1
Установка предпазначена для правки горяче- II холодпоката-нноп полосы.
Известна установка для правки полосового проката, содержащая расположенные в технологической последователь-ности входной серпомер, тор.мозиое устройство, многороликовую правилылчо машину с тянущим механизмом, а также серпомер, установленный па выходе тянущего механизма. Основной недостаток такой установки - низкое качество правки.
В предложенной установке этот недостаток Зстранен за счет того, что она снабжена уста«овленными между правильной мащиной н тянущим механизмом симметрично относительно перемещаемого проката двумя боковыми направляющими, воздействующими на кромки проката и имеющими возможность возвратно-поступательного перемещения в направлении, перпендикулярном направлению перемещения проката.
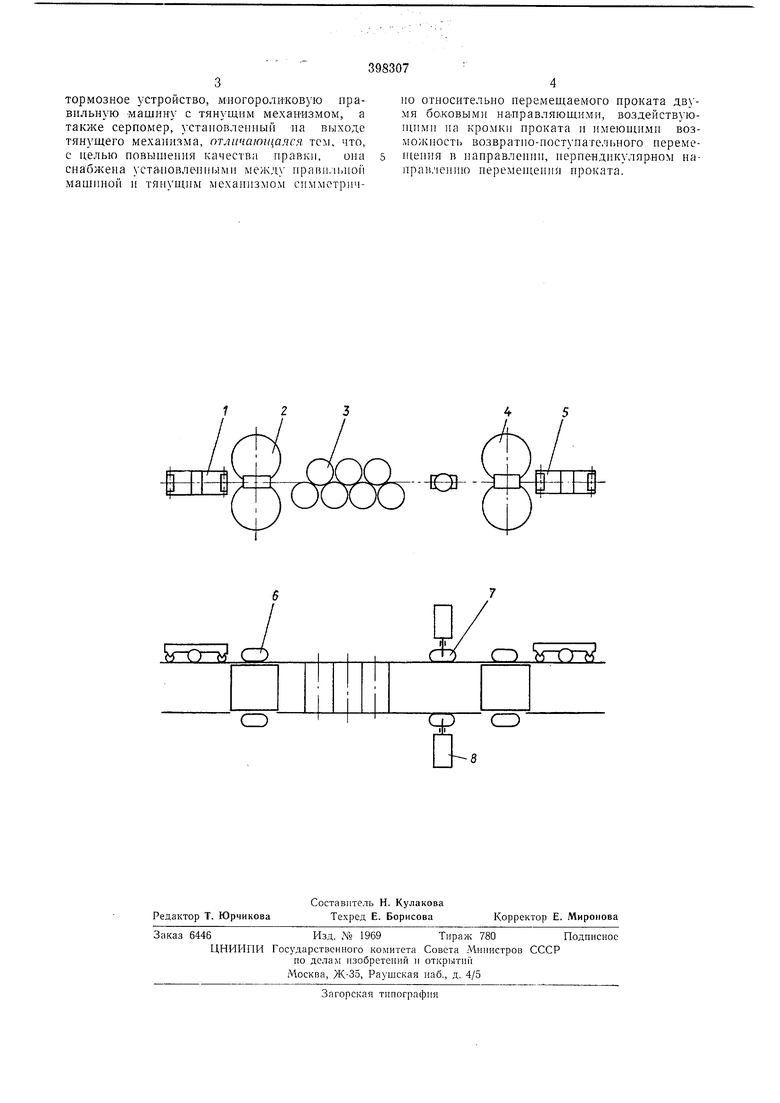
На чертеже показана предлагаемая установка, вид сбоку и в плане.
Установка содержит последовательно расположенные входной серно.мер 1, тормозные устройства 2, многороликовую правильную мащину 3, тянущее устройство 4, выходной серномер 5, а также неподвижные боковые направляющие 6 и подвижные управляемые боковые направляющие 7 с приводом 8. Наиравляющие / установлены между нравильной мащнной и тянущим устройством по одной для каждой кромки полосы.
При движении полосы через установку входной серпомер замеряет исходную серповидность нолосы как по величине, так п по знаку. Треб) уровень натяжения полосы хстанавливается тормозным устройством.
Когда участок нолосы с замеренной серповидностью достигает роликов правильной машины, направляющая 7 под действием привода 8 перемещается к полосе на той ее стороне, кромка которой короче, для создания ионеречного усилия пропорционально замеренной сериовидности. Одновременно вторая направляющая 7 отходит от полосы.
В результате сочетания реверсивного пластического изгиба полосы в многороликовой правильной мащнне с изгибом в плоскости полосы, осуществляемом направ.1яющими 7, происходит выравниванне длин кромок полосы, т. е. исправление серповпдности. Качество исправления серповидности контролируется выходным серпомером.
Предмет изобретения
Установка для правки полосового проката, содержащая расположенные в технологи30 ческой последовательности входной серпомер.
тормозное устройство, м ногороликовую правильную машину с тянущим механизмом, а также серпомер, установленный на выходе тянущего механизма, отличаюгцаяся тем, что, с целью повышения качества правки, она снабжена уста повленнымн правильной маш1шон и тянущим мехаиизмо. симметрично относительно перемещаемого проката двумя бО|Ковыми направляющими, воздействующими на кромки проката и имеюниьми возможность возвратно-поступательного неремеи(епия в направлении, нерпенднкулярном направлению неремен(еиия нроката.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ НРАВКИ ПОЛОСОВОГО ПРОКАТА | 1971 |
|
SU425692A1 |
| УСТАНОВКА ПРАВКИ ПОЛОСЫ РАСТЯЖЕНИЕМ С ИЗГИБОМ | 2002 |
|
RU2228812C2 |
| Установка для непрерывной правки полосы | 1975 |
|
SU703180A1 |
| Установка для непрерывной правки проката | 1979 |
|
SU772647A1 |
| Устройство для правки полосы | 1980 |
|
SU897326A1 |
| Способ термической обработки движу-щЕгОСя пРОКАТА | 1978 |
|
SU850683A1 |
| Узел установки роликов листоправильной машины | 1989 |
|
SU1682000A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ПРАВКИ ПОЛОС | 1973 |
|
SU396143A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛОСЫ | 1992 |
|
RU2015768C1 |
| СПОСОБ ОБРАБОТКИ ТОНКОЙ ПОЛОСЫ ПЕРЕД СМОТКОЙ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2240878C2 |