Изобретение относится к литейному производству, в частности к машинам для кокильного литья, и может быть использовано при литье мелющих тел.
Известна конвейерная кокильная установка, содержащая основание, вертикально-замкнутый конвейер, размещенные на нем кокили с вертикальной плоскостью разъема, участок заливки и привод конвейера. Конвейер имеет приводные многогранные барабаны и направляющие, состоящие из подвижных и неподвижных элементов. Кокили состоят из двух не связанных между собой полукокилей с поперечной плоскостью смыкания. Раскрытие кокилей происходит на гранях барабана, где происходит подрыв отливки вращающейся щеткой и сброс ее в тару с закалочной средой. Сжатие кокилей с целью исключения прорыва расплава при заливке, а также сдвижение и раздвижение их при исключении или добавлении кокилей производится компенсирующим устройством [1]
Однако в известной установке компенсирующее устройство не обеспечивает плотное прилегание кокилей друг к другу в верхней части на участке заливки, что приводит к значительным потерям металла. Кроме того, не исключены случаи сильного залипания отливки в одном из полукокилей. При этом даже механическое воздействие вращающейся щеткой иногда не приводит к подрыву и извлечению отливок.
В основу изобретения поставлена задача усовершенствования конвейерной кокильной установки с тем, чтобы обеспечить плотное прилегание кокилей друг к другу в верхней части на участке заливки для снижения потерь металла, а также упростить и повысить надежность извлечения отливок.
Поставленная задача решается тем, что в конвейерной кокильной установке, содержащей основание, вертикально-замкнутый конвейер, размещенные на нем кокили с вертикальной плоскостью разъема, участок заливки и привод конвейера, согласно изобретению, конвейер выполнен в виде двух замкнутых цепей, на которых закреплены полукокили, имеющие продольную вертикальную плоскость, верхние ветви цепей конвейера в зоне участка заливки расположены наклонно для обеспечения плотного прилегания кокилей, после участка заливки цепи конвейера расположены под углом друг к другу для образования зазора между полукокилями, при этом на нижних ветвях цепей зазор между полукокилями превышает ширину отливки.
Такое усовершенствование конструкции установки обеспечивает без увеличения габаритов создание двух вертикально-замкнутых транспортирующих систем, несущих полукокили с продольной плоскостью смыкания с траекторией движения, при которой полукокили на участке заливки смыкаются в кокили, а за ним расходятся под углом друг к другу, образуя зазор, достаточный для выпадения отливки. При этом на участке заливки излом верхних ветвей в вертикальной плоскости обеспечивает плотное прилегание торцев кокилей друг к другу, что снижает потери расплава при заливке.
Кроме того, установка, согласно изобретению, имеет следующие конструктивные особенности.
Установка снабжена синусоидальными направляющими для цепей конвейера, расположенными в противофазе одна другой после участка заливки. Это обеспечивает поворот полукокилей в противоположном направлении, в результате чего происходит подрыв и освобождение отливки.
В установке привод конвейера представляет собой механизм попарного перемещения полукокилей, размещенный перед участком заливки.
Это позволяет обеспечить строгое совпадение полукокилей, стабильность и правильность геометрической формы отливки, а также избежать зазоров между торцами кокилей, так как привод осуществляет перемещение кокилей толканием попарно перед зоной заливки.
В установке механизм попарного перемещения полукокилей может быть выполнен в виде приводного транспортера с парными захватами, взаимодействующими с полукокилями и расположенными с шагом, соответствующим шагу полукокилей.
Такое выполнение обеспечивает одновременную подачу (проталкивание) пары полукокилей (кокиля) строго на величину шага установки кокилей на транспортерах.
Кроме того, установка на участке заливки снабжена упорным и прижимным боковыми рольгангами для прижатия полукокилей друг к другу, расположенными в зоне участка заливки.
Такое решение позволяет избежать зазора в плоскости смыкания полукокилей и обеспечить высокое качество отливки без потерь расплава металла.
Установка на участке заливки снабжена опорным рольгангом, для обеих цепей конвейера, расположенным в зоне участка заливки.
Это обеспечивает четкое базирование и совпадение полукокилей по высоте и повышает качество отливки.
В установке полукокили шарнирно соединены с цепями конвейера посредством горизонтально расположенных пальцев и консольно поддерживающих их щек, закрепленных на звеньях цепей, при этом пальцы установлены в отверстиях полукокилей с зазором.
Это обеспечивает удобство замены изношенных полукокилей, связь последних со звеньями цепей транспортеров и их базирование по высоте. При этом зазор между пальцами и отверстиями полукокилей позволяет при погрешностях в линейных размерах отверстий пальцев, щек и звеньев цепи по высоте обеспечить базирование полукокилей по их основанию и четкое совпадение полуформ, что обеспечивает высокое качество отливки.
Кроме того, в установке полукокили имеют в верхней части продольные наклонные грани, образующие при смыкании полукокилей продольный непрерывный двугранный литниковый ручей.
Такое решение обеспечивает распределение расплава по ручью и заливку избытка металла в кокили на участке заливки, что снижает потери металла на литник кокилей.
Изобретение поясняется чертежами.
На фиг. 1 изображена конвейерная кокильная машина, вид сбоку; на фиг. 2
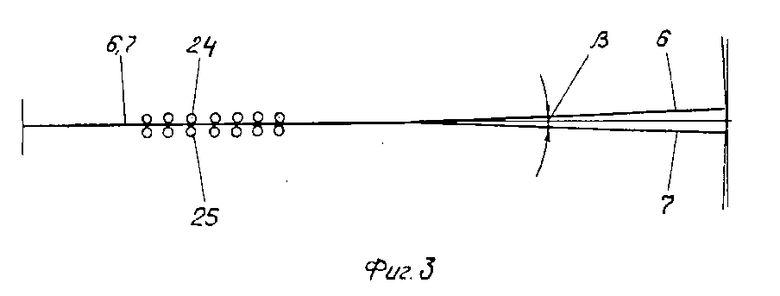
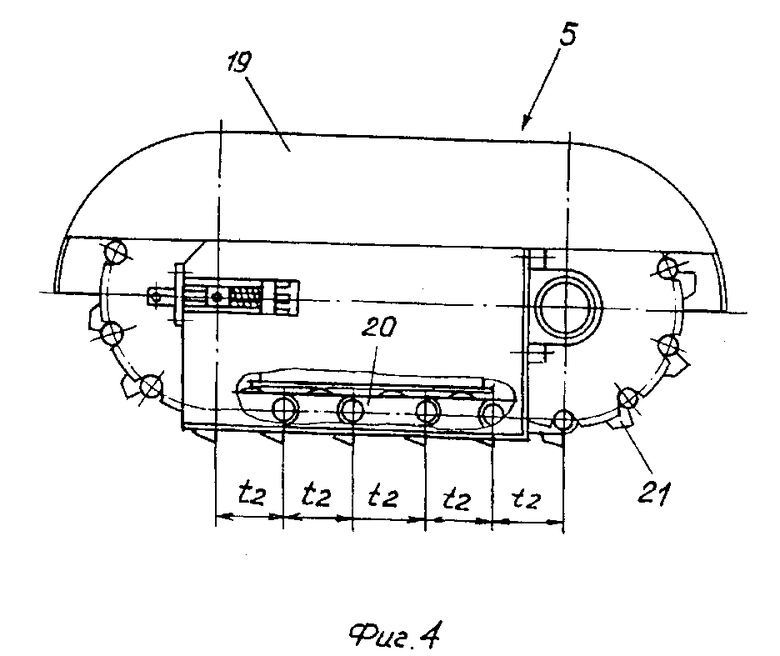
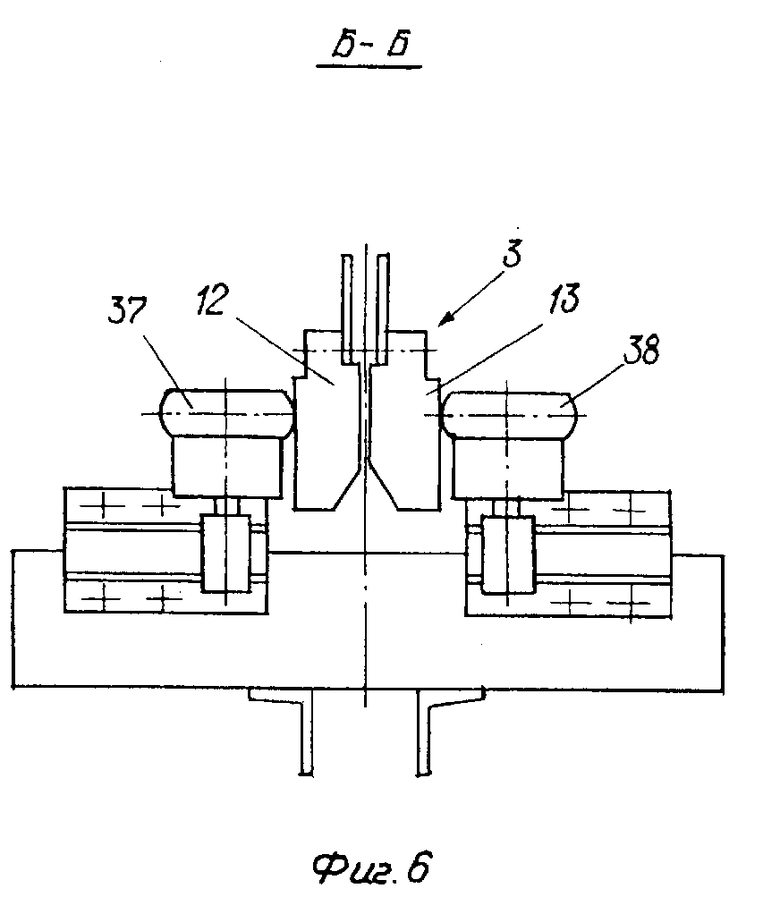
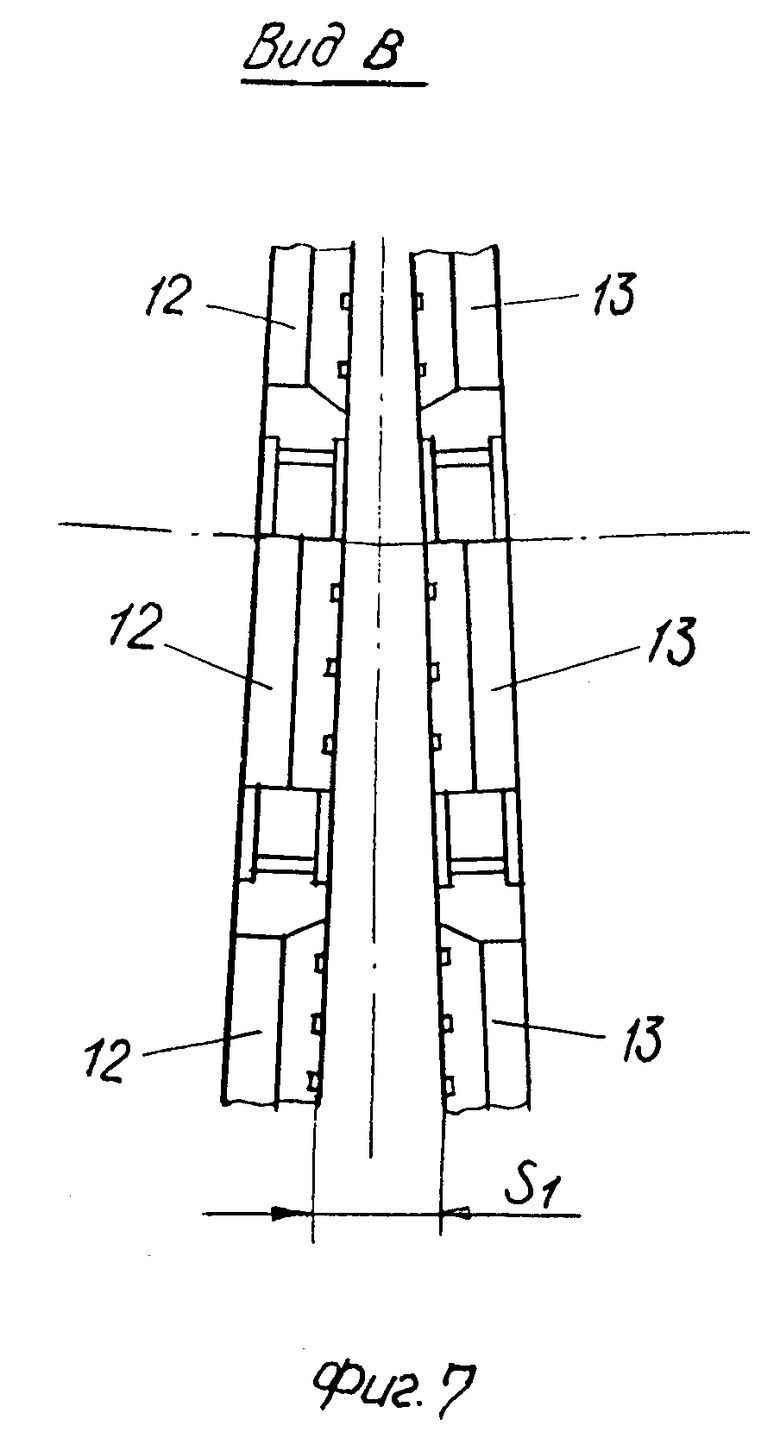
траектория движения полукокилей на верхних ветвях конвейера, вид сбоку; на фиг. 3 то же, вид сверху; на фиг. 4 привод конвейера, вид сбоку; на фиг. 5 разрез А-А на фиг. 1; на фиг. 6 разрез Б-Б на фиг. 1; на фиг. 7 вид В на фиг. 1.
Конвейерная кокильная установка предназначена для отливки мелющих тел-шаров и содержит (фиг. 1) основание 1, вертикально замкнутый конвейер 2, размещенные на нем кокили 3, с вертикальной плоскостью разъема Г-Г (фиг. 5) участок заливки 4 (фиг.1) и привод 5 конвейера 2. Конвейер 2 выполнен в виде двух вертикально-замкнутых цепей 6, 7, зеркально установленных вдоль продольной плоскости конвейера 2. Верхние ветви цепей 6, 7 представляют собой ломаные линии (фиг. 2, 3) для обеспечения плотного прилегания обеих ветвей на участке заливки 4 и зазора "S1" между кокилями 3 после участка заливки 4. Величина зазора "S1" на нижних ветвях цепей 6, 7 превышает ширину отливок, в конкретном примере диаметр " d " мелющих шаров (фиг. 7). На участке заливки 4 верхние ветви цепей 6, 7 наклонены под углом α, равным примерно 6o к горизонтали.
После участка заливки 4 верхние ветви цепей 6, 7 в плане расходятся под углом " b " друг относительно друга. Цепи 6, 7 (фиг. 1) имеют натяжные звездочки 8, разводящие звездочки 9, установленные под углом " b " друг к другу, и отклоняющие звездочки 10, 11. Кокили 3 (фиг. 5) состоят из не связанных между собой двух полукокилей 12, 13 с продольной плоскостью смыкания Г-Г и установленных на разных цепях 6, 7. Установка снабжена опорами 14 и одинаковыми синусоидальными роликовыми направляющими 15, 16 (фиг. 1, 2, 3) для каждой ветви цепей 6, 7, расположенными в противофазе одна другой после участка заливки 4. Это обеспечивается тем, что ролики 17 направляющих 15 смещены относительно роликов 18 направляющих 16 на половину шага "t1" между роликами 17 или 18 направляющих 15 или 16.
Привод 5 (фиг. 4) представляет собой механизм 19 попарного перемещения кокилей 3, размещенный перед участком заливки 4 и выполненный в виде приводного вертикально-замкнутого цепного транспортера 20, снабженного парными захватами 21, взаимодействующими с стенками выемок 22, 23 (фиг. 5), обоих полукокилей 12, 13, шаг " t2 " (фиг. 1, 4) которых соответствует шагу " t2 " расположения полукокилей 12, 13 на конвейере 2 (цепях 6, 7).
Установка на участке заливки 4 снабжена упорным 24 (фиг.5) и прижимным 25 боковыми рольгангами для плотного прижатия полукокилей 12, 13 друг к другу по линии смыкания Г-Г. Для базирования и совпадения полукокилей 12, 13 установка на участке заливки снабжена для обоих цепей 6,7 общим опорным рольгангом 26, на который опираются обе цепи транспортеров 6, 7. Полукокили 12, 13 шарнирно соединены с цепями 6, 7 посредством горизонтально расположенных пальцев 27, 28 и консольно поддерживающих их щек 29, 30, закрепленных на звеньях цепей 6, 7, например, сваркой. Пальцы 27, 28 установлены в отверстиях 31, 32 полукокилей 12, 13 с зазором " t2 ". Полукокили 12, 13 имеют в верхней части продольные наклонные грани 33, 34, которые при смыкании полукокилей 3 торцами образуют продольный непрерывный двугранный литниковый ручей 35. Нижние ветви цепей 6, 7 (фиг. 1) поддерживаются от провисания опорным рольгангом 36. Сведение нижних ветвей цепей 6, 7 осуществляется ограничивающими роликами 37, 38 (фиг. 6). Разлив металла в кокили 3 осуществляется через приемный желоб 39 из ковша 40. Для сдува расплава металла в зоне приемного желоба 39 или за ним (фиг. 1) установлена питаемая от пневмосети воздушная форсунка 41, наклоненная под острым углом к литниковому ручью 35. За форсункой 41 в районе отклоняющей звездочки 10 установлено устройство 42 охлаждения, установленное под острым углом к литниковому ручью 35 и подающее хладоагент прямо между створками полукокилей. В качестве хладоагента подают водовоздушную смесь. Вытяжка пара образовавшегося при охлаждении кокилей 3 производится вытяжным устройством 43, установленным непосредственно за устройством 42 охлаждения.
Готовые отливки поступают на приемный конвейер (на чертеже не показан), расположенный в конце конвейера 2 под разводящими звездочками 9. Управление установкой осуществляет оператор из кабины управления 44.
Установка работает следующим образом.
После включения установки привод 5 (фиг. 1), выполненный в виде механизма 19 попарного перемещения полукокилей 12, 13, приводит в движение обе цепи 6, 7. После выхода их на рабочий режим и достижения заданной скорости перемещения кокилей 3 расплав металла из ковша 40 через приемный желоб 39 подают в кокильный ручей 35, наклоненный под углом " a ", равным примерно 6o. Это обеспечивает слив избытка расплава металла через литниковые отверстия в кокили 3. При этом верхние торцевые части кокилей 3 плотно прижимаются друг к другу без зазоров и не допускают прорыва металла между торцами смежных кокилей 3.
После прохождения кокилями 3 участка заливки 4 они попадают в зону действия воздушной форсунки 41. При этом струей воздуха производится сдув расплава металла из литникового ручья 35 для исключения образования скрапа и лучшей усадки металла в полости кокилей 3, что значительно улучшает качество отливок и снижает расход металла. Когда цепи 6, 7 обогнут отклоняющие звездочки 10, они раздвигаются на 4-8 мм и раскрывают тем самым кокили 3, освобождая отливку от плотного прилегания к внутренним стенкам полукокилей 12, 13.
Затем кокили 3, продолжая двигаться вместе с цепями 6, 7, попадают в зону действия устройства 42 охлаждения. Хладоагент (водовоздушная смесь) подается прямо в зону между полукокилями 12, 13, что позволяет отвести от отливки и кокиля 3 избыточное тепло и снизить износ кокилей 3 от большой тепловой нагрузки. Скорость охлаждения регулируется параметрами подачи хладоагента. Отливка охлаждается до заданной температуры и одновременно происходит сдув скрапа из кокильного ручья 35. Затем кокили 3 поступают в зону действия вытяжного устройства 43, где производится вытяжка пара, образующегося при охлаждении кокилей. При этом цепи 6,7, несущие полукокили, перемещаются к установленным под углом " b " друг к другу в плане разводящим звездочкам 9.
Полукокили еще больше раскрываются, освобождая отливку. Эффективному освобождения отливки способствует волнообразное движение в противофазе полукокилей 12, 13 по синусоидальным направляющим 15, 16 цепей 6, 7. В конце конвейера 2 в зоне отклоняющих звездочек 10 кокили 3 раскрываются и отливки беспрепятственно выпадают из полукокилей 12, 13, попадают на приемный транспортер, который передает их галтовочно-сортировочному барабану.
Освободившиеся от отливок полукокили перемещаются по нижним ветвям цепей 6, 7, зазор " S1 " между которыми составляет три ширины отливки (три диаметра " d " шара) для беспрепятственного падения отливок на приемный конвейер. Затем нижние ветви цепей 6, 7 вместе с полукокилями 12, 13 сводятся с помощью ограничивающих роликов 37, 38. При прохождении опорожненных полукокилей по нижним ветвям цепей они разогреваются предварительно до температуры 80-100oC, а их внутренние поверхности покрываются литейной краской на графитовой основе для предохранения от термического удара и эрозионного воздействия расплава на полукокили. Полукокили и цепи на нижних ветвях поддерживаются от провисания опорным рольгангом 38. С нижних ветвей цепей порожние и обработанные кокили 3 поступают в зону действия привода 5, который попарно проталкивает кокили на участок заливки 4. В дальнейшем процесс повторяется, обеспечивая непрерывный режим работы установки в автоматическом режиме.
Регулирование скорости охлаждения кокилей и отливки позволяет получать мелющие тела заданной твердости и формы, а также позволяет повысить производительность установки. Заливка кокилей вдоль литникового ручья, т.е. в плоскости Г-Г разъема кокилей, позволяет уменьшить сечение литника, обеспечивает продолжительное нахождение литника под слоем расплава металла для питания усадки, что повышает качество отливки на 20% Беспрепятственное самостоятельное выпадание отливок из кокилей исключает простои установки для удаления заклиненных в полукокилях отливок и позволяет повысить ее производительность на 12-15% Автоматический режим работы установки значительно облегчает и улучшает условия работы оператора.
Установка может найти широкое промышленное применение, в частности при изготовлении мелющих тел и других изделий, имеющих форму тел вращения, обладает высокой производительностью, надежностью, степенью автоматизации и позволяет получать отливки правильной формы и высокого качества практически без дополнительных операций по удалению литников.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ТОРМОЗНЫХ КОЛОДОК И КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2462328C2 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| РАЗЪЕМНЫЙ КОКИЛЬ ДЛЯ ОТЛИВКИ МЕЛЮЩИХ ШАРОВ | 2014 |
|
RU2561544C2 |
| Многопозиционная кокильная машина | 1975 |
|
SU530741A1 |
| Конвейерная кокильная установка | 1984 |
|
SU1397164A1 |
| КОКИЛЬНАЯ МАШИНА | 1991 |
|
RU2033306C1 |
| Конвейерная кокильная машина | 1974 |
|
SU509335A1 |
| Кокильная машина | 1975 |
|
SU548366A1 |
| Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье | 1991 |
|
SU1806043A3 |


Изобретение относится к литейному производству, в частности к машинам для кокильного литья, и может быть использовано при литье мелющих тел. В основу изобретения поставлена задача усовершенствовать конвейерную кокильную установку так, чтобы обеспечить плотное прилегание кокилей друг к другу в верхней части на участке заливки для снижения потерь металла, а также упростить и повысить надежность извлечения отливок. Сущность изобретения: в конвейерной кокильной установке, содержащей основание, вертикально-замкнутый конвейер, размещенные на нем кокили с вертикальной плоскостью разъема, участок заливки и привод конвейера, конвейер выполнен в виде двух замкнутых цепей, на которых закреплены полукокили с продольной вертикальной плоскостью разъема, при этом верхние ветви цепей расположены наклонно в зоне участка заливки для обеспечения плотного прилегания кокилей. После участка заливки цепи расположены под углом друг к другу для образования запора между полукокилями, превышающего ширину отливки. 7 з.п., ф-лы, 7 ил.
| Конвейерная кокильная установка | 1984 |
|
SU1397164A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
