Изобретение относится к области изготовления строительно-дорожного инструмента и инструмента, используемого для деревообработки.
Известен способ пайки режущих пластин - из выступления генерального директора завода ОАО "Строймашина" Димитрова Захария Ивановича 03.12.1996 на рабочем семинаре "Новые технологии седьмого цеха" - г. Куйбышев - /1/.
К недостаткам указанного способа следует отнести: отсутствие существенных сведений по пайке режущих пластин цепных пил, что снижает конструктивные достоинства механического закрепления режущих пластин, теряющих производительность, самозаточку и долговечность работы.
Задачей изобретения является совершенствование конструктивно-технологических подходов к изготовлению более прогрессивных конструкций цепных пил с трехсторонним режущим зубом, выполняемым в виде части ковшика.
Поставленная задача достигается тем, что способ пайки режущих пластин цепных пил, отличающийся тем, что осуществляют сборку цепной передачи, состоящей из цепи, ведомой и ведущей шестерен, поворотного механизма, последовательно размещают в звеньях цепи режущие пластины с нанесенным на их внутреннюю поверхность рифлением, на упомянутую поверхность каждой пластины насыпают припой и/или наносят пастообразный припой, замешанный на связующем составе, подают режущую пластину сверху до упора относительно внешней поверхности пластин звена цепной передачи, затем подают звено с режущей пластиной к узлу нагрева, включающему генератор и индукционный нагреватель с конструктивным электродом, подаваемым по нормали к оси цепной передачи, и верхним электродом, выполненным в виде рамки, установленной с возможностью поворота на заданный угол, обеспечивающий замыкание индукционного поля и плавление припоя, устанавливают температуру пайки на 10-30oC выше температуры ликвидуса припоя, в зависимости от материала режущих пластин выбирают скорость охлаждения и нагрева из условия снижения окалинообразования и изменения механических свойств, паяемых материалов, при этом повышение скорости нагрева без увеличения перепада температур используют дополнительный узел нагрева с генератором, имеющим пониженную частоту и напряжение, осуществляют выдержку для выравнивания температур по всему паяному соединению, полного протекания процессов очистки поверхности флюсами и удаления флюсов и газовых включений из паяного шва путем снижения мощности нагревателя и/или повторно-кратковременного отключения нагрева при достижении паяемыми деталями температуры пайки, время выдержки выбирают из условия предотвращения растворения и эрозии металлов, медленное охлаждение осуществляют за счет плавного уменьшения мощности генератора узла нагрева при перемещении резцового узла к дополнительному узлу нагрева, а дальнейший тепловой режим обработки паяных соединений обеспечивают за счет подогрева в течение 4-5 часов, после чего цепную пилу с режущими пластинами помещают в закалочную среду.
2. Способ пайки, отличающийся тем, что для материалов типа ТК скорость нагрева и охлаждения выбирают не выше 67-70oC/с.
3. Способ пайки, отличающийся тем, что для материала типа ТТК, ВК, ВОК и быстрорежущих сталей скорость нагрева и охлаждения выбирают не выше 72-80oC/с.
Перечень графических изображений:
фиг. 1 - узел паяного соединения;
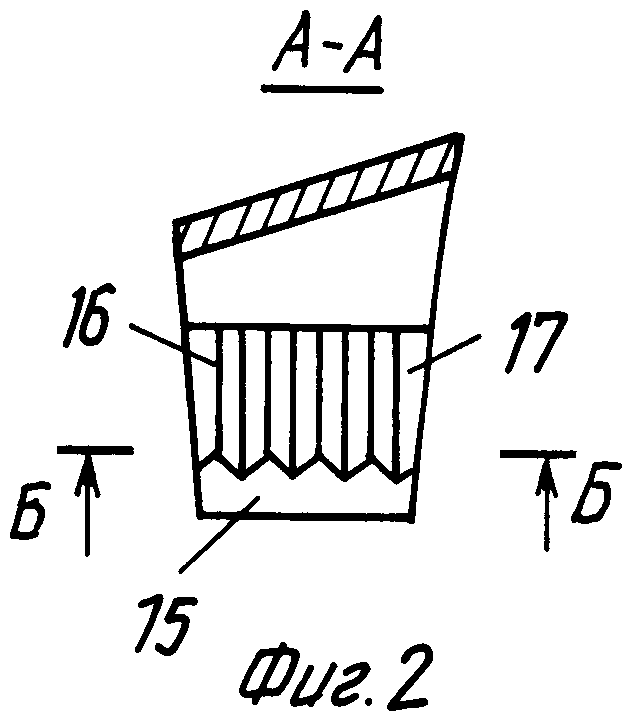
фиг. 2 - режущая пластина в разрезе;
фиг. 3 - рифления на режущей пластине;
фиг. 4 - цепная пила, положение резцовых узлов и электродов генераторов нагрева паяного соединения;
фиг. 5 - схема расположения индукторов нагрева по отношению к паяному узлу.
Перечень позиций графических изображений: 1 - цепь; 2 - ведомая и 3 - ведущая шестерни; 4 - упор; 5 - режущая пластина; 6 и 7 - пластины звена цепной передачи; 8 - рифления внутренних поверхностей режущей пластины; 9 - пастообразный припой; 10-11 - электроды индукционного нагревателя; 12 и 13 - индукционные нагреватели; 4 - поворотный механизм; 15 - плоский срез рифлений с внутренней стороны режущей пластины; 16 и 17 - образующие рифления; 18 - сухой припой; 19 - лоток для сбора припоя; 20 - ось симметрии цепной передачи; 21 - поворотная ось рамочного электрода 11; А-А, Б-Б, В-В - сечения, приведенные на фиг. 1-5; Дs - движение подачи режущей пластины 5; Дц - движение подачи цепи; Дo w - угловой поворот электрода 11.
Описание способа пайки режущих пластин с учетом отличительных признаков от прототипа - аналога /1/.
Способ пайки режущих пластин цепных пил, отличающийся тем, что:
осуществляют сборку цепной передачи, состоящей из цепи, ведомой и ведущей шестерен, поворотного механизма;
последовательно размещают в звеньях цепи режущие пластины с нанесенным на их внутреннюю поверхность рифлением;
на упомянутую поверхность каждой пластины насыпают припой и/или наносят пастообразный припой, замешанный на связующем составе;
подают режущую пластину сверху до упора относительно внешней поверхности пластин звена цепной передачи;
подают звено с режущей пластиной к узлу нагрева, включающему генератор и индукционный нагреватель с конструктивным электродом, подаваемым по нормали к оси цепной передачи, и верхним электродом, выполненным в виде рамки, установленной с возможностью поворота на заданный угол, обеспечивающий замыкание индукционного поля и плавление припоя;
устанавливают температуру пайки на 10-30oC выше температуры ликвидуса припоя;
в зависимости от материала режущих пластин выбирают скорость охлаждения и нагрева из условия снижения окалинообразования и изменения механических свойств, паяемых материалов;
повышают скорость нагрева без увеличения перепада температур, используя дополнительный узел нагрева с генератором, имеющим пониженную частоту и напряжение;
осуществляют выдержку для выравнивания температур по всему паяному соединению;
выполняют полное протекание процесса очистки поверхности флюсами и удаления флюсов и газовых включений из паяного шва путем снижения мощности нагревателя и/или повторно-кратковременного отключения нагрева при достижении паяемыми деталями температуры пайки;
время выдержки выбирают из условия предотвращения растворения и эрозии металлов;
медленное охлаждение осуществляют за счет плавного уменьшения мощности генератора применительно к узлу нагрева при перемещении резцового узла к дополнительному узлу нагрева;
дальнейший тепловой режим обработки паяных соединений обеспечивают за счет их подогрева в течение 4-5 часов;
цепную пилу с режущими пластинами помещают в закалочную среду.
2. Способ пайки, отличающийся тем, что для материалов типа ТК скорость нагрева и охлаждения выбирают не выше 67-70oC/с.
3. Способ пайки, отличающийся тем, что для материала типа ТТК, ВК, ВОК и быстрорежущих сталей скорость нагрева и охлаждения выбирают не выше 72-80oC/с.
Пример выполнения способа.
Способ пайки режущих пластин цепных пил включает следующие операции:
1. Сборку цепной передачи, состоящей из цепи, ведомой и ведущей шестерен, поворотного механизма.
2. Последовательного размещения в звеньях цепи режущих пластин с нанесенным на их внутренней поверхности рифлением.
3. На упомянутую поверхность каждой пластины насыпают припой и/или наносят пастообразный припой, замешанный на связующем составе.
4. Подают режущую пластину сверху до упора относительно внешней поверхности пластин звена цепной передачи.
5. Подают звено с режущей пластиной к узлу нагрева, включающему генератор и индукционный нагреватель с конструктивным электродом, подаваемым по нормали к оси цепной передачи, и верхним электродом, выполненным в виде рамки, установленной с возможностью поворота на заданный угол, обеспечивающий замыкание индукционного поля и плавление припоя.
6. Устанавливают температуру пайки на 10-30oC выше температуры ликвидуса припоя, в зависимости от материала режущих пластин выбирают скорость охлаждения и нагрева из условия снижения окалинообразования и изменения механических свойств, паяемых материалов.
7. Осуществляют повышение скорости нагрева без увеличения перепада температур, используя дополнительный узел нагрева с генератором, имеющим пониженную частоту и напряжение.
8. Осуществляют выдержку для выравнивания температур по всему паяному соединению.
9. Выполняют полное протекание процессов очистки поверхности флюсами и удаления флюсов и газовых включений из паяного шва путем снижения мощности нагревателя и/или повторно-кратковременного отключения нагрева при достижении паяемыми деталями температуры пайки.
10. Время выдержки выбирают из условия предотвращения растворения и эрозии металлов.
11. Медленное охлаждение осуществляют за счет плавного уменьшения мощности генератора с узлом нагрева при перемещении резцового узла к дополнительному узлу нагрева.
12. Дальнейший тепловой режим обработки паяных соединений обеспечивают за счет подогрева в течение 4-5 часов, после чего цепную пилу с режущими пластинами помещают в закалочную среду.
13-2. Для материалов типа ТК скорость нагрева и охлаждения выбирают не выше 67-70oC/с.
14-3. Для материала типа ТТК, ВК, ВОК и быстрорежущих сталей скорость нагрева и охлаждения выбирают на выше 72-80oC/с.
Промышленная полезность предлагаемого технического решения заключается в создании новых конструктивных и технологических приемов при изготовлении производительных и самозатачивающихся пил, имеющих частичную форму ковшика, что особенно ценно при разрезании грунта, щебня, асфальта и пр. пород природного шельфа, так как форма режущей пластины способствует защите цепной передачи от истирания разрезаемым грунтом с внешней стороны.
Анализ источников зарубежных аналогов показал на отсутствие подобных сведений.
Экономическая эффективность процесса заключается в удачном совмещении цикла процесса с длиной цепной пилы, проходящей через различные зоны обслуживания, связанные с подачей режущей пластины, ее установкой, наполнением рифлений припоем, вводом резцового узла в зону индукционного нагрева и охлаждения, закалкой и технологической доработкой цепной пилы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ПЛАСТИН В ПОЛУБЛОКИ ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 2001 |
|
RU2195393C1 |
| Флюс для высокотемпературной пайки | 1979 |
|
SU856719A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНО-РАСПРЕДЕЛИТЕЛЬНЫХ СИСТЕМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2317184C2 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕССВИНЦОВОГО ПРИПОЯ НА ОСНОВЕ ОЛОВА | 2011 |
|
RU2477205C1 |
| Способ пайки изделий из нержавеющей стали | 1982 |
|
SU1061948A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ НА ОСНОВЕ ОЛОВА | 2013 |
|
RU2541249C2 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285593C1 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
| Способ индукционной пайки | 1980 |
|
SU998029A1 |



Способ может быть использован при изготовлении строительно-дорожного деревообрабатывающего инструмента. Размещают последовательно в звеньях цепи режущие пластины с рифлением на поверхности. Размещают на пластинах припой. Подают звено с режущей пластиной к узлу нагрева. Индукционный нагреватель включает конструктивный электрод и верхний электрод в виде рамки с возможностью ее поворота на заданный угол. Температуру пайки устанавливают на 10 - 30°С выше температуры ликвидуса припоя. В зависимости от материала режущих пластин выбирают скорость нагрева и охлаждения. Для повышения скорости нагрева используют дополнительный узел нагрева с генератором пониженной частоты и напряжения. После пайки цепную пилу помещают в закалочную среду. Способ позволяет усовершенствовать технологию изготовления цепных пил с трехсторонним режущим зубом. 2 з.п. ф-лы, 5 ил.
| Ближайшего аналога нет | |||
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 0 |
|
SU253561A1 |
| СПОСОБ ПАЙКИ ПЛАСТИНОК ТВЕРДОГО СПЛАВА С КОРПУСОМ РЕЖУЩЕГО ИНСТРУМЕНТА | 1966 |
|
SU418293A1 |
| Способ изготовления составного инструмента | 1975 |
|
SU596400A1 |
| Способ пайки многолезвийного инструмента | 1976 |
|
SU624746A1 |
| САМОЗАКАЛИВАЕМЫЕ УДАРОПРОЧНЫЕ СТАЛЬНЫЕ СПЛАВЫ, СПОСОБЫ ИЗГОТОВЛЕНИЯ СПЛАВОВ И ИЗДЕЛИЯ, ВКЛЮЧАЮЩИЕ СПЛАВЫ | 2012 |
|
RU2612105C2 |
| Технологические рекомендации по пайке и термообработке твердосплавного режущего инструмента | |||
| Москва, Металлургия, 1988, с.7 - 9. | |||
