(54) УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки оребренных панелей | 1980 |
|
SU889189A1 |
| Устройство для правки полосы | 1982 |
|
SU1031557A2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2036035C1 |
| УСТАНОВКА ДЛЯ ПРАВКИ ПОЛОСОВОГО ПРОКАТА | 1973 |
|
SU398307A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛОСЫ | 1992 |
|
RU2015768C1 |
| Узел установки роликов листоправильной машины | 1989 |
|
SU1682000A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ РЕБРОВОЙ КРИВИЗНЫ ПОЛОСОВОГО ПРОКАТА | 1981 |
|
SU1037466A1 |
| Листоправильная машина | 1986 |
|
SU1362529A1 |
| МНОГОВАЛКОВАЯ ПРАВИЛЬНАЯ МАШИНА | 2009 |
|
RU2518828C2 |
| СПОСОБ ПРАВКИ ПОЛОСЫ | 2010 |
|
RU2463122C2 |
I
Изобретение относится к мёталлургическ.ому отделочному оборудованию и может быть использовано для устранения дефектов полосового проката, например алюминиевых, плит, оребренных панелей и профилей, применяемых в авиационной промышленности.
В процессе производства указанного проката (при термической обработке и обработке на правильно-растяжной машине) в нем возникают такие дефекты формы как серповидность и поперечная кривизна (желобчаTQCTb).
Известно правильное устройство, в котором на укорбченную кромку полосового проката, находяпхегося под натяжением, воздействуют подвижной боковой направляющей, предназначенной для. выравнивания длин кромок, т. е. для исправления серповйдности 1 .
Однако, как показывает опыт производства крупногабаритных плит, оребренных панелей и профилей, устранить .серповидность и желобчатость такого проката с помощью данного правильного устройства не удается. Воздействие подвижной боковой.направляющей на укороченную кромку проката при обработке его без натяжения не устраняет
серповидность, так как при этом прокат изгибается в направлении, увеличивающем этот дефект формы.
Известно устройство для правки полосы,, содержащее расположенные на станине два ряда роликов с горизонтальными осями и два ряда размещенных в шахматном порядке роликов с вертикальными осями 2.
Недостатком этого устройства является невысокое качество правки, обусловленное потерей проката поперечной устойчивости при воздействии на его кромку, что способствует появлению в нем поперечной кривизны.
Цель изобретения - повышение качества правки путем устранения желобчатости проката одновременно с правкой его серповидности.
, Цель достигается тем, что в устройстве для правки, содержащем ролики с горизонтальными и вертикальными осями, в одном из рядов каждый ролик с горизонтальной осью выполнен в виде двух дисков, смонтированных на оси с возможностью возвратнолоступательного регулировочного осевого перемещения, а ролик с горизонтальной осью другого ряда установлен с возможностью
возвратно-поступательных регулировочных осевого перемещения и перемещения перпендикулярно плоскости проката.
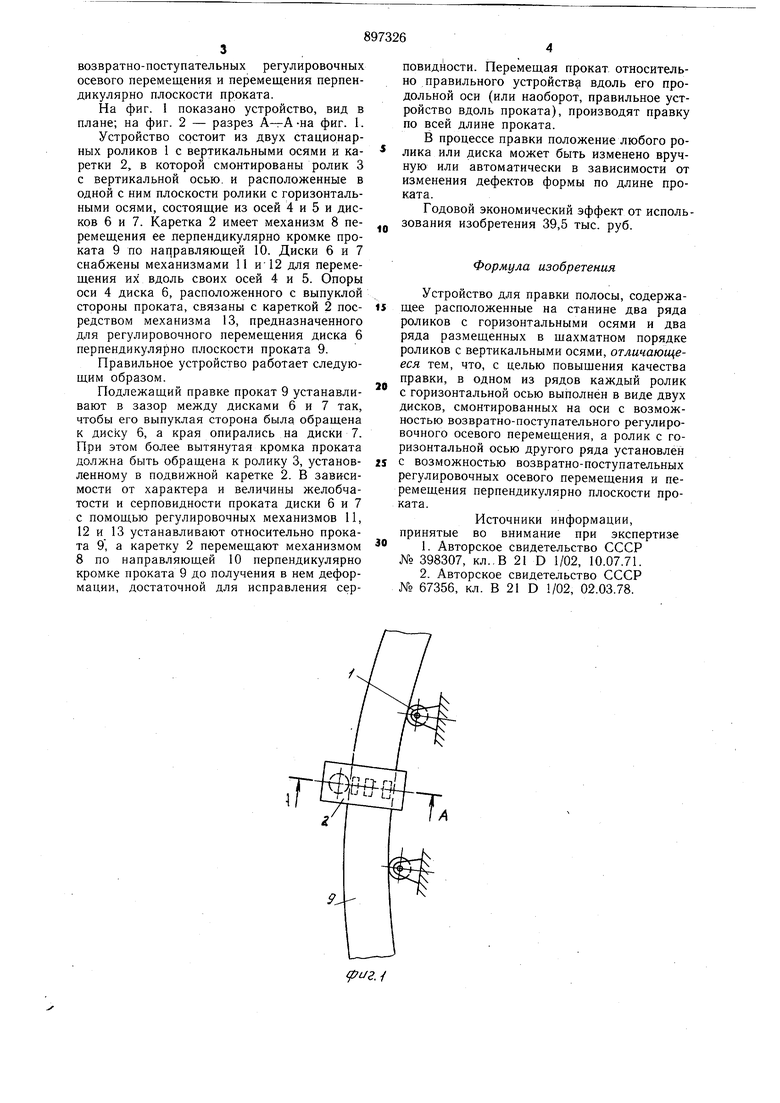
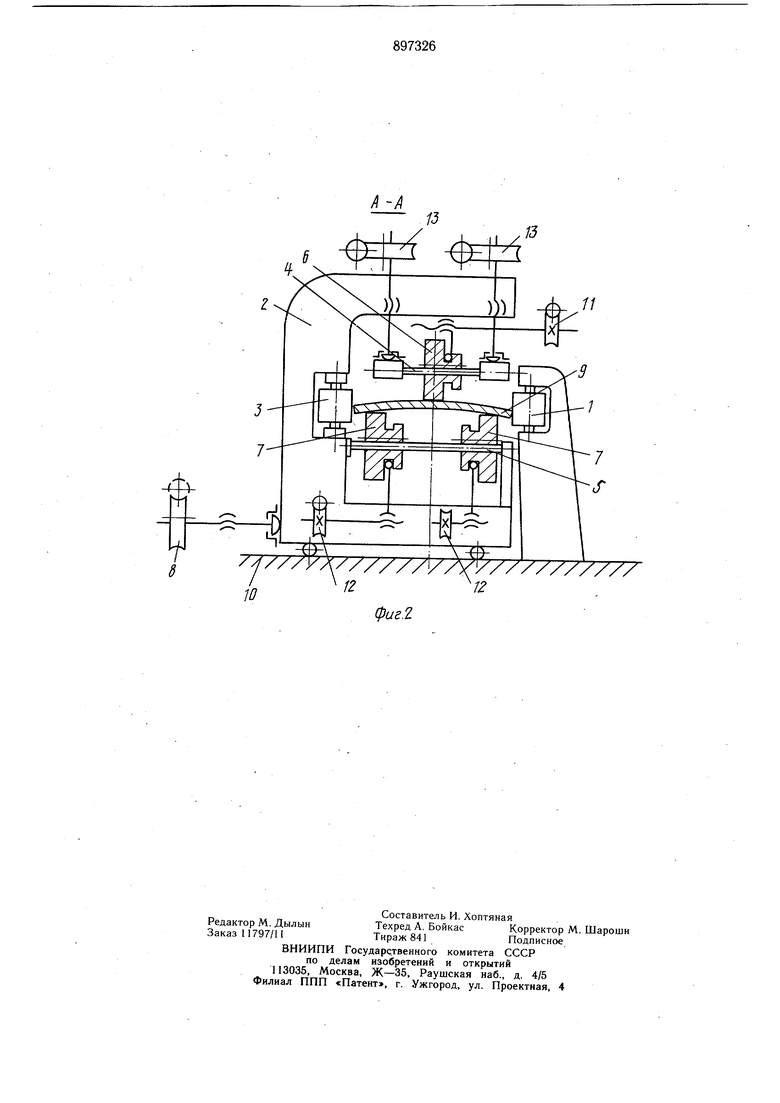
На фиг. 1 показано устройство, вид в плане; на фиг. 2 - разрез А-т-А-на фиг. 1.
Устройство состоит из двух стационарных роликов 1 с вертикальными осями и каретки 2, в которой смонтированы ролик 3 с вертикальной осью, и расположенные в одной с ним плоскости ролики с горизонтальными осями, состоящие из осей 4 и 5 и дисков 6 и 7. Каретка 2 имеет механизм 8 перемещения ее перпендикулярно кромке проката 9 по направляющей 10. Диски 6 и 7 снабжены механизмами 11 и12 для перемещения их вдоль своих осей 4 и 5. Опоры оси 4 диска 6, расположенного с выпуклой стороны проката, связаны с кареткой 2 посредством механизма 13, предназначенного для регулировочного перемещения диска 6 перпендикулярно плоскости проката 9.
Правильное устройство работает следующим образом.
Подлежащий правке прокат 9 устанавливают в зазор между дисками б и 7 так, чтобы его выпуклая сторона была обращена к диску б, а края опирались на диски 7. При этом более вытянутая кромка проката должна быть обращена к ролику 3, установленному в подвижной каретке 2. В зависимости от характера и величины желобчатости и серповидности проката диски 6 и 7 с помощью регулировочных механизмов 11, 12 и 13 устанавливают относительно проката 9, а каретку 2 перемещают механизмом 8 по направляющей 10 перпендикулярно кромке проката 9 до получения в нем деформации, достаточной для исправления серповидности. Перемещая прокат относительно правильного устройства вдоль его продольной оси (или наоборот, правильное устройство вдоль проката), производят правку по всей длине проката.
В процессе правки положение любого ролика или диска может быть изменено вручную или автоматически в зависимости от изменения дефектов формы по длине проката.
Годовой экономический эффект от использования изобретения 39,5 тыс. руб.
Формула изобретения
Устройство для правки полосы, содержащее расположенные на станине два ряда роликов с горизонтальными осями и два ряда размещенных в щахматном порядке роликов с вертикальными осями, отличающееся тем, что, с целью повыщения качества правки, в одном из рядов каждый ролик с горизонтальной осью выполнен в виде двух дисков, смонтированных на оси с возможностью возвратно-поступательного регулировочного осевого перемещения, а ролик с горизонтальной осью другого ряда установлен с возможностью возвратно-поступательных регулировочных осевого перемещения и перемещения перпендикулярно плоскости проката.
Источники информации, принятые во внимание при экспертизе
