Изобретение отноеится к области литейного ггроизводства.
Известны металлические формы с вертикальным разъемом полуформ, торцовые плоскости которых имеют горизонтальное расположение или наклонены к горизонтальной плоскости под углом 2-5°, и литниковую воронку. При заливке форм в результате переливов металла на торцовых плоскостях полуформ вокруг ЛПТИИКОВОЙ воронки образуются
блинообразпые настыли металла значительных размеров, которые относятся к пепроизводптельиым потерям металла и препятствуют разъему формы и удалению отливки. Это приводит к снижению производительности труда, снижению экономичности процесса литья и к механическим повреждениям кокиля.
Цель изобретения - улучшение раскрытия формы. Это достигается тем, что в предлагаемой форме верхние торцовые плоскости иолуформ наклонены к линии разъема. Угол разъема полуформ может составлять 15-25° к горизонтальной плоскости. Образующийся при этом между полуформами желоб падежно предотвращает возможность образования блинообразных настылей на верхних торцовых поверхностях полуформ.
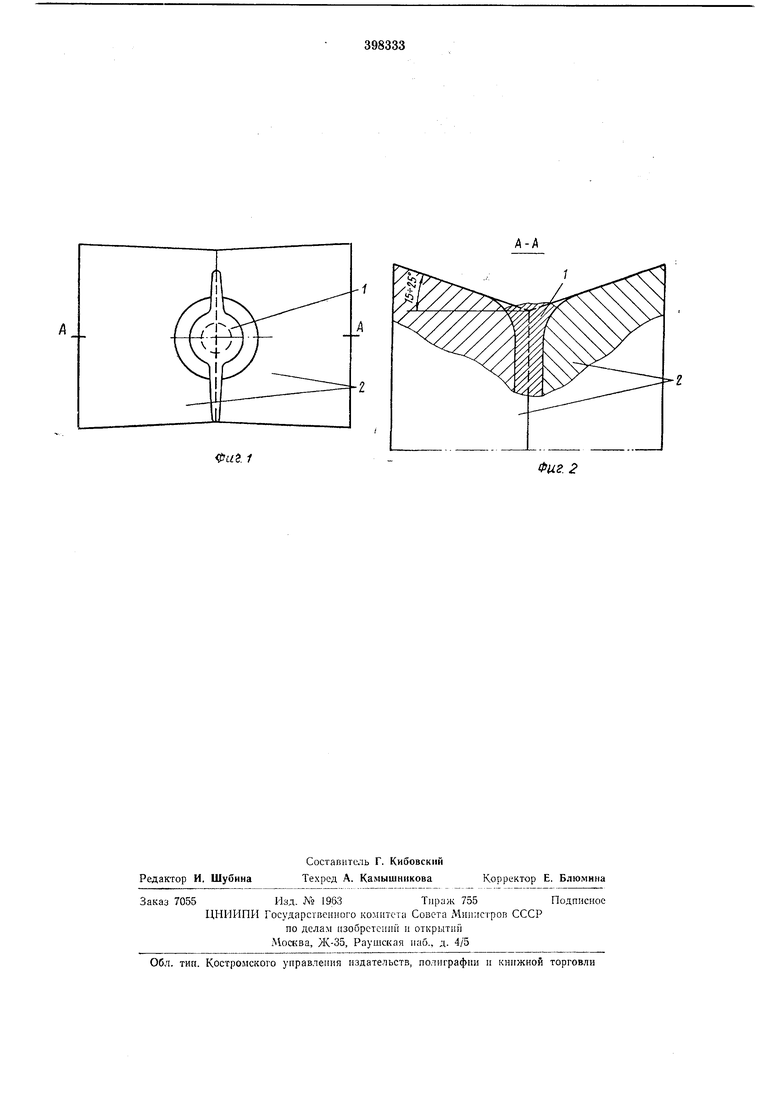
На фиг. 1 показан план описываемой формы
со стороны лнтникоБО воронки; на фиг. 2 - 10 же, вертикальный разрез по литниковой воронке в плоскостп, перпендикулярной плоскостп разъема.
Форма включает в себя литниковую часть / отливки с остатком перелитого металла ir гюлуформы 2. В случае перелива металла из ковша его избыток «сбрасывается по желобу за пределы формы, а застывший па дне желоба продолговатый остаток не препятствует разъему формы п удалению отлпвкп. Появление первой струп избыточного металла в желобе служит заливщику сигналом для прекращения заливки и, таким образолг, сокращаются ненроизводительные потери металла.
Предмет и з о б р е т е н п я
1.Металлическая форма с вертикальным разъемом нолуформ, торцовые плоскости которых выполнены наклонными, включающая .чнтннковую воронку, отличающаяся тем, что, с целью улучщения раскрытия формы, торцовые плоскости полуформ наклонены к линпп разъема.
2.Форма по п. 1, отличающаяся тем, что угол наклоиа иолуформ составляет 15-25 к горизонтальной нлоскости.
&a$. /
Фиг. 2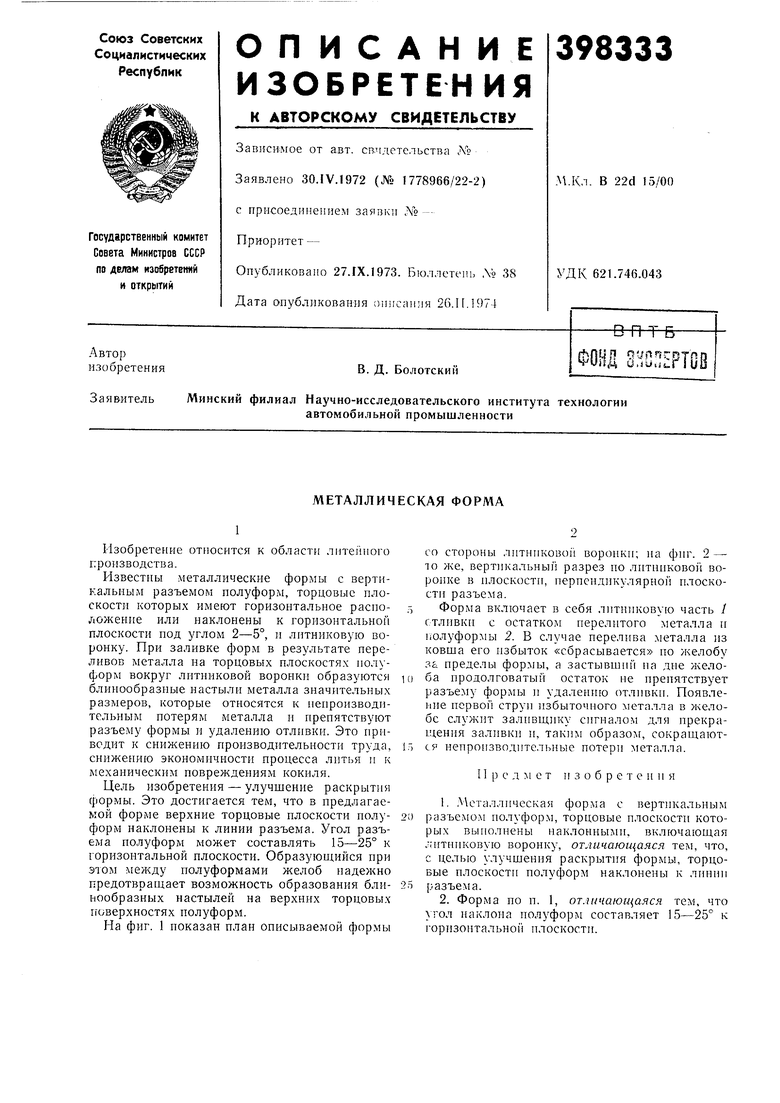
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Способ литья под давлением отливок с наружной резьбой и пресс-форма для его осуществления | 1990 |
|
SU1743681A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Форма для литья биметаллических прокатных валков | 1978 |
|
SU749562A1 |
| Литейная форма пробы для определения объемной усадки сплавов | 1989 |
|
SU1694317A1 |
| Стопочная литейная форма | 2019 |
|
RU2746869C1 |
| Литейная форма | 1978 |
|
SU737123A1 |
| КОКИЛЬ С ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА | 1991 |
|
RU2009008C1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1972 |
|
SU479560A1 |
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |