1
Изобретение касается чистовой обработки материалов ферромагнитной абразивной массой в магнитном поле.
Известно устройство для обработки изделий из немагнитных матер-иалов ферромагнитным абразивом, удерживаемым на вращающемся электромагнитном диске и поджимаемым к обрабатываемой поверхности изделия силами магнитного поля.
Целью изобретения является упрощение конструкции устройства.
Это достигается тем, что электромагнит неподвижно установлен на станине, являющейся магнитопроводом, и расположен с необрабатываемой стороны изделия, а с обрабатываемой стороны изделия расположен вращающийся цилиндр .нз магнитного материала.
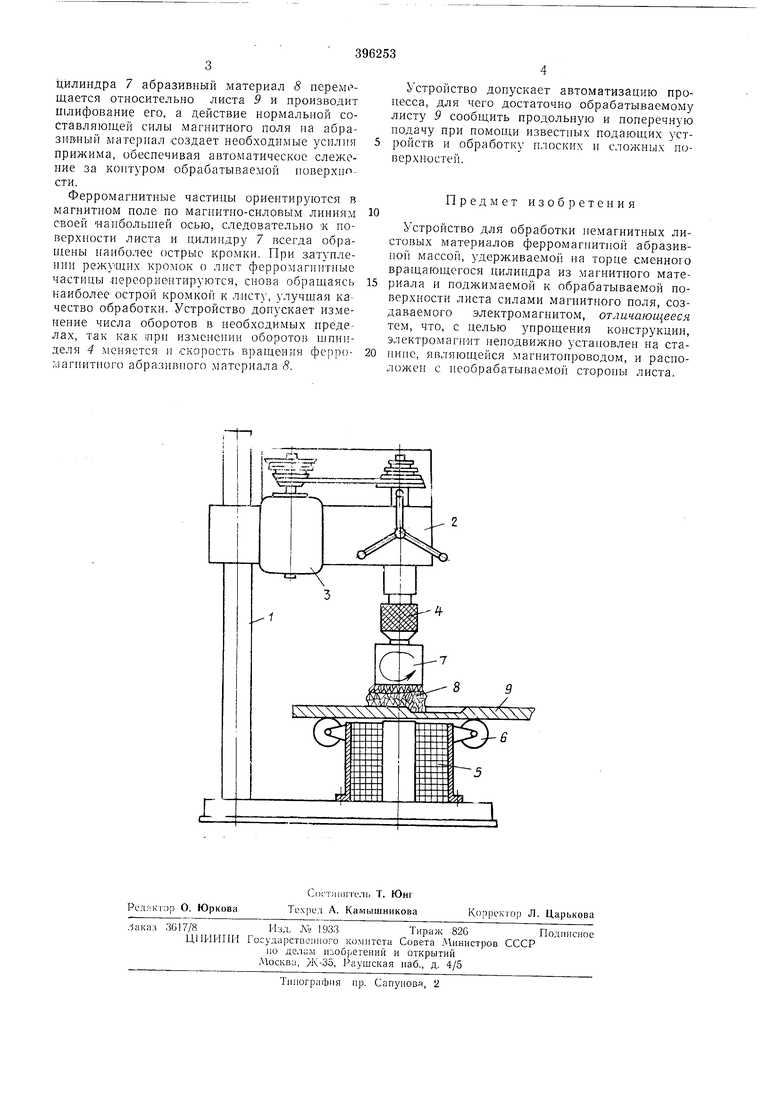
На чертеже изображено предлагаемое устройство.
Оно содержит станину /, подвижный корпус 2 с электродвигателем 3 и щпиндель 4. На станине станка неподвижно смонтирован постоянный электромагнит 5, на корпусе которого укреплены ролики 6. В щпинделе укреплен железный цилиндр 7 соосно с сердечником постоянного электромагнита. Обрабатываемый лист 9 устанавливается на роликах 6, а ферромагнитный абразивный материал 8 насыпается на лист 9 в зону под цилиндр 7.
Подлежащий обработке лист 9 устанавливается на ролики 6, расположенные так, что между листом и постоянным электромагнитом 5 образуется минимально возможный зазор. Шпиндель 4 поднимается вверх, и на лист насыпается ферромагнитный абразивный материал 8. На электромагнит подается напряжение постоянного тока. Частипы ферромагнитн-ого абразивного материала под действием сил
магнитного поля притягиваются к железному цилиндру 7, образуя между цилиндром и обрабатываемой поверхностью своеобразный режущий инструмент в виде абразивной щетки. При этом роль магнитопровода выполняет
станина станка, подвижный корпус и щпиндель с закрепленным в нем железным цилиндром 7.
После этого включается электродвигатель 3 станка, и цилиндр вращается, увлекая во вращение абразивный материал, который под действием сил магнитного поля оказывает нормальное давление на обрабатываемую поверхность. Величина нормального давления зависит от величины зазора между железным цилиндром и сердечником постоянного электромагнита.
Подымая или опуская щпиндель 4, можно менять усилие прижима и, следовательно величину съема материала обрабатываемого места 9. Вследствие вращательного дв;ижения
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки деталей | 1974 |
|
SU504632A1 |
| Круглый ткацкий станок | 1935 |
|
SU50114A1 |
| Станок для просветления оптических деталей | 1959 |
|
SU133206A1 |
| Станок для абразивной обработки вращающимися щетками деталей типа дисков | 1979 |
|
SU889409A1 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| СПОСОБ БЕСЦЕНТРОВОЙ АБРАЗИВНОЙ ДОВОДКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344919C2 |
| Роторный станок для магнитно-абразивной обработки | 1975 |
|
SU753615A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1980 |
|
SU931415A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ И ПЕРЕМЕШИВАНИЯ ПИЩЕВЫХ ПРОДУКТОВ | 1992 |
|
RU2045194C1 |
