ИзвесТИО устройство для паГпчН радиаторов, содержащее раму, к которой прикреплен Koiiвеиер с опорами для установки изделия, .нагреватели для предварительного подогрева, узлы флк соваи1ия, пайки и охлаждения, расголоженпые над изделием.
Для повышения качества паяного соединения и снижения расхода п-рипоя при пайке струей расплав.тенного припоя в предложенном уст ройстве узлы флюсо1вания, пайки и охлаждения выполиепы в виде трубчатых коллекторов, прикрепленных к раме и снабженных патрубкам), размешсмным -под углом 30- -60° к оои коллектора.
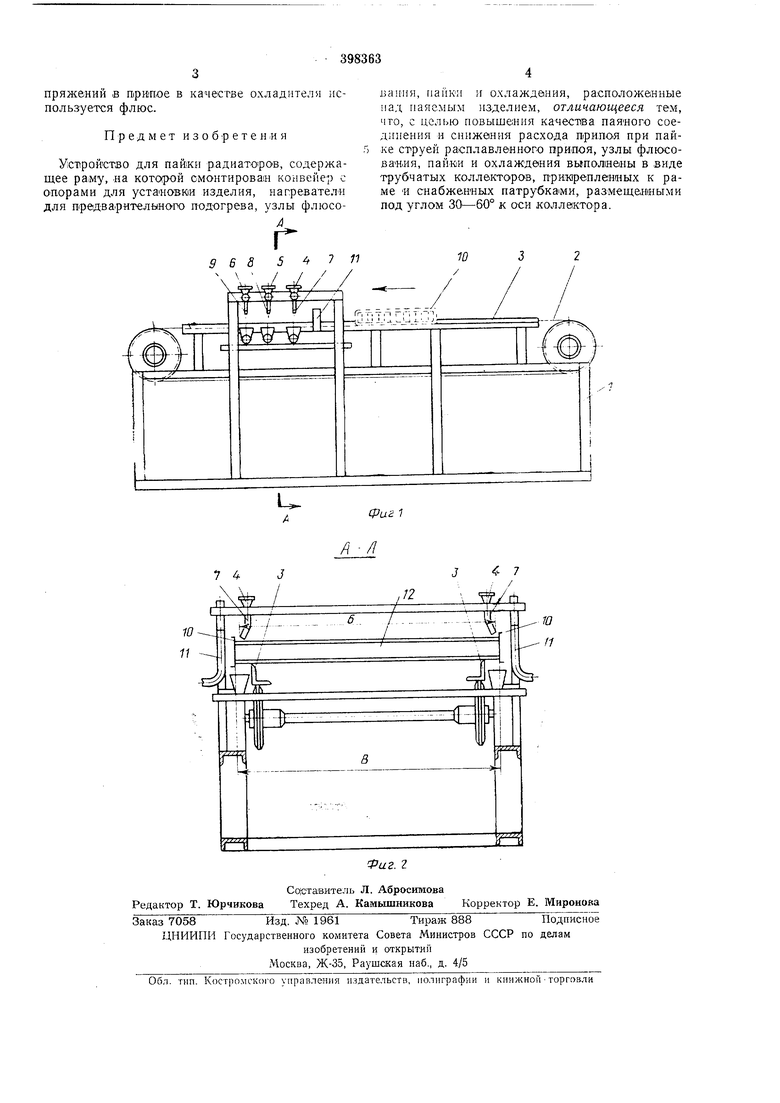
На фиг. 1 изображено Rpeдлaгaeмoe уетройетво, вид сбоку; .на фиг. 2 - раЗрез по А--А на фиг. 1.
Устройство содержит смо нтироваииый на .ра.ме 7 го.ризо:нталы1ый конвейер .2, оборудованиый онорами - для установки радиатора. Над конвейерам последовательно расположены трубчатые коллекторы флюсова«ня 4, пайки 5 и охлаждения 6, неподвижно п рикрепледаныс к раме. Каждый из коллекторов снабл еи двумя нрнкреплениыми свизу н натравленными наружу оросительны1М1И па-црубками 7, 8 и 9 соответствен по, находящимися IB вертикальной плоскости коллекторов. Расстояние Б между наружным краям и патрубков каждого из коллекторов «есколько меньше расстояния В межд - внутренним; поверхлостямл опорных иласт;П1 10 радиатора. Патрубки размеи1ены иад углом 40° к оси коллектора п, следовате.ль«о, под у.-лом 50° к внутренней поверх:ност 1 опорiioii плаггины.
Перед коллекторо.м флюсова ния (по ходу ко}1вейера) на обе;1х бако.вых сторонах рамы устан( две п;елевые горелк} /7 для нагревания опорных пластин радиатора.
Устройство для пайки опорных пласти) к охлаждающим трубкам водяных радиаторов работает следующим образо.м.
Остов 12 радиатора расиолага.ют Ч)ризо11талыю на конвейере опорными пластинами в нанра:В-1ен1П1 движения. Затем включают конвейер.
При движе ; 1-:о1;вейера процесс пайки опорных пластин происходит одновре.менно с двух сторон. При .этом сначала опоряые нластииы
0 со стороны их наружных поверхностей нагреваются горелками //, а затем последовательно производятся операцн1 флюсо.вания, пайки, охлаждения путем полива ння (орошения) из патрубков 7, 8 п 9 соответственно флюсо:М.
5 п.рипоем и охладителе.м внутренних вертикально расположенных поверхностей опорны.х плаСТИ1Н рад атора в .местах контактирования их отвер ггнй с наружной поверхностью припаиваемых трубок.
0
С целью предотвращепия возникновения напрянсений iB припое в качестве охладителя используется флюс.
Предмет и з о б р е т е н .и я
Устройство для пайки радиато ОВ, содержащее paiMy, «а кото(рой смонтирован конвейер с сборами для установии изделия, нагревателе для Предва.рителыного подогрева, узлы флюсо
Г 9 6 S
Бяния, панки и охлаждения, расположенные над паяемым изделием, отличающееся тем, что, с целью повышения качества паяного соедииеиия и снижения расхода П1ри,поя при пайке струей расплавленного припоя, узлы флюсоваадия, пайки и охлаждения выпал1не1ны в виде трубчатых коллекторов, п-рниреплениых к раме И снабженных патрубками, размещеляыми под углом 30-60° к оси коллектора. 54 / / / 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КАЧЕСТВА ПАЯНЫХ ТРУБОК ПРИ ИЗГОТОВЛЕНИИ РАДИАТОРОВ И ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2238531C1 |
| Линия пайки | 1988 |
|
SU1563906A1 |
| Устройство для бесфлюсовой пайки трубопроводов | 1986 |
|
SU1329928A1 |
| Способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов | 2018 |
|
RU2691433C1 |
| Агрегат для изготовления многослойного гофрометалла | 1972 |
|
SU524631A1 |
| СПОСОБ ПАЙКИ РЕЖУЩИХ ПЛАСТИН ЦЕПНЫХ ПИЛ | 1997 |
|
RU2152291C1 |
| Способ пайки погружением | 1988 |
|
SU1547984A1 |
| СПОСОБ СОЕДИНЕНИЯ КОЛЛЕКТОРОВ РАДИАТОРА С ТРУБКАМИ ВЕРТИКАЛЬНЫХ КОЛОНОК | 2017 |
|
RU2646181C1 |
| Ванна для пайки | 1977 |
|
SU629026A1 |
| Электронагреватель газа | 1988 |
|
SU1598222A1 |
