1
Изобретепие относится к области изготовления полимерных изделий, ориентированно армированных волокнистыми материалами, например непрерывными нитями стекловолокна.
Известна экструзионная головка для изготовления полимерных изделий, армированных волокнистым материалом, например непрерывными нитями стекловолокна, содержаш,ая снабженный крышкой с периферийными отверстиями для подачи армирующих элементов корпус, внутри которого расположена формующая камера с соосно установленными в ней торпедой и мундщтуком.
Недостатком известной конструкции экстру.зионной головки является невозможность за-нравки оборванных стеклонитей во время работы головки. Для осуществления заправки .необходимо прерывать технологический продесс и разбирать головку. Кроме того, при работе с материалами с высокой вязкостью расплава в головке затруднен доступ плава в устье мундщтука, в результате чего может получаться некачестве шое изделие.
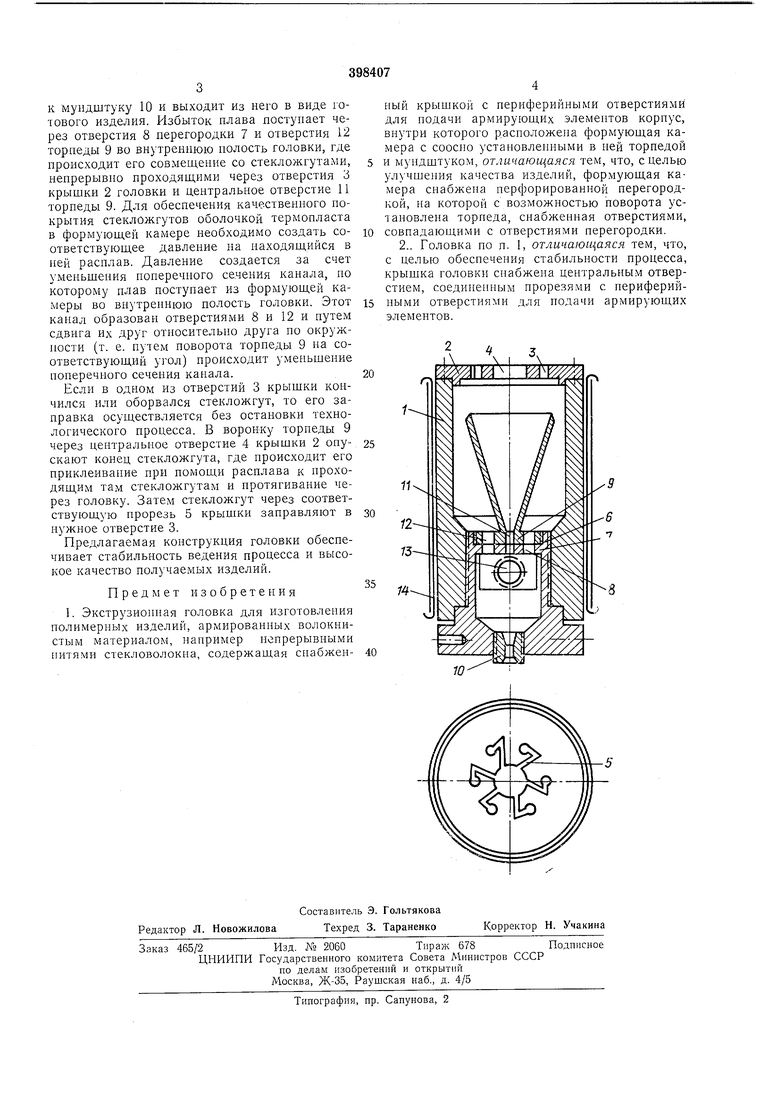
Формующая камера предлагаемой головки снабжена перфорированной перегородкой, на которой с возможностью поворота установлена торпеда с отверстиями, совпадающими с отверстиями перегородки, а крыщка головки выполнепа с центральным отверстием, соединенным прорезями с периферийными отверстиями для подачи армирующих элементов. На чертеже показана головка в разрезе и вид сверху.
Экструзионная головка состоит из корпуса 1 с крышкой 2, с периферийными отверстиями 3 для ввода в головку и фиксации в строго определенном направлении армирующих элементов в виде стекложгутов и центральным
отверстием 4, соединенным при помощи прорезей 5 с отверстиями 3. В устье головки установлена формующая камера, состоящая из корпуса 6 с перегородкой 7 с отверстиями 8 для прохода плава. В формующей камере крепится торпеда 9 и мундщтук Ю. Торпеда 9 выполнена с центральным отверстием И для прохода стекложгутов и периферийными отверстиями 12 для прохода плава. Отверстия торпеды и перегородки совпадают.
Между торпедой 9 и мундщтуком 10 в корпусе головки расположен щтуцер 13 для ввода расплава во внутреннюю полость формующей камеры. Для поддержания в головке заданной температуры предназначен электрообогрев 14.
Во время работы головки раснлав полимера непрерывно поступает по щтуцеру 13 во внутреннюю полость формующей камеры (корпуса 6), где он разделяется па два потока. Часть
плава вместе со стекложгутами направляется
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 1970 |
|
SU267057A1 |
| ОРТОПЕДИЧЕСКИЕ БИОДЕГРАДИРУЕМЫЕ ИМПЛАНТЫ | 2018 |
|
RU2749635C1 |
| АРМИРУЮЩИЙ МАТЕРИАЛ С ВОЛОКНАМИ УВЕЛИЧЕННОГО ОБЪЕМА | 2002 |
|
RU2295447C2 |
| Способ изготовления армированных минераловатных плит | 1981 |
|
SU950704A1 |
| Устройство для изготовления полимерных гранул, армированных волокнами | 2022 |
|
RU2804848C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU262377A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНИСТЫМ НАПОЛНИТЕЛЕМ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1973 |
|
SU381554A1 |
| 3D-ПЕЧАТЬ АРМИРУЮЩИМИ ВОЛОКНАМИ | 2018 |
|
RU2773665C2 |
| МНОГОКОМПОНЕНТНАЯ КОМПЛЕКСНАЯ АРМИРУЮЩАЯ НИТЬ | 2014 |
|
RU2569839C1 |
| ТЕРМОПЛАСТИЧНЫЕ АРМИРОВАННЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ПРИГОТОВЛЕНИЯ | 2006 |
|
RU2315784C1 |
