1
Известен снособ изготовления ал.мазиого инструмента, включающий укладку алмазов в пресс-форму, засылку шихты, прессование и пропптку.
Недостатками известного способа являются смещение алмазов при прессовании, неравномерная плотность в объеме алмазной матрицы, приводящая к концентрации напряжений на отдельных участках и последующему проявлению трещнн. Эти недостатки нрпводят к снижению износостойкости алмазного инструмента.
С целью предотвращения смещения алмазов, обеспечения равномерной плотности и повышения износостойкости инструмента по предложенному способу после засыпки щихты в ней формуют кольцевую полость и вводят металлический наполнитель с частицами сферической формы, через слой которого осуществляют передачу давления па щихту п алмазы при последующем прессовании.
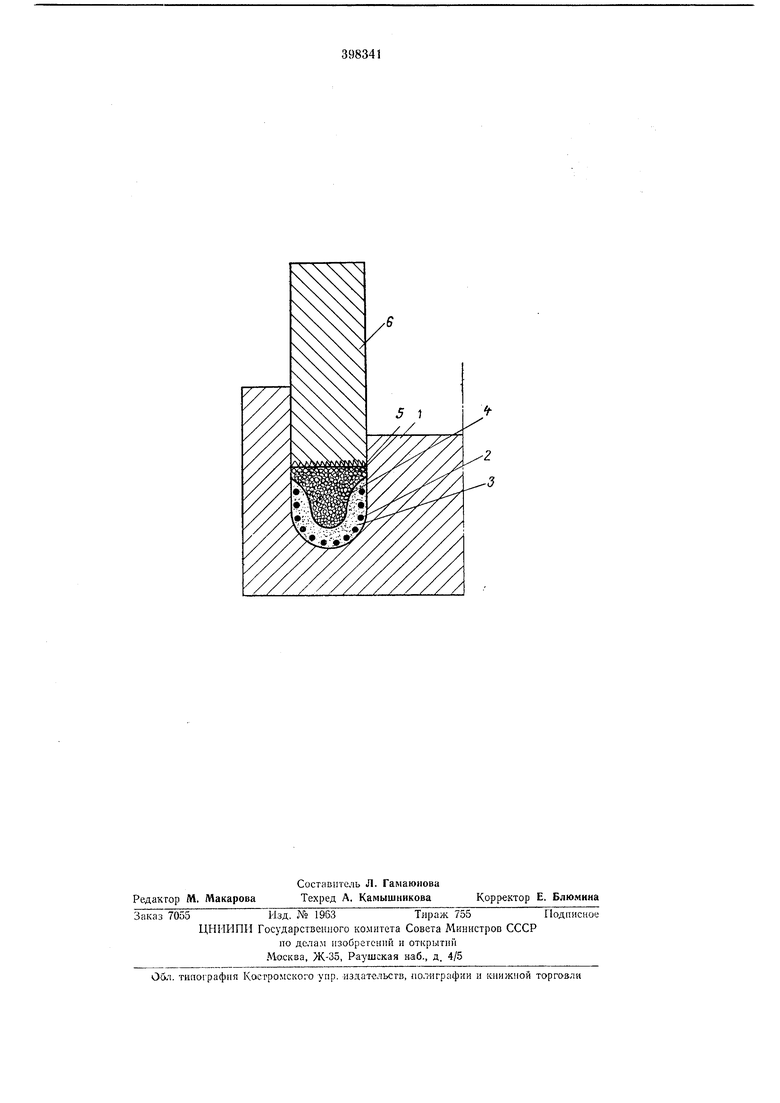
Способ иллюстрируется чертежом.
Реализуется предложенный способ следующ 1.м образом.
В пресс-форму / укладывают алмазы 2, засыпают шихту 3, в ней формуют кольцевую полость 4 и засыпают наполнитель 5 сферической формы из металла пли сплава, имеющего более высокий иоказатель ударной вязкости,
чем материал шихты, п смачиваемого ироииточиым материалом-связкой. Затем на слой н.шолнителя помещают корпус 6, проводят прессование п пропитку.
Предложепиый способ, предусл атриваюпи1Й прессование через слой передающей среды, в качестве которой используют металлический наполнитель сферической формы, позволяет предотвратпть смещение алмазов по боковым поверхностям, обеспечить равномерную плотность в объеме алмазоносной матрицы получаемого инструмента, и вместе с тем повысить его изиосостойкость и сопротивление ударным нагрузкам.
П р о д мет изобретения
Сиособ изготовления алмазного инструмента, включающий укладку алмазов в прессформу, засыпку щихты, прессование и пропитку, от.игчаюгцийся тем, что, с целью предотвращения смещення алмазов, обеспечения равномерной плотности и повыщения износостойкости инструмента, после засыпки шихты в ней формуют кольцевую полость и вводят металлический наполнитель с частицами сферической формы, через который осуществляют передачу давления на щихту и алмазы при последующем прессовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного инструмента | 1981 |
|
SU990423A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ НА ДИСПЕРСНОЙ МАТРИЦЕ | 1993 |
|
RU2048270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2049655C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АЛМАЗА ПРИ СПЕКАНИИ С ПРОПИТКОЙ МЕДЬЮ АЛМАЗОСОДЕРЖАЩЕЙ ТВЕРДОСПЛАВНОЙ МАТРИЦЫ | 2017 |
|
RU2633861C1 |
| Матрица для алмазного инструмента на основе карбида вольфрама со связкой из эвтектического сплава Fe-C и способ её получения | 2020 |
|
RU2754825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2012 |
|
RU2478455C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2298078C1 |
| Способ изготовления буровой коронки | 1989 |
|
SU1738680A1 |
| Способ изготовления алмазно-абразивного инструмента | 1979 |
|
SU872239A1 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |