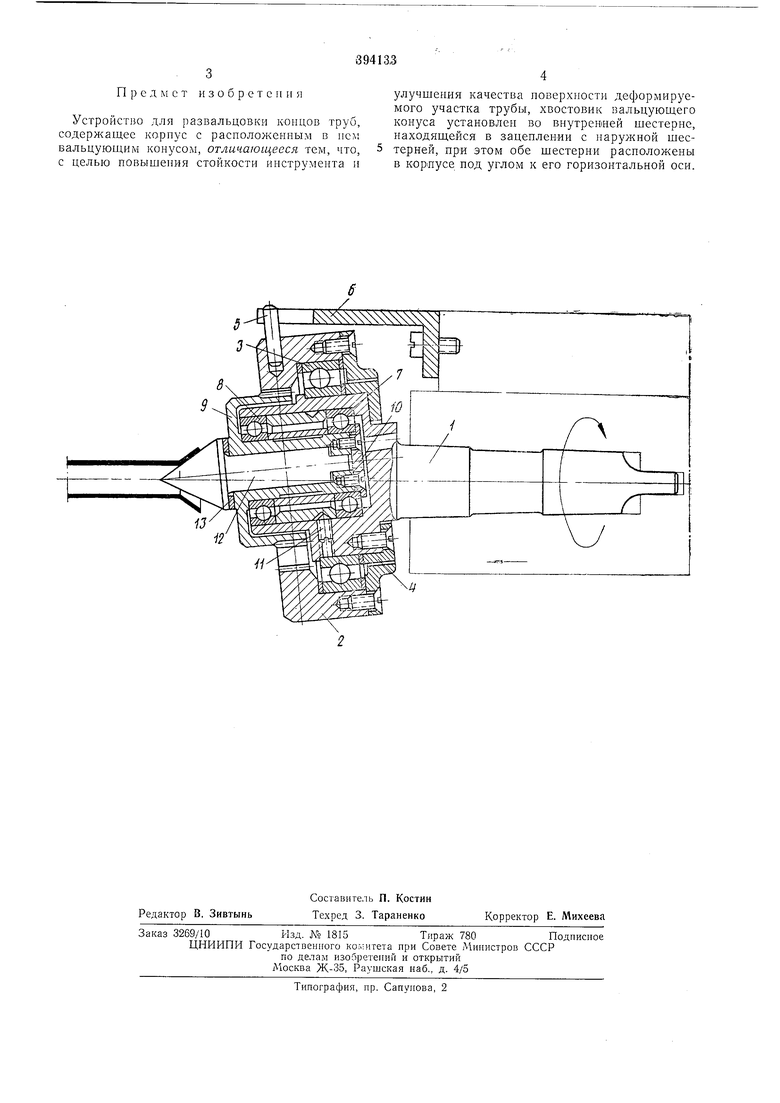
На чертеже изображено предлагаемое устройство.
Устройство состоит из корпуса Д изготовленного заодно с центрирующим хвостовиком. Наружная шестерня 2 направлена на шарико1ПОДШИПНИК 3, закрепленный в корнусе с помощью кольца 4, и имеет поводок 5, входящий i5 паз неподвижной вилки 6. В отверстии корпуса / на двух ша,риконодщипниках 7 и 8 установлена внутренняя шестерня 9. Шарикоподщипники 7 }1 S закреплены на щестерне 9 крышкой /(9, а в корпусе / винтами //. В центральное отверстие шестерни 9 с натягом установлен формующий ролик 12 с плоским хвостовиком, входящим в паз шестерни 9. Для регулирования положения формующего ролика }2 на его оси нрсдзсмотрено смешюе кольцо 13. Вынрессовывание формующего ролика 12 можно производить через отверстия в корнусе /ив крышке /(9.
Работа устройства осуществляется следующим образом.
Развалыювочпос устройство устанавливается в шпиндель, имеющий вращение и осевую
1подачу с необходимым усилием. Так как шестерня 2 удерживается на оси вращения вилкой 6, то шестерня 9, обкатывая шестерню 2, вращается в сторону, противоположную шпинделю. Вместе с шестерней 9 вращается формующий ролик 12, плоский хвостовик которого, входящий в паз шестерни 9, играет роль поводка.
При осевом движении шпинделя ролик 12, контактируя с трубой вначале в одной точке,
а затем по линии последовательно раскатывает трубу. Раскатка совершается без проскальзывания формующего ролика 12 относительно трубы, так как он имеет принзднтсльное вращение вокруг собственной оси и вокруг оси
формующего конуса.
Предмет изобретен и я
Устройст 50 для развальцовки концов труб, содерЛсащее корпус с раеположенным в нем вальцующим конусом, отличающееся тем, что, е целью повышения етойкоети инструмента и
улучшения качества поверхности деформируемого участка трубы, хвостовик вальцуюш,его конуса установлен во внутренней шестерне, находящейся в зацеплении с наружной шестерней, при этом обе шестерни расположены в корлусе под углом к его горизонтальной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вальцевания концов труб на конус | 1978 |
|
SU749507A1 |
| Способ и устройство для обработки цилиндрических медных труб, применяемых для изготовления барабанов сушильных машин и т.п. предметов | 1928 |
|
SU25517A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2002 |
|
RU2215617C2 |
| Устройство для развальцовки концов труб на конус | 1990 |
|
SU1784367A1 |
| ЗАХВАТ ДЛЯ ПОДЪЕМА И ПЕРЕМЕЩЕНИЯ АМПУЛ С ПУЧКАМИ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2018 |
|
RU2684394C1 |
| Устройство для развальцовки труб на конус | 1980 |
|
SU880573A2 |
| УСТРОЙСТВО ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ В СКВАЖИНЕ | 2009 |
|
RU2392415C1 |
| УСТРОЙСТВО для РАЗВАЛЬЦОВКИ ТРУБ | 1971 |
|
SU305944A1 |
| ВАЛЬЦОВОЧНАЯ МАШИНКА | 1996 |
|
RU2100122C1 |
| КУЛАЧКОВАЯ МУФТА ТРУБОРАСШИРИТЕЛЯ | 1972 |
|
SU435885A1 |