Изобретение относится к трубопрокатному производству, а точнее к конструкции трехвалковой клети продольной прокатки, и может быть использовано в калибровочных и других станах с трехвалковыми клетями.
Одним из главных направлений при создании станов продольной прокатки является повышение качества прокатываемых изделий. В свою очередь главным компонентом качества продукции является точность выпускаемых изделий, которая прямо зависит от точности расточки калибра и возможности компенсации незначительного износа калибра за счет одновременного радиального перемещения валков.
Известна трехвалковая клеть продольной прокатки, см. патент Германии №10316650, кл. В21В 31/10, В21В 31/07, заявл. 11.04.03, опубл. 21.10.04.
Эта клеть содержит неразъемный корпус с тремя расположенными по кругу окнами, установленные в окнах и образующие калибр три валка с индивидуальными приводами вращения, закрепленные каждый на втулке, расположенной на полом валу, размещенные на втулках по обе стороны валка два подшипника качения, тяга, расположенная внутри полого вала и соединенная с ним посредством зубчатой втулки с гайкой с одной стороны и торцевой шайбой с другой стороны.
Отверстия под подшипники качения во втулках выполнены эксцентрично относительно их наружной цилиндрической поверхности скольжения, а сами втулки через червячную передачу соединены с приводами, при вращении которых осуществляется радиальное перемещение узлов валков.
Недостатком известной конструкции трехвалковой клети продольной прокатки является недостаточная жесткость калибра валков и недостаточная ее надежность, так как втулки с валками одним концом размещены на коротком полом консольно закрепленном валу, а другим концом - на торцевом зубчатом зацеплении. Следует отметить, что максимальное радиальное усилие, действующее на каждый валок при производстве бесшовных труб диаметром до 200 мм включительно, составляет 500000 Н.
Другим недостатком конструкции трехвалковой клети является невозможность получить высокую точность калибра валков как при механической обработке, так и в процессе работы из-за наличия радиальных зазоров в соединениях втулок с подшипниками качения, а также в зубчатом торцевом соединении втулки валка и втулки, несущей подшипники качения и передающей крутящий момент.
Недостатком известной конструкции трехвалковой клети является также наличие шести механизмов радиальной регулировки валков, не имеющих жесткой кинематической связи. Это техническое решение усложняет, удорожает ее конструкцию и не гарантирует точность расположения валков и, как следствие, не обеспечивает в процессе работы высокое качество труб.
Из известных наиболее близкой по технической сущности является трехвалковая клеть продольной прокатки, описанная в патенте США №2001/0035037, кл. В21В 13/10, заявл. 28.03.2000 г., опубл. 01.11.2001 г.
Эта клеть содержит неразъемную станину с тремя расположенными по кругу торцевыми окнами, образующие калибр три валка с корпусами, полыми валами, состоящими из двух частей, которые соединены с помощью тяг, размещенных внутри валов, причем каждый вал смонтирован на подшипниках качения эксцентрично в корпусе, состоящем из трех частей, индивидуальные приводы вращения валков и механизмы радиального перемещения валков.
В двух местах максимального сближения корпуса взаимодействуют друг с другом через конические зубчатые соединения.
Для совместного поворота корпусов при радиальной регулировке валков один из них снабжен коническим зубчатым сектором, который взаимодействует с реечным приводом поворота.
Недостатком известной конструкции является недостаточная жесткость калибра и недостаточная ее надежность, так как каждый валок монтируется на разъемном валу. Крепление валка на двух частях разъемного вала обеспечивается за счет сил трения на торцах валков и полого вала, создаваемых тягой. Как отмечалось выше, максимальное радиальное усилие, действующее на каждый валок при производстве бесшовных труб диаметром 200 мм, составляет 500000 Н.
Другим недостатком известной конструкции клети является невозможность получить высокую точность калибра валков при их механической обработке из-за наличия радиальных зазоров в подшипниках качения и отсутствие надежной базовой поверхности для размещения валка.
Недостаток клети заключается также в том, что механизм радиальной регулировки валков, выполненный в виде конических передач и размещенный внутри клети в зоне валков, усложняет конструкцию, увеличивает ее габариты.
Очень сложно при наличии составного корпуса, составного вала обеспечить одновременно точное осевое и радиальное расположения валков и необходимые зазоры в конических зубчатых передачах механизма радиальной регулировки валков.
Задача настоящего изобретения состоит в создании трехвалковой клети продольной прокатки, позволяющей повысить жесткость калибра и точность его обработки, а также повысить надежность ее конструкции.
Поставленная задача достигается тем, что в трехвалковой клети продольной прокатки, содержащей неразъемную станину с тремя расположенными по кругу торцевыми окнами, образующие калибр три валка с корпусами, полыми валами с размещенными внутри тягами, подшипниками качения, индивидуальные приводы вращения валков и механизмы радиального перемещения валков, согласно изобретению валки и подшипники качения смонтированы на полых валах посредством втулок, корпус каждого валка размещен с возможностью перемещения в выполненных под них в станине дополнительных радиальных окнах прямоугольного сечения и двумя осями шарнирно соединен с механизмом радиального перемещения, выполненного в виде двух колец с внутренними цилиндрическими поверхностями, наклонными сквозными пазами с установленными в них ползунами и наружными рычагами-ушами с цилиндрическими отверстиями, при этом кольца внутренней цилиндрической поверхностью размещены на цилиндрической поверхности торцев станины и установлены с возможностью поворота вокруг оси прокатки посредством стяжки, один конец которой шарнирно соединен через предусмотренную траверсу с цилиндрическими отверстиями рычагов-ушей, а второй - со станиной, при этом на каждом торце валка выполнены впадины, в которых жестко закреплены съемные технологические упругие полукольца с величиной превышения их наружной поверхности над поверхностью валка на величину, равную половине зазора в нерабочей части калибра.
Такое конструктивное выполнение трехвалковой клети продольной прокатки позволит повысить жесткость калибра как в процессе совместной обработки валков, так и в процессе эксплуатации. Это достигается благодаря размещению на одном цельном валу втулки с валком и втулок с подшипниками качения. Выбор радиальных зазоров и создание в них напряженного состояния за счет силового нагружения узлов валков с помощью механизма их радиального перемещения позволит повысить точность калибра при их совместной обработке в сборе на металлорежущем станке.
Конструктивное выполнение механизма радиальной регулировки позволяет повысить надежность клети, ее ремонтопригодность и срок службы за счет многократной переточки калибра каждого типоразмера трубы.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
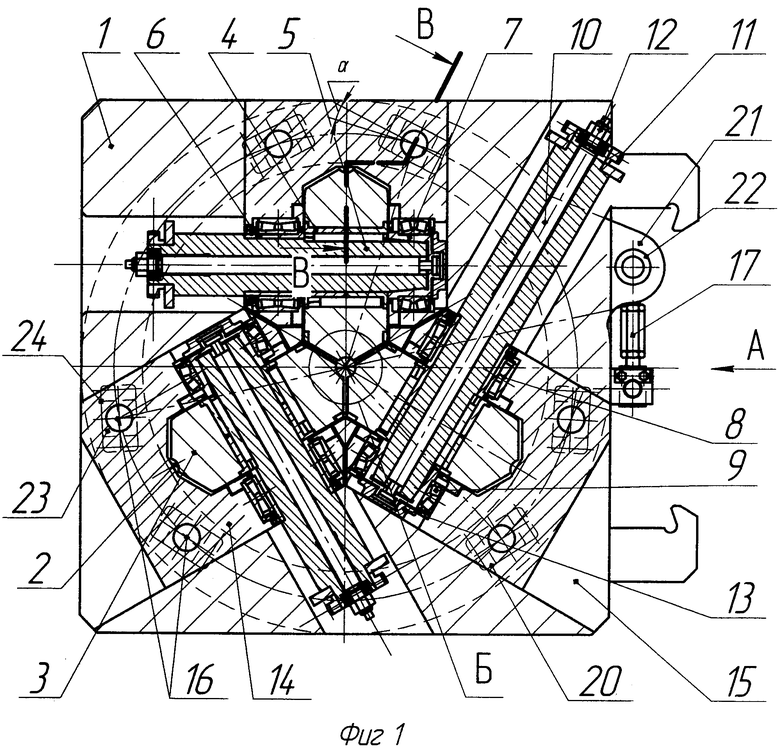
на фиг.1 изображена трехвалковая клеть продольной прокатки;
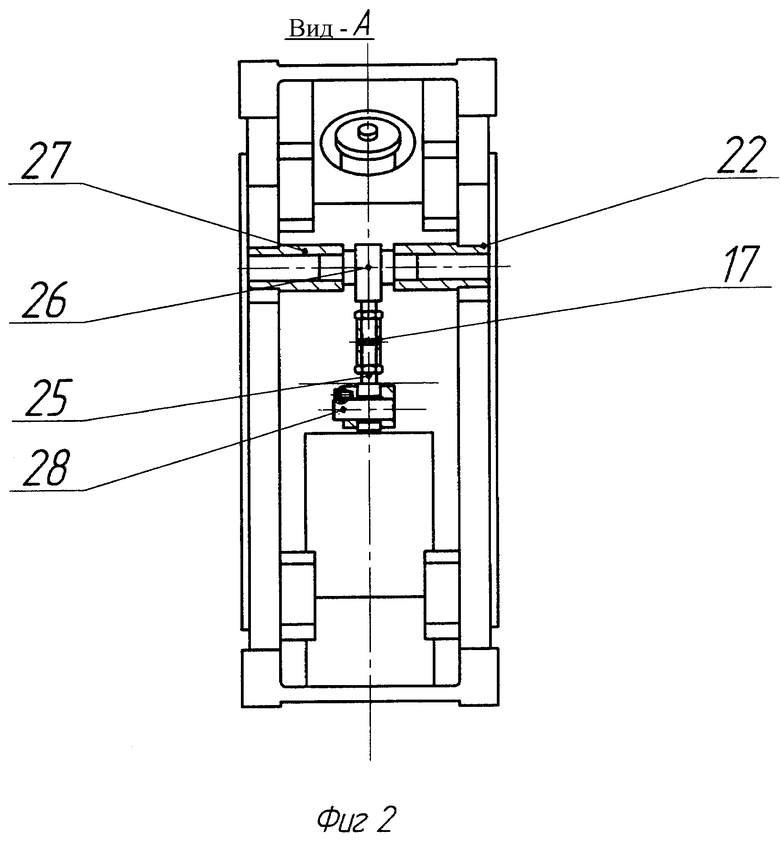
на фиг.2 - вид по стрелке А на фиг.1;
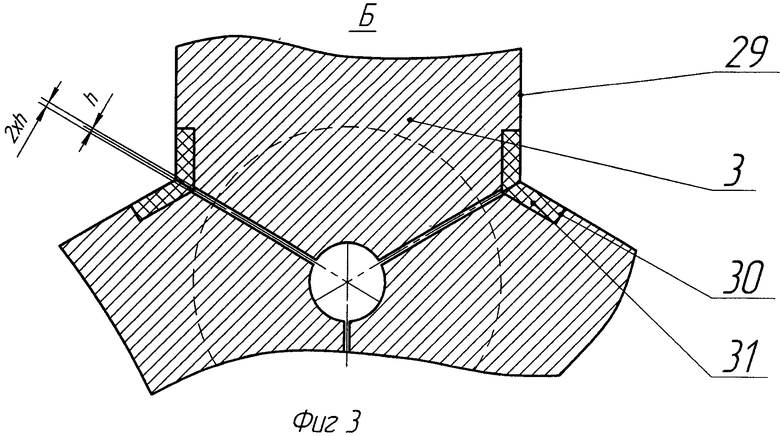
на фиг.3 - место Б на фиг.1;
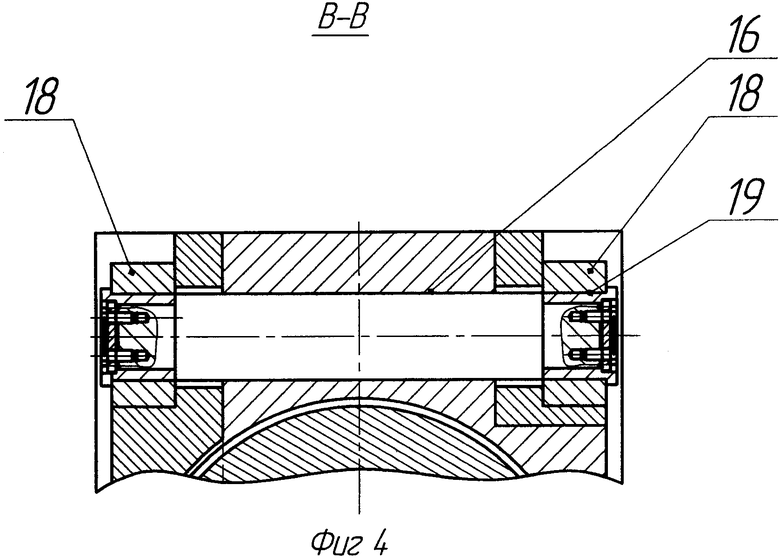
на фиг.4 - разрез В-В на фиг.1.
Трехвалковая клеть продольной прокатки содержит станину 1 с тремя расположенными по кругу торцевыми окнами 2, установленные в окнах и образующие калибр три валка 3 с индивидуальными приводами вращения. Каждый валок 3 закреплен на втулке 4, размещенной на полом валу 5. По обе стороны от валка 3 на полом валу расположены втулки 6, 7 с подшипниками качения 8, 9.
Внутри полого вала 5 расположена тяга 10, соединенная с ним посредством зубчатой втулки 11 с гайкой 12 с одной стороны и торцевой шайбой 13 с другой стороны. Валок с втулками 4, 6, 7, подшипниками качения 8, 9 и тягой 10 смонтированы в корпусе 14, который размещен с возможностью перемещения в дополнительных радиальных прямоугольного сечения окнах 15 станины 1. С помощью двух осей 16 корпус 14 шарнирно соединен с механизмом радиального перемещения 17, который выполнен в виде двух колец 18 с внутренними цилиндрическими поверхностями 19, наклонными сквозными пазами 20, рычагами-ушами 21 с цилиндрическими отверстиями 22.
В наклонных пазах 20 установлены ползуны 23, которые своими отверстиями взаимодействуют с осями 16. Внутренние цилиндрические поверхности 19 колец 18 установлены с возможностью поворота вокруг цилиндрических поверхностей 24, выполненных на торцах станины 1, посредством стяжки 25.
Стяжки 25 одним концом шарнирно соединены через траверсы 26, оси 27 с рычагами-ушами 21, а другим - с помощью осей 28 со станиной 1.
На каждом торце 29 валка 3 выполнены впадины 30, в которых жестко закреплены съемные резиновые полиуретановые технологические полукольца 31.
Наружные поверхности каждого полукольца 31 имеют превышения h их наружной поверхности над наружной поверхностью валка на величину, равную половине величины зазора в нерабочей части калибра.
Трехвалковая клеть работает следующим образом.
Через зубчатую втулку 11 на полый вал 5 и втулку 4 передается крутящий момент от привода. Радиальные и осевые усилия прокатки воспринимают подшипники качения 8, 9. Для исключения осевого перемещения валка 3 внутри полого вала 5 расположена тяга 10. Перед расточкой калибра валков 3 на металлорежущем станке с двух торцов валка 3 закрепляют технологические полукольца 31.
Далее при вращении стяжки 25 уменьшается расстояние между осями 27, 28, благодаря чему кольца поворачиваются одновременно по часовой стрелке (см. фиг.1) При наличии угла α между касательной, проведенной через центры осей 16, и осью сквозных наклонных пазов 20, с помощью осей 16 корпусы 14 вместе с валками 3 перемещаются до упора наружных поверхностей технологических полуколец 31 и выбора всех зазоров во втулках 4, 6, 7 и подшипниках качения 8, 9. После этого производится обработка калибра валков 3 на специальном металлорежущем станке, который оснащен приводом синхронного вращения всех трех валков и приводным шпинделем с режущей головкой. В процессе нарезки калибра за счет постоянного упора друг в друга технологических резиновых (полиуретановых) полуколец 31 в каждом валке 3 в сборе с полым валом, втулками и подшипниками качения при их вращении приводом станка постоянно в радиальном направлении от центра калибра выбираются все зазоры.
Благодаря этому достигается высокая точность нарезки калибра по длине окружности каждого валка, а в процессе калибровки - высокая точность геометрии прокатываемых (калибруемых) труб. После обработки калибра валков технологические полукольца снимаются.
Радиальный ход валков является величиной переточек каждого типоразмера труб.
Предложенная трехвалковая клеть продольной прокатки по сравнению с известными позволит повысить жесткость калибра, точность его обработки, а также повысить надежность ее конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ | 2009 |
|
RU2430800C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Рабочая клеть для прокатки тавровых профилей | 1978 |
|
SU778848A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| ЧЕТЫРЕХВАЛКОВАЯ КАЛИБРОВОЧНАЯ КЛЕТЬ | 2010 |
|
RU2450874C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2006 |
|
RU2343023C2 |
Изобретение предназначено для повышения надежности конструкции клети и срока службы на каждом используемом типоразмере валков в трубопрокатном производстве. Трехвалковая клеть продольной прокатки содержит неразъемную станину с тремя расположенными по кругу торцевыми окнами, образующие калибр три валка с корпусами, полыми валами с размещенными внутри тягами, подшипниками качения, индивидуальные приводы вращения валков и механизмы радиального перемещения валков. Повышение жесткости и точности калибра посредством выборки зазоров и создания напряженного состояния в узлах валков обеспечивается за счет того, что валки и подшипники качения смонтированы на полых валах посредством втулок, корпус каждого валка размещен с возможностью перемещения в дополнительных радиальных окнах прямоугольного сечения в станине и шарнирно соединен с механизмом радиального перемещения, выполненного в виде двух колец с внутренними цилиндрическими поверхностями, наклонными сквозными пазами с установленными в них ползунами и наружными рычагами-ушами, кольца внутренней цилиндрической поверхностью размещены на цилиндрической поверхности торцев станины и установлены с возможностью поворота вокруг оси прокатки, на каждом торце валка выполнены впадины, в которых жестко закреплены съемные технологические упругие полукольца с величиной превышения их наружной поверхности над поверхностью валка на величину, равную половине зазора в нерабочей части калибра. 4 ил.
Трехвалковая клеть продольной прокатки, содержащая неразъемную станину с тремя расположенными по кругу торцевыми окнами, образующие калибр три валка с корпусами, полыми валами с размещенными внутри тягами, подшипниками качения, индивидуальные приводы вращения валков и механизмы радиального перемещения валков, отличающаяся тем, что валки и подшипники качения смонтированы на полых валах посредством втулок, корпус каждого валка размещен с возможностью перемещения в выполненных под них в станине дополнительных радиальных окнах прямоугольного сечения и двумя осями шарнирно соединен с механизмом радиального перемещения, выполненного в виде двух колец с внутренними цилиндрическими поверхностями, наклонными сквозными пазами с установленными в них ползунами и наружными рычагами-ушами с цилиндрическими отверстиями, при этом кольца внутренней цилиндрической поверхностью размещены на цилиндрической поверхности торцов станины и установлены с возможностью поворота вокруг оси прокатки посредством стяжки, один конец которой шарнирно соединен через предусмотренную траверсу с цилиндрическими отверстиями рычагов-ушей, а второй - со станиной, при этом на каждом торце валка выполнены впадины, в которых жестко закреплены съемные технологические упругие полукольца с величиной превышения их наружной поверхности над поверхностью валка на величину, равную половине зазора в нерабочей части калибра.
| US 2001035037 A1, 01.11.2001 | |||
| НЕПРЕРЫВНЫЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2345850C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2006 |
|
RU2345851C2 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
| JP 6254608 A, 13.09.1994. | |||

