1
Изобретение относится к холодной лериодической Лрокатке труб.
Известны способы прокатки труб на станах периодического действия, когда лро/катку осуществляют -на лодаижной оправ-ке, которая И1меет возмож ность ;перемещения по ходу 1ро«ат1ки вместе с заготовкой и отводится против хода -прокатки в .крайдаих положениях клети. Заготовку перемещают только по ходу Прокатки для лодачи ее в очаг деформации.
При извест1Ном способе трокатки деформация заготовки осуществляется как ,при рабочем, та-к и при холостОМ ходе рабочей клети, что -приводит в некоторых случаях к стыковке концов прокатываемых труб.
С целью предотвращения дефорлшции заroTOBOiK и стыковки концов прокатываемых труб лр:и холосто.м ходе, заготовку перед холостым ходО.м смещают против хода п.рокатки на величину перемещ-еиия отправки.
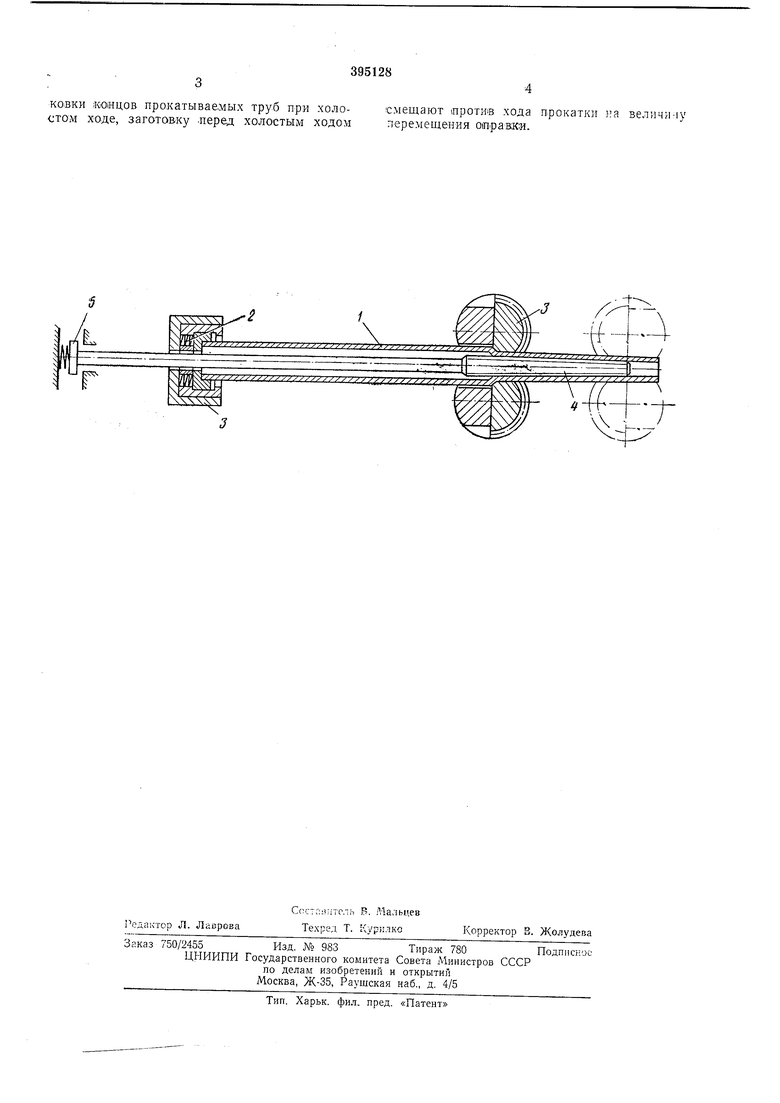
На чертеже изображена схема осуществления Предлагаемого способа Т1рокат1ки.
Сущность способа заключается в то-.м, что исходную трубяую заготовку /, подпружиненную посредства.м пружииы 2, деформируют пильгерны.ми ладвяжными валкали 3 на оправке 4, установленной с возможностью (перемещения лри лря1мом и холостом ходе посредством пружины .7, причем перед холостым хоДОМ заготовку / леремещают против ходастрокатки на величину перемещения оиравки.
При рабочем ходе валки 3, перемещаясь по заготовке 7, заставляют перемещаться подпружиненные оправку 4 и заготовку 1 вперед. Пружины 2 заготовки и 3 оправки при этом растягиваются. Действующее иа трубу в процессе прокатки осевое усилие будет направлено в сторону выхода готовой трубы. Перед холостым ХОД01М 1калибры рабочих валков 3 образуют «зев п освобожденные заготовка / и оправка 4 под действием 2 и 5 перемещаются против хода прокатки. Происходит смещение сечений ра-бочего конуса заготовки относительно первоначального положения. Таким образом, при обратном ходе рабочие валки уже не контактируют с рабочим .конусом и обжатие заготовки отсутствует.
Перед рабочим ходом валков происходит подача заготовки по ходу прокатки в о-чаг дефоршации, процесс пракатки повторяется.
Пред .м е т изобретения
Способ холодной прокатки труб, включающий деформацию трубной заготовки лильгерны.ми лодвижными валками на подвижной оправке, перемещаемой по ходу и против хода прокатки, отличающийся тем, что, с целью предотвращения деформации заготовок и стыковки концов прокатываемых труб при холостом ходе, заготовку .перед холостым ходом
смещают против хода прокатки на величя-iy перемещения оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления мерных труб на пилигримовом стане | 1975 |
|
SU550188A1 |
| Привод качания пилигримовых валков стана холодной прокатки труб | 1980 |
|
SU944692A1 |
| Способ холодной двухрядной прокатки труб | 1971 |
|
SU345726A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686788A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682291A1 |
| СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1971 |
|
SU312635A1 |
| ПРИВОД ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU423534A1 |
| ВАЛОК СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1973 |
|
SU366900A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ В ДВУХ ВЗАИМНО ПЕРПЕНДИКУЛЯРНЫХ ПАРАХ ВАЛКОВ ПЕРЕМЕННОГО РАДИУСА | 1998 |
|
RU2129926C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ КАЛИБРОВ | 1972 |
|
SU332921A1 |