1
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении изделий повышенной точности и сложной формы прокаткой.
Известна трехвалковая рабочая клеть стана поперечно-винтовой прокатки, содержащая станину, профильные валки с .кассетами н нажимные устройства с упругими элемента,м;и.
При увеличении жесткости трехеалковых клетей такой конструкции с целью повышения точности прокатки необходимо значительно усложнить конструкцию рабочей клети и увеличлть ее габариты за счет введения дополнительных упругих элементов.
С целью создания предварительного напряженного состояния -клети и -повышения точности размеров .прокатываемого изделия в предлагаемой трехвалковой рабочей клети стана поперечно-винтовой лрокатки упругие элементы выполнены в виде двух колец, смонтированных в станине «о оси прокатки на входе и выходе рабочей клети и взаимодействуюи их одновременно с кассета.ми всех валков.
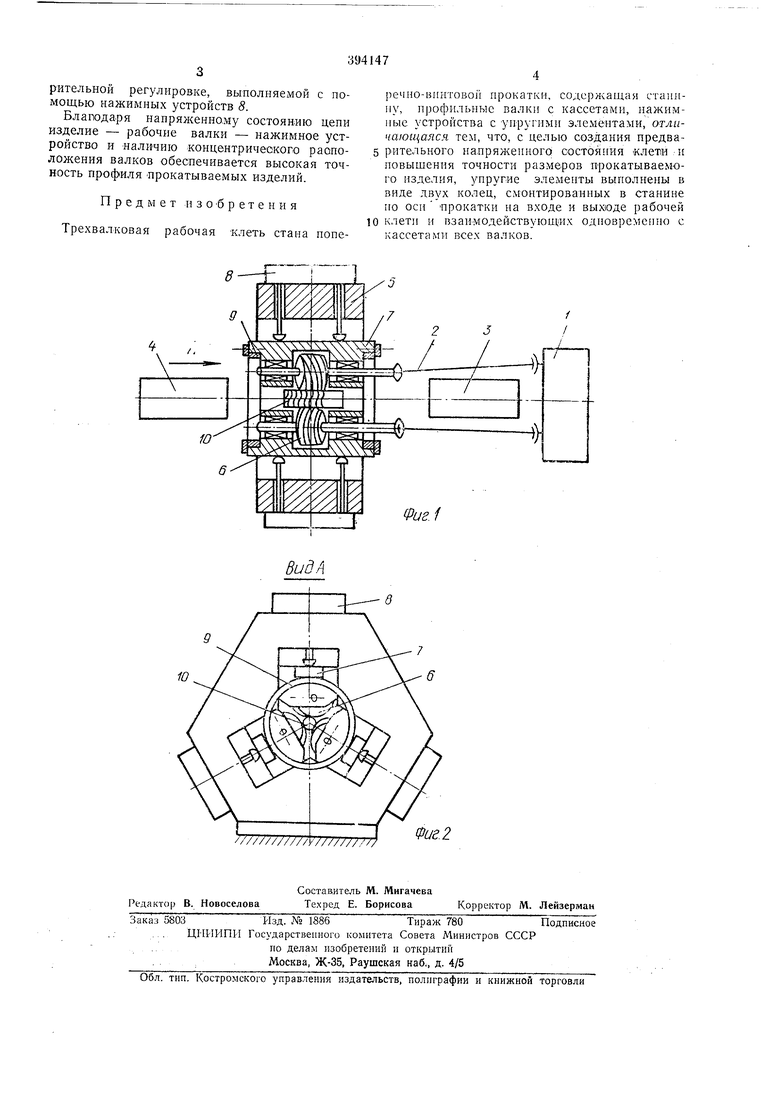
На ф«г. 1 показана предлагаемая рабочая клеть, вид в плане; на фиг. 2 - рабочая клеть, вид спереди.
Стан лоперечио-винтовой прокатки состоит из привода / с выводными шпинделями 2, подающего устройства 3, принимающего устройства 4, рабочей клетп со станиной 5, трех рабочих профильных валков 6 с кассетами 7, нажимных устройств 8 -к упругих элементов, выполненных в виде колец 9. Эти кольца расположены концентрично оси прокатки и сопряжены с кассетами всех валков. Прокатываемое изделие 10 показано в межвалковом .Пространстве. Прокатку изделия W осуществляют тремя
вращающимися рабочими валками 6, соединенными со шпинделями 2 привода 1. Начальное положение валков 6 относительно оси прокатки устанавливают с помощью нажнмных устройств 8, которые, воздействуя через кассеты 7 ил кольца 9, создают напряженное состояние с усилием, равным или преимущественно превышающим усилие, возникающее при прокатке издел.ия, что обеспечивает гарантированную выборку люфтов и
Предварительное напряжение клети.
РЬделие 10 поступает в зону прокатки с помощью подающего устройства 3, и по окончании -прокатки изделие попадает в приемник 4.
Упругие элементы 9 служат не только для выборки люфтов и предварительного напряжения, они одновременно являются элементами, позволяющими обеспечить симметричное расположение рабочих валков относительно
оси прокатк-и, что производится при предва
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ | 1973 |
|
SU404535A1 |
| ТРЕХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1971 |
|
SU306883A1 |
| Рабочая клеть стана винтовой прокатки | 1990 |
|
SU1759488A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Кольцепрокатный стан | 1975 |
|
SU824535A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2430801C2 |
| РАБОЧАЯ КЛЕТЬ КОСОВАЛКОВОГО СТАНА | 1973 |
|
SU380376A1 |
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |
