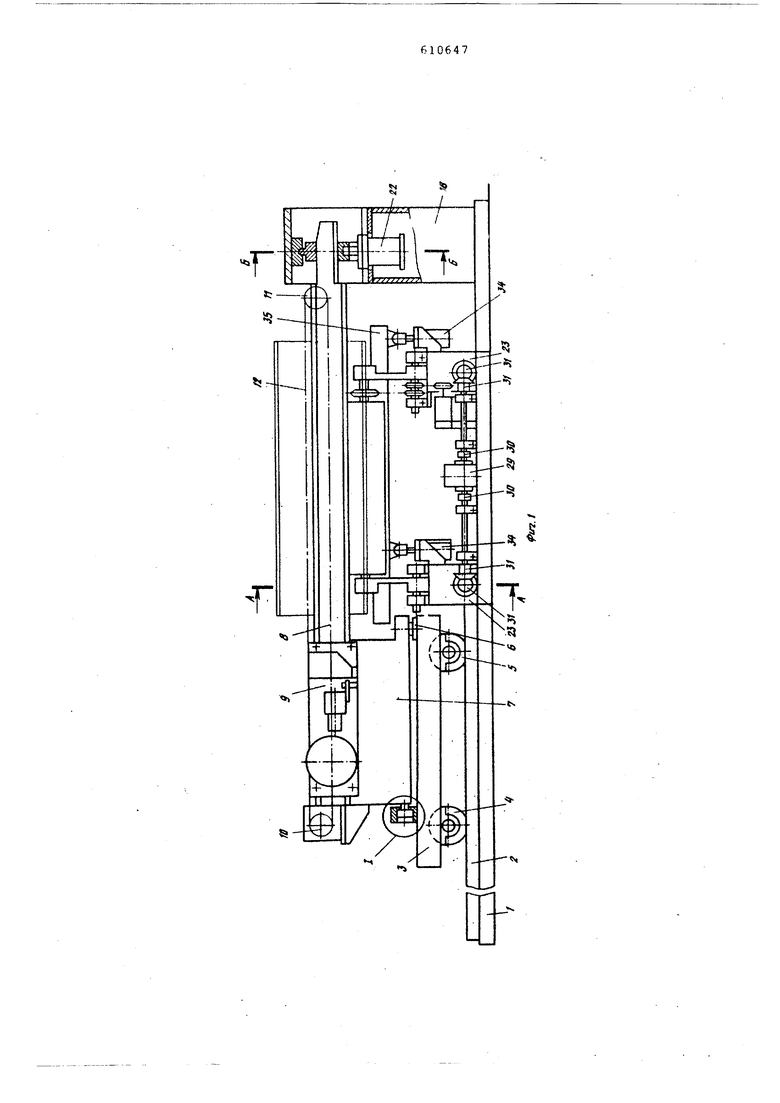
ная тележка 3 с холостой 4 и приводной 5 колесными парами.
На тележке 3 закреплен также кронштейн 6, на котором шарнирно посредртвом подшипника смонтированы консоль 7 с направляющей 8 для сварочной головки 9, состоящей из бункера для флюса, подающего механизма, катушки для сварочной проволоки и привода перемещения головки вдоль направляющей, выполненного в виде приводной 10 и неприводной 1 звездочек и огибающей их цепи 12.
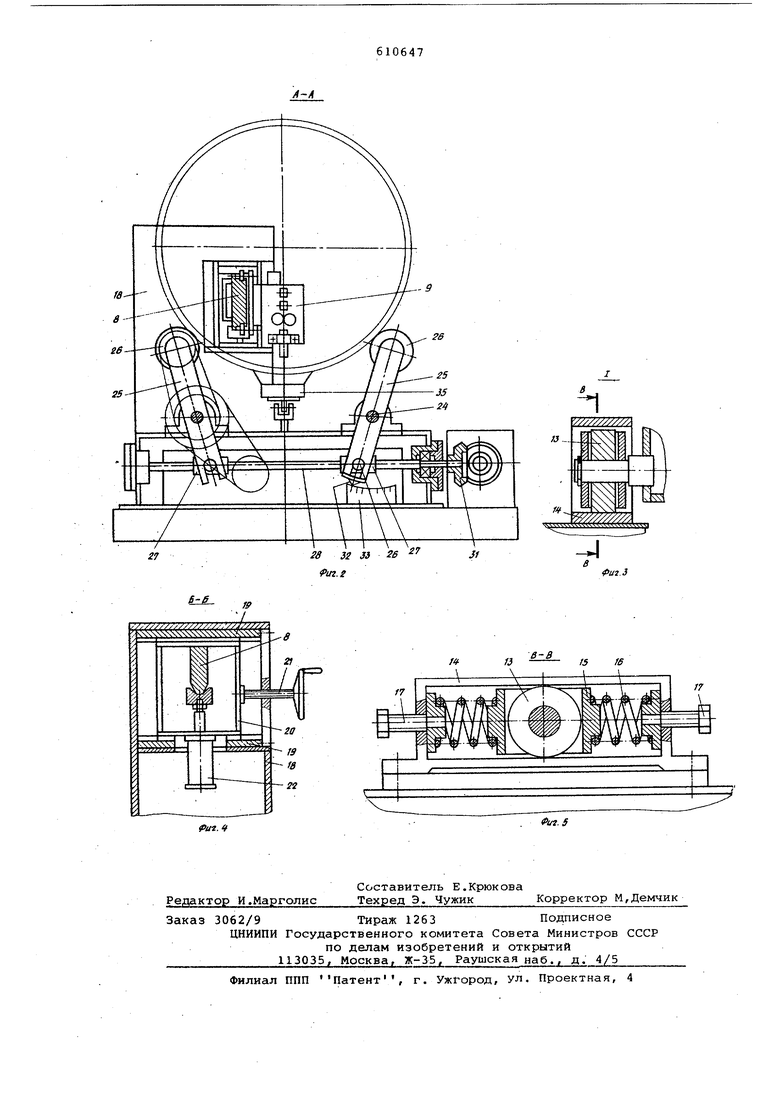
Для исключения самопроизвольного поворота консоли с направляющей относительно шарнирного ее крепления на торце консоли закреплен ролик 13, а на те лежке находится корпус 14 с установленным внутри него подпружиненным толкателем 15, сила сжатия пружин 16 которого регулируется винтами 17.
На основании 1 смонтирована опорная стойка 18, в направляющих 19 которой смонтирована рамка 20, установленная с возможностью перемещения посредством винта 21 в направлении, перпендикулярном продольной оси устайовки.
На рамке 20 закреплен пневмозажим 22 направляющей 3.
На основании закреплены две стойки 23f на осях 24 которых смонтированы поворотные коромысла. 25, несущие приводяые и холостые ролики 26, образующие роликООПору. Привод поворота роликов выполнен в виде цепной передачи.
Нижние концы кором1 сел 25 имеют П-образные вырезы, охватывающие оси, закрепленные на ходовых гайках 27, устан4:)вленных на ходовых винтах 28 с правой и левой нарезкой. Поворот коромысел роликоопор осуществляется общим приводом 29, соединенным с ходовыми винтами 28 посредством муфт 30 .и. конических шестерен 31.
Для точной установки роликоопоры на необходимый диаметр одно из коромысел 25 снабжено указательной стрелкой 32, перемещающейся вдоль линейки 33, смонтированной на основании и проградуированной по всему диапазону свариваемых на данной установке диаметров изделий.
На стойках 23 жестко закреплены пневмоцилиндры 34, на штоках которых шарнирно установлена флюсовая подушка 35 ..
Установка работает следующим образом.
Исходное положение узлов установки должно быть следующим; тележка 3 с направляющей 8 и сварочной головкой 9 должны быть в выдвинутом (левом) положении, а флюсовая подушка 35 и зажим 22 должны быть опущены.
Включают привод 29, который посредствсм муфт 30 и шестерен 31 вращает ходовой винт 28, при этом гайки 27 поворачивают коромысла 25 с роликами 26 на необходимый диаметр свариваемой обечайки, устанавливаемый по линейке 33.
Затал краном устанавливают свариваемую обечайку на роликоопоруи включают привод перемещения тележки 3, в резуль(гате чего направляющая 8 вводится внутрь обечайки, устанавливается в горизонтально положении на опорной стойке 18 и зажимается зажимом 22. Включением привода поворота роликов 26 поворачивают обечайку продольным стыком вниз.
Перемещением рамки 20 с закрепленным в ней концом, направляющей 8 устанавливают направляющую строго параллельно свариваемому стыку. Включают привод поворота звездочки 10 и перемещают сварочную головку 9по направляющей 8 с маршевой скоростью вдоль стыка для проверки параллельности ее перемещения вдоль этого стыка.
затем возвращают головку в исходное положение.
В поршневую полость пневмоцилиндров 34 подают сжатый воздух и поднимают
флюсовую подушку 35 до соприкосновения ее с наружной поверхностью обечайки. Затем включают привод поворота звездочки 10 на рабочую скорость перемещения сварочной головки 9 и производят сварку внутреннего продольного шва обечайки..
После окончания сварки обратным включением всех приводов возвращают всё узлы в исходное положение и мостовым краном снимают сваренную обечайку с устанч вки.
Таким образом,описанная установка обеспечивает улучшение качества за счет обеспечения ориентирования балки параллельно свариваемому шву, самопроизвольного перемещения направляющей в процессе работы установки.
Формула изобретения
45
Установка для сварки внутренних продольных швов обечаек, содержащая роликоопоры для изделия, подвижную тележку с консольной направляю1щей для сварочной I головки и опорную стойку для консольной направляющей, отличающ а я с я .тем, что, с целью повышения . качества сварки за счет исключения самопроизвольного перемещения консольной направляющей относительно сварного шва,- консольная, направляющая снабжена жестко закрепленным на ее торце роликом,, тележка оснащена корпусом с установленным внутри него подпружиненным толкателем,, взаимодействующим с роликом направляющей, при этом консольная .направляющая смонтирована на тележке шарнирно, а опорная с.ойка снабжена рамкой, установленной с возможностью перемещения в направлений, перпендикулярном продольной оси установки, и оснащенной зажимом консольной направляющей . ..
Источники информации, принятые;во внимание при экспертиае:
1,Авторское свидетельство CCGP 9 366952, кл. В 23 К 37/06, 1970.
2.Емельянов Л.В. Вспомогательное оборудование для сварки. М., 1968, с. J3 фиг. 64 (а) .
Г
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Установка для обработки цилиндрических изделий | 1990 |
|
SU1773656A1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Устройство для вращения изделия при сварке | 1982 |
|
SU1098733A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СЕКТОРНЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2008 |
|
RU2376119C1 |
| Устройство для образования флюсовой подушки | 1981 |
|
SU961890A1 |
| Автоматическая линия для сварки обечаек | 1985 |
|
SU1292967A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |