1
Известно устройство для обработки деталей давлением, содержащее нагревательный элемент, электромагнитный датчик температуры точки Кюри, выполненный в виде двух катушек, одна из которых связана с источником переменного тока, а другая - с приводом давления.
Для повышения качества изделия при получении сварного соединения в предлагаемом устройстве катушки датчика расположены по разные стороны от свариваемого стыка, при этом катушка, связанная с приводом давления, электрически связана с нагревательным элементом.
Использование в данном устройстве при сварке состояния сверхпластичности материала, которое отличается увеличенной способностью к деформированию, позволяет снизить усилие осадки и температуру нагрева.
Это позволяет использовать менее мощное оборудование, т. е. снизить габариты и вес сварочных машин, что особенно важно, например, при сварке труб в полевых условиях или в несколько раз увеличить предельные размеры свариваемых деталей. Повышение пластичности в зоне соединения позволяет также снизить припуски на выдавливание металла в грат, что особенно важно при сварке дорогостояших и дефицитных сталей, например при сварке инструмента.
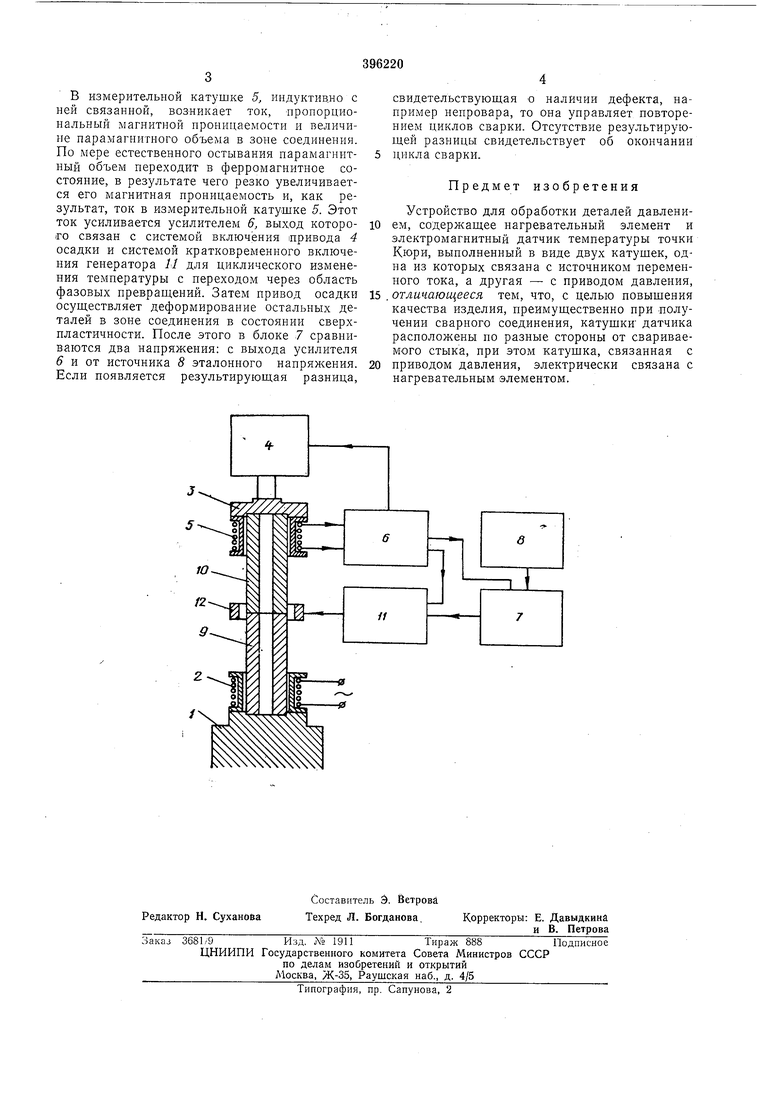
На чертеже схематично показано предлагаемое устройство.
Устройство состоит из неподвижного упора / с возбуждающей катушкой 2, питаемой от
источника переменного напряжения; подвижного упора 3, соединенного с приводом 4 осадки. На подвижном упоре о закреплена измерительная катушка 5, связанная со входом усилителя 6. Выход усилителя 6 связан с системой включения привода осадки и со входом блока 7 сравнения. Вход последнего также связан с источником 8 эталонного напряжения, напряжение которого соответствует напряжению при качественно выполненном сварном соединении. Свариваемые детали 9 и 10 нагревают от генератора 11 индуктором 12.
Генератор // связан с выходами усилителя 6 и блока 7 сравнения.
Устройство работает следующим образом.
Свариваемые детали 9 и 10, зажатые между упорами 1 и 3, нагревают индуктором 12 до температуры несколько выше интервала фазового превращения. Объемы металла, прилегающие к свариваемым поверхностям, расположенные под индуктором и нагретые несколько выше интервала фазового превращения, переходят в парамагнитное состояние. На возбуждающую катушку 2 подают переменное
напряжение.
В измерительной катушке 5, индуктивно с ней связанной, возникает ток, иропорциональный магнитной ироницаемости и величине парамагнитного объема в зоне соединения. По мере естественного остывания нарамагиитный объем нереходит в ферромагнитное состояние, в результате чего резко увеличивается его магнитная проницаемость и, как результат, ток в измерительной катушке 5. Этот ток усиливается усилителем 6, выход которо:го связан с системой включения привода 4 осадки и систеА10й кратковременного включения генератора // для циклического изменения температуры с переходом через область фазовых превращений. Затем привод осадки осуществляет деформирование остальных деталей в зоне соединения в состоянии сверхпластичности. После этого в блоке 7 сравниваются два напряжения: с выхода усилителя 5 и от источника 8 эталонного напряжения. Если появляется результирующая разница.
свидетельствующая о наличии дефекта, например непровара, то она управляет повторением циклов сварки. Отсутствие результирующей разницы свидетельствует об окончании цикла сварки.
Предмет изобретения
Устройство для обработки деталей давлением, содержащее нагревательный элемент и электромагнитный датчик температуры точки Кюри, выполненный в виде двух катущек, одна из которых связана с источником неременного тока, а другая - с приводом давления, . отличающееся тем, что, с целью повыщения качества изделия, преимущественно при получении сварного соединения, катушки датчика расположены но разные стороны от свариваемого стыка, при этом катущка, связанная с приводом давления, электрически связана с нагревательным элементом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1974 |
|
SU484951A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2009818C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| Способ обработки сварных соединений | 1981 |
|
SU1074911A1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧЕСКОГО МАТЕРИАЛА | 2019 |
|
RU2767025C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 1994 |
|
RU2103131C1 |
| Способ сварки давлением металлических изделий | 1990 |
|
SU1757824A1 |
| Способ контроля качества соединений в процессе контактной сварки | 1984 |
|
SU1181821A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
