1
Известна установка для индукщионного нагрева внутренних пове|рхностей изделий, содержащая ийдукторы, корпус, механизм перемещения я приводы.
Целью изобретения является повышение качества обработки и расширение номенклатурынагреваемых изделий.
Для этого корпус выполнен в виде шарнирно-рычажной системы, а индукторы укреплены на корпусе с возможностью их перемещения.
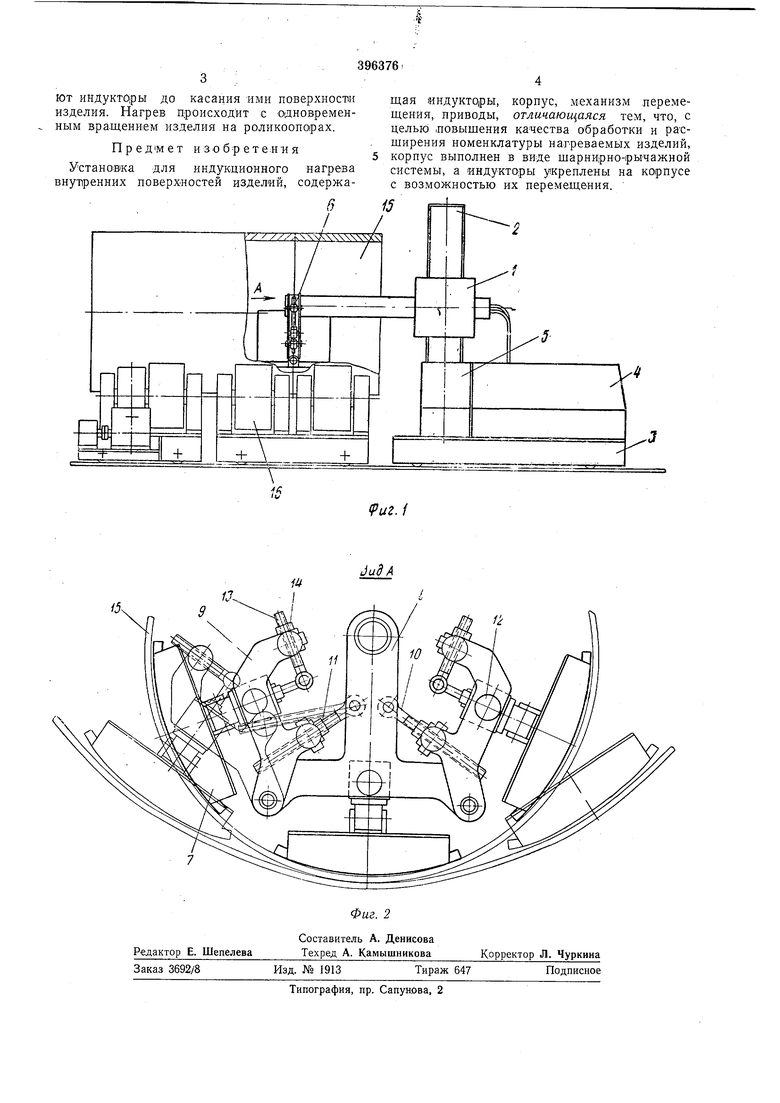
На фиг. 1 по-казана предлагаемая установка для индукционного нагрева внутренних поверхностей изделий, общий вид; на фиг. 2 - вид по стрелке А.
Установка состоит из консольной балкп /, перемещающейся по стойке 2. Стойка закреплена неподвижно «а тележке 3, на которой размещаются щкаф с конденсаторами 4 и пульт управления 5.
На конще консольной балки / жестко закреплен корпус 6, несущий инду кто1ры 7. Корпус выполнен в виде трехзвенной щарнирнорычажной системы и со-стоит из центрального Т-обравного кронштейна 8, по оси котО|рого кр.епится один из индукторов 7, а по концам плеч кронштейна шарнирно крепятся боковые рычаги Я несущие два других индуктора 7. Рычаги 9 с индукторами 7 перемещают в зависимости от диаметра изделия с помощью ВИнта 10 и гайки //. При этом винт
10одним концом шарНирно заделан в центральном Т-образном кронштейне 8, а гайка
11щарннрно - на рычаге 9, что позволяет всей системе при вращении гайки перемещаться по винту и поворачиваться относительно центрального Т-образного кронштейна 8.
Для окончательной настройки индукторов по кривизне изделия шарнирная опора 12 нндуктора связана с винтом .13 и гайкой 14, позволяющими осуществлять поворот индуктора. TaiK как изделия имеют овальность нли коробленпе, то прпжатый к поверхности изделия индуктор своими опО|рами должен повторять при вращешш изделия эти погрешности кривизны, для чего опора 12 индуктора -снабжена пружиной с регулировкой усилия поджатия. Подвод электроэнергии к индукторам осуществляется по гибким кабелям. Охлаждение индукторов обеспечивается проточной водой от цеховой мапистрали. Установка работает следующим о.бразом. К торцу изделия 15, установленного на ролики 16, подводят на тележке кон-сольную
балку с корпусом, несущим индукторы. Настраивают индукторы в зависимости от диаметра изделия по его кривизне, предварительно - с помощью винта 10 и гай1ки 11 и окончательно - с ломощью винта 13 и гайки
14. Затем вводят консольную балку с корпусом внутрь изделия к месту нагрева. Опускают индукторы до касания ими поверхности изделия. Нагрев происходит с одновременным вра.ш,ени;ем изделия на роликоонорах. Предмет изо бр ете.ння Установка для индукционного нагрева внутренних поверхностей изделий, содержащая индукторы, корпус, механизм леремещения, приводы, отличающаяся тем, что, с целью .повышения качества обработки и рэсширения номенклатуры нагреваемых изделий, корпус выполнен в виде шарнирно-рычажной системы, а индукторы укреплены на корпусе с возможностью их перемещения.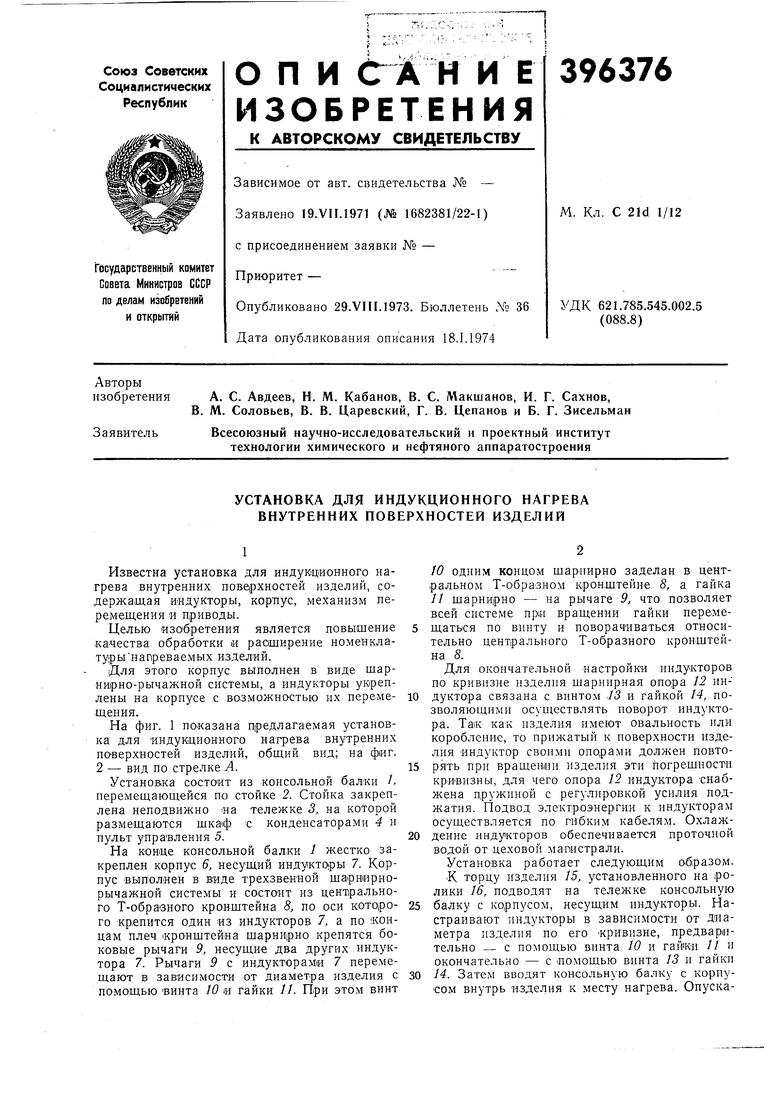
| название | год | авторы | номер документа |
|---|---|---|---|
| Клепальный пресс | 1980 |
|
SU1016031A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1996 |
|
RU2103140C1 |
| Устройство для установки в боксы автомобилей в многоэтажных автоматизированных гаражах | 1990 |
|
SU1825866A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| ГРУЗОЗАХВАТНОЕ УСТРОЙСТВО ДЛЯ ТРУБ | 1972 |
|
SU334160A1 |
| Установка для сварки внутренних продольных швов обечаек | 1976 |
|
SU610647A1 |
| НИЗКОУРОВНЕВЫЙ ТОКАРНЫЙ СТАНОК ПОДВИЖНОГО БАЗИРОВАНИЯ ДЛЯ ВОССТАНОВЛЕНИЯ КОЛЕСНОЙ ПАРЫ | 2021 |
|
RU2759101C1 |
| Устройство для индукционного нагрева | 1990 |
|
SU1779265A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
