1
Изобретение относится к трубопрокатному производству, а именно к приводу пилигримовых валков стана холодной прокатки труб.
Известен привод качания пилигримовых валков стана холодной прокатки труб, содержащий установленную на шейке рабочего валка ведущую шестерню и периодически взаимодействующие с ней основную и дополнительную рей- Q ки, расположенные по разные стороны ведущей шестерни. В процессе работы . при прямом и обратном ходе валков сохраняется постоянное направление их вращения и между валком и заготов-J5 кой образуется зазор, чем предотвращается деформация при обратном ходе валков D.
Однако это устройство применено 20 лишь в зубчато-реечном приводе валков с использованием полудисковых калибров и не может применяться при использовании подковообразных и кольцевых калибров, что ограничивает область его применения.
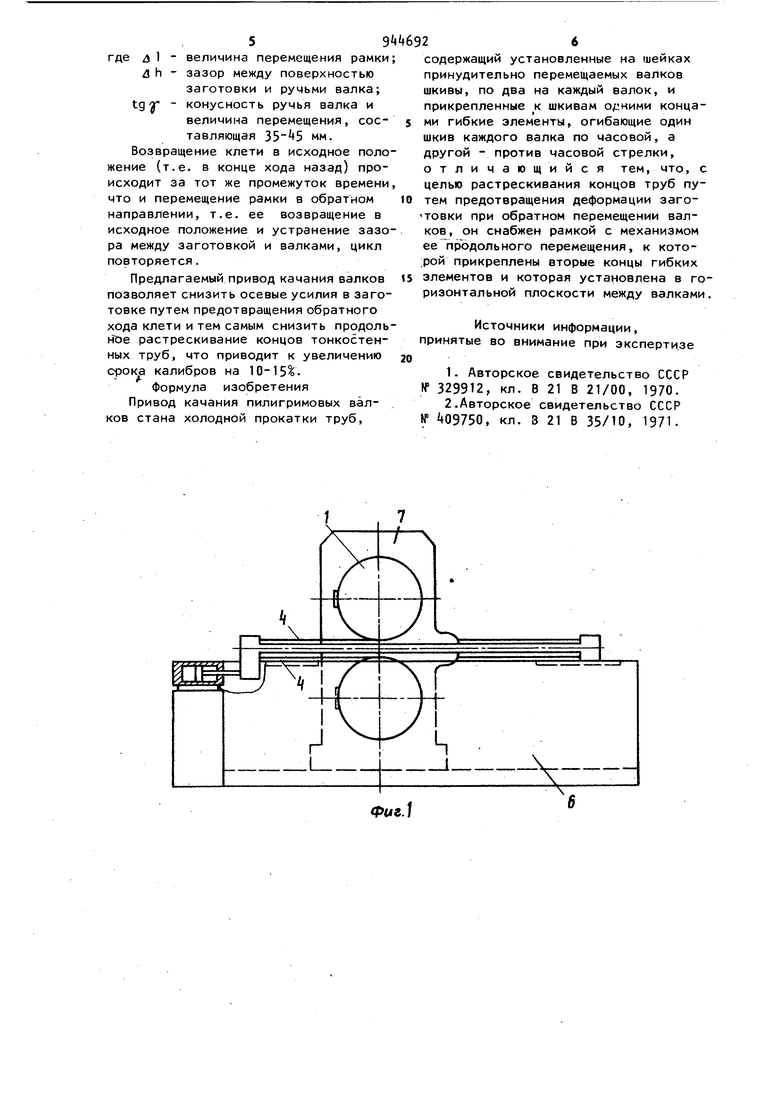
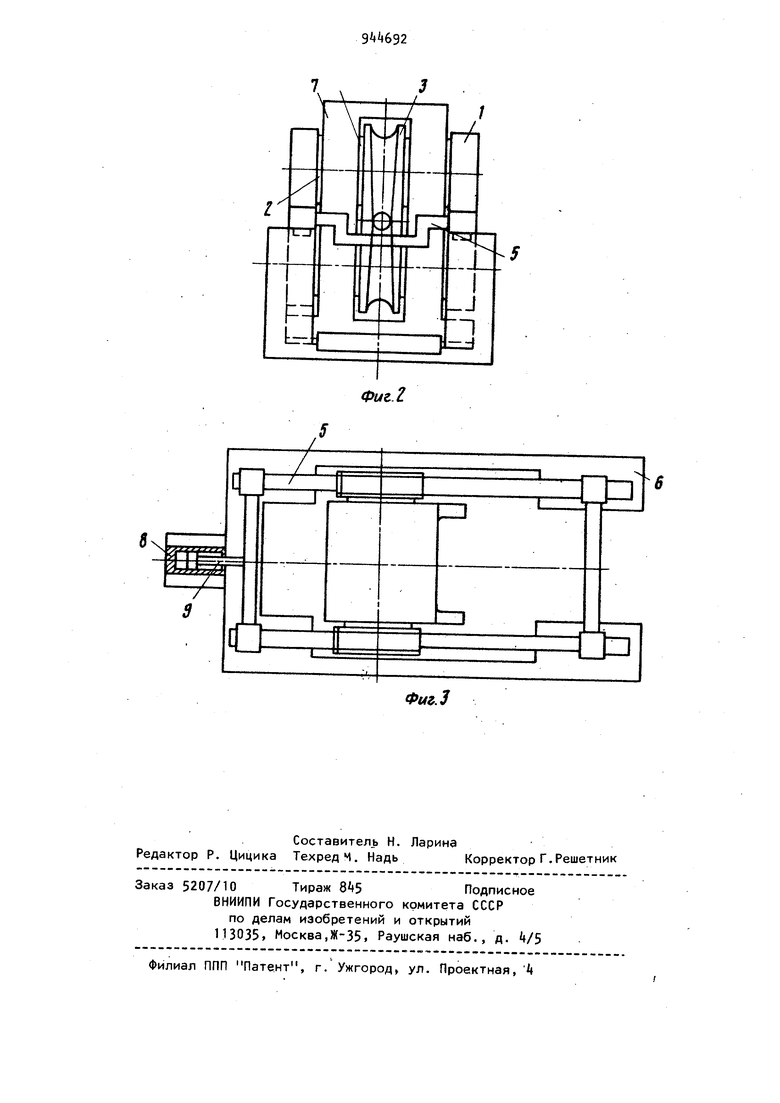
Наиболее близким техническим решением к изобретению является привод качания пилигримовых валков стана холодной прокатки труб, содержащий установленные на шейках принудительно перемещаемых возвратно-поступательно валков шкивы, по два на каждый валок, и прикрепленные к шкивам одними концами гибкие элементы, огибающие один шкив каждого валка по часовой другой - против стрелки, и другие концы гибких элементов закреплены на неподвижных опорах Г }Такал конструкция обеспечивает деформацию заготовки валками как при прямом, так и при обратном ходе их. Деформация заготовки валками при обратном ходе является причиной возник-, новения больших осевых сжимающих усилий повышенного удельного давления на контактной поверхности прокатываемого металла с ручьем валков и продольного растрескивания концов труб, особенно тонкостенных. Это вызывает повышенный износ калибров, дополнительный расход металла. Целью изобретения является снижение растрескивания концов труб путем предотвращения деформации заготовки при обратном перемещении валков. Поставленная цель достигается тем что привод качания пилигримовых валков стана холодной прокатки труб,содержащий установленные на шейках при нудительно перемещаемых валков шкивы по два на каждый валок, прикрепленны к шкивам одними концами гибкие элементы, огибающие один шкив каждого Iвалка по часовой, а другой - против часовой стрелки, снабжен рамкой с механизмом ее продольного перемещения, к которой прикреплены вторые концы гибких элементов, и которая установлена в горизонтальной плоскос ти между валками. Наличие приводной рамки с прикреп ленными к ней вторыми концами гибких элементов позволяет в конце прямого хода валков (клети), когда клеть находится в крайнем переднем положении и калибры валков охватывают трубу своим зевом (зевом поворота), про исходит за время, равное времени поворота трубы, производить перемещени каретки в направлении прямого хода, что вызывает соответствующий дополни тельный поворот шкивов и валков. А так как радиус ручья валков по его гребню переменный и уменьшается от калибрующего участка к редуцирующему то этот поворот вызывает размыкание контакта между поверхностью рабочего конуса заготовки и валками при обратном ходе валков с образованием зазора по всей длине рабочего конуса что приводит к снижению растрескивания концов труб. На фиг. 1 представлен привод кача ния валков, установленный в подвижной клети стана, общий вид; на фиг. 2 - то же, вид сбоку; на фиг.З то же-, вид сверху. Предлагаемый привод валков содержит шкивы 1, установленнь1е на обоих шейках 2 пили гримового валка 3 и прикрепленные шкивам одними концами гибкие элементы 4, огибающие, один шкив каждого валка по часовой, а дру гой - против часовой стрелки. Вторые концы гибких элементов всех четырех шкивов (два на каждый валок) прикреплены к рамке 5, которая имеет механизм ее продольного перемещения и установлена в горизонтальной плоскости на станине 6 между валками 3. охватывая их и клеть 7В качестве механизма продольного перемещения рамки может быть использован гидроцилиндр с неподвижным корпусом 8 и прикрепленным к рамке штоком 9- Также можно использовать любой другой механизм,например рычажный пружинный толкатель. Валки имеют ручей с переменным радиусом RC гребня и рабочими участками редуцирования, обжатия и калибровки, а также холостыми зевами подачи-поворота (не показаны). Привод качания валков работает следующим образом. При прямом ходе клети 7 принудительно -перемещаемые ей валки 3, приводимые во вращение гибкими элементами 4 и шкивами 1, осуществляют своими рабочими участками деформацию заготовки. В конце прямого хода, когда клеть находится в крайнем переднем положении и ручьи валков охватывают трубу своим зевом, происходит за время, равное времени поворота трубы, перемещение рамки 5 посредством штока Э гидроцилиндра на заданную величину в направлении прямого хода. Перемещение рамки с закрепленными в ней концами гибких элементов вызывает соответствующий поворот шкивов и валков. При этом вследствие того, что величина радиуса Rp калибра по гребню ручья переменна по всей длине зоны деформации и уменьшается от калибрующего участка к редуцирующему, такой поворот валка .вызывает размыкание контакта между поверхностью рабочего конуса заготовки и ру,чьем валка при обратном ходе кле ти с валками и образование зазора по всей длине зоны деформации. Величина зазора может быть различной, оптимальный интервалкоторого составляет 1, мм. В соответствии с интервалом оптимальных значений зазора между ручьем валка и заготовкой при обратном ходе валков интервал оптимальных значений перемещений рамки может быть определен из соотношения
где л 1 величина перемещения рамки Л h - зазор между поверхностью заготовки и ручьми валка; tg - конусность ручья валка и
величина перемещения, соетавляющая мм. Возвращение клети в исходное положение (т.е. в конце хода назад) происходит за тот же промежуток времени что и перемещение рамки в обратном направлении, т.е. ее возвращение в исходное положение и устранение зазора между заготовкой и валками, цикл повторяется.
Предлагаемый привод качания валков позволяет снизить осевые усилия в заготовке путем предотвращения обратного хода клети и тем самым снизить продольное растрескивание концов тонкостенных труб, что приводит к увеличению срока калибров на 10-15%.
Формула изобретения Привод качания пилигримовых валков стана холодной прокатки труб.
содержащий установленные на шейках принудительно перемещаемых валков шкивы, по два на каждый валок, и прикрепленные к шкивам одними концами гибкие элементы, огибающие один шкив каждого валка по часовой, а другой - против часовой стрелки, отличающийся тем, что, с целью растрескивания концов труб путем предотвращения деформации заготовки при обратном перемещении валков, он снабжен рамкой с механизмом ее продольного перемещения, к которой прикреплены вторые концы гибких элементов и которая установлена в горизонтальной плоскости между валками
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 329912, кл. В 21 В 21/00, 1970.
2.Авторское свидетельство СССР № 09750, кл. В 21 В 35/10, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU876219A1 |
| Ручей пилигримового валка | 1981 |
|
SU1007771A1 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Способ периодической прокатки труб | 1980 |
|
SU921646A1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU768499A1 |
| Способ настройки пилигримового стана | 1983 |
|
SU1168307A1 |
| Привод рабочей клети стана холодной прокатки труб | 1984 |
|
SU1178513A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682291A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
0Ut.Z
Фмг.З
