1
Изобретение касается восстановления изношенных деталей и может быть использовано при ремонте гусеничных лент тракторов и других гусеничных машин.
Известна установка для наплавки, содержащая смонтированные на станине механиз мы подачи и съема изделия, устройства дозирования и наплавки наллавляамого 1материала, вынол;ненные в виде за1кренленных на станпне и подв ижных в вертикально,м направлении прижи/мов с лриводо.м их перемеш,ения, один из которых связан с шихтовьгм -питателем и дозаторО|М, а дру.гой - с индукторо.м.
Предложенная установка отличается тем, что для повышения качества наплавки поверхностей элементов гусеничных лент без их разюОрки .прижимы шарнирно связалы с приводом их вертикального перемешения и содержат съемные вставки, форма которых соответствует форме наплавляемой поверхности, при этом одна ИЗ вставок снабжена подводящим и отводящим канала ми шихты с диа.метром .подводящего канала большим диаметра отводящего канала.
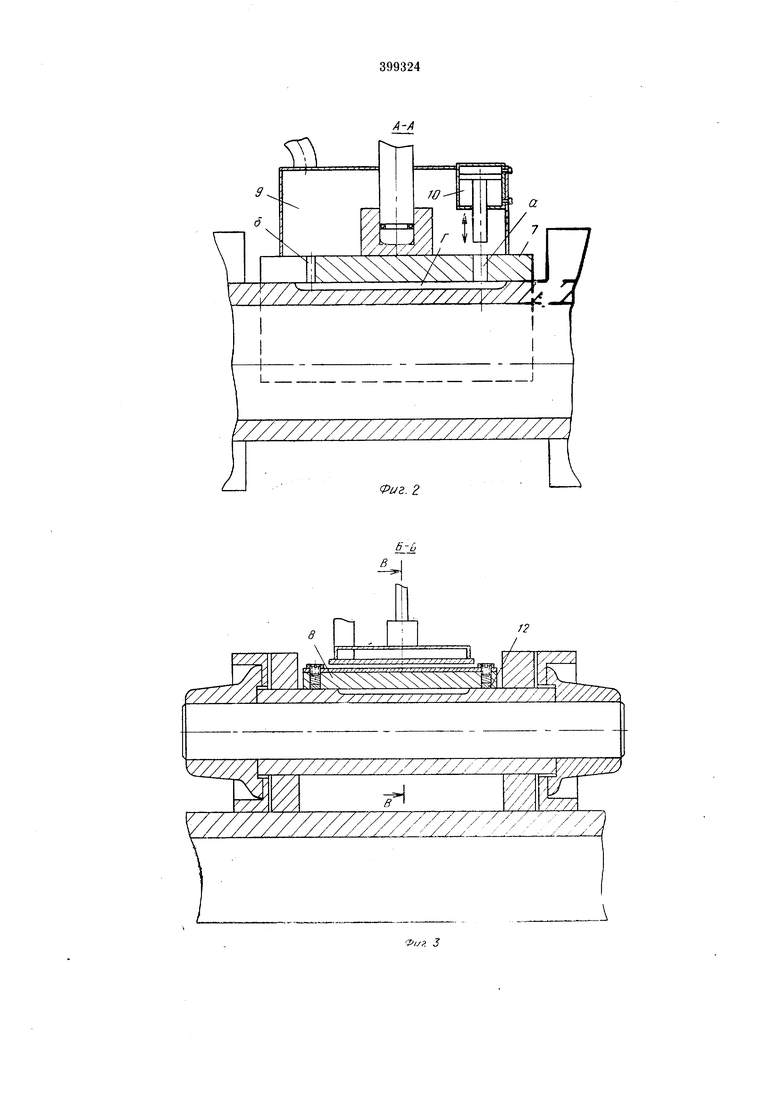
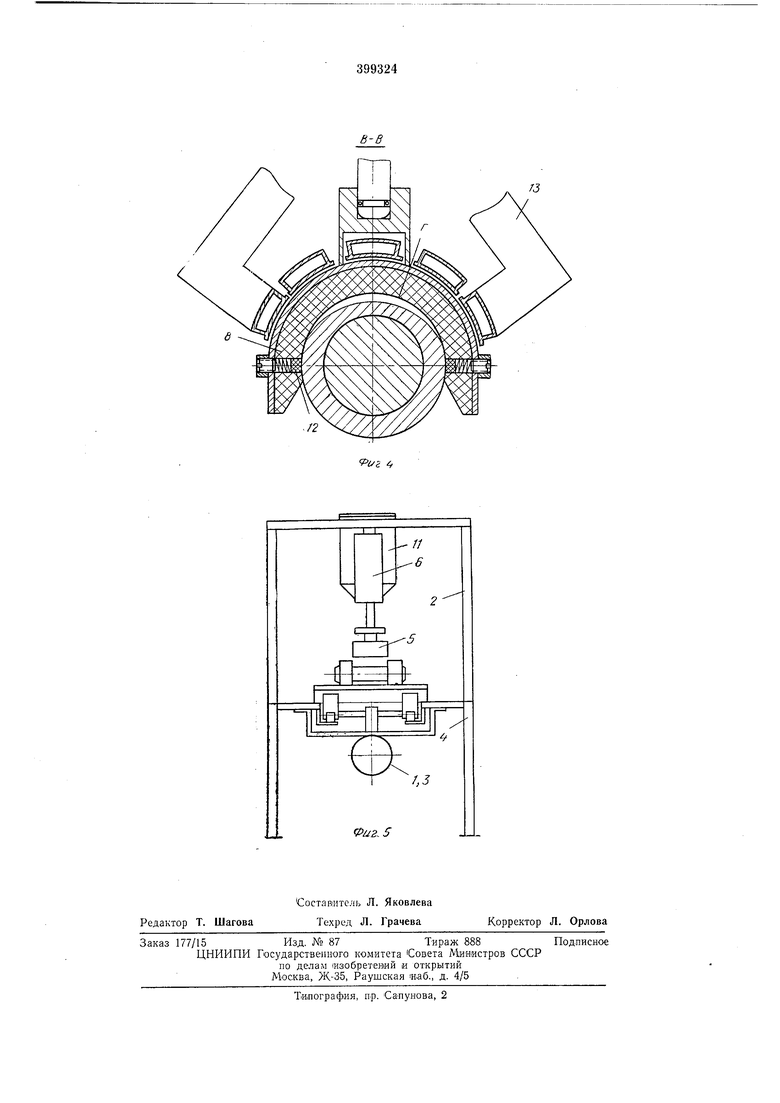
На фиг. 1 изображена предложенная установка, обший вид; на фиг. 2-.прижим, связанный с бункером, разрез по А-А на фиг. 1; на фиг. 3 и 4 - прижим, связанный с индуктором, разрезы по Б-Б и В-В; на фиг. 5 установка, вид сбоку.
Установка состоит из .механизма 1 подачи гусеничной ленты, хтройства 2 для нанл.ав(ки и :механиЗ;ма 3 съема. На станние 4 с верлним расноложенне.м относительно изделия смонтированы два прижима 5, шарнирно связанные ирнводо:м 6 вертикального неремещенпя. Прижп.мы 5 снабжены съемными вставкаI.M1 7 и 8.
Прилегающие к наплавляе.мо.-м} изделию
поверхности вставок 7 и 8 ил1еют фор.му зеркального отображения этих поверхностей.
Вставка 7 выполнена с по.дводящи.ми каналом а большего .диаметра н отводящим каналом б меньщего диаметра и снабжена нромежуточньим накопителем 9, в .которо.м размешен -принудительный силовой питатель 10 для подачи шихты под давлениб.м. Про.межуточный накопитель 9 соединен с 3аГрузочнЫ|М бункеро.м 11.
.Вставка 8 выполнена без отверстий, а для удерл ания расплавленного (металла снаблчена по контуру прилегания IK изделию уплотнителем 12. В верхней части вставка 8 связа-н.а с индукторо.м 13.
Взаимосвязь трнводов установкн .для нандавки осуществляется носледовательно, как
в ручном, так и в автоматическом режимах их
работы.
Механизм 1 подачи (перемещения) наплавляемого изделия представляет собой щаговыГтолкатель и подает изделие IK п..м 5 периадичеок-и на один шаг, равный шагу звеньев восстанавливаемой гусинечной ленты и шагу (расстоянию) между прижимными головками.
После каждого перемеш;е11ия втулки осей звеньев гусеничных лент попарно и последовательно .располагаются (останавливаются) одна 1ПОД приж№МО)М дозирующего устройства, а другая (расположенная через шаг)-под прижиМО.М } стройства дл-я напл,авки.
После отключения механизма 1 В1К,:гючается (нанри.мер от электрического золотника) привод 6 вертикального перемеш.ения и опускает оба 5 на втушки осей гусен ичной ленты. По достижении определенного усилия прижима 5 к наплавляюнхему изделию привод 6 отключается н включ-ается (последовательно) силовой ститатель 10, который ,по каналу а съем.ной вставки 7 подает Ш;ихту в пространство Г. По .мере залолнення шихтой пространства Г избыточная шихта вытесняется под давлением по каналу б. Таким образом, предварительное формование шихты в пространстве Г осуществляется под некоторым давлением.
Одновременно с В ключенибм питателя 10 на ,днбм прижиме включается индуктор 13. Под прижим устройства втулка оси гусеничной ленты поступает от дозировочного поста уже с предварительно формовочной шихтой. По 1мере плавления сдоя шихты при некотором иостояннам поджиме головки 5 к изделию осуществляется окончательное формирование съемной вставкой 8 поверхности наплавляемого учаспка.
По истечении определенного времени (после полного расплавления шихты) нндуктор 13 и
силовой нитатель 10 отключаются (например от реле времени), дается выдерж.ка и включается привод 6 (например от реле времени) на подъем головок 5.
После подъема П1ри}ки;мов 5 привод 6 отключается (например от концевого вы ключателл) и включается привод (Механизма 1, который вновь перемещает направляемое изделие (гусеничную ленту) на один шаг. Цикл работы установки повторяется.
Механизм 3 съема н-аплавляемого изделия также является шаговЪгм толкателам и работает л ритме с 1механиз.мом 1 от одного включателя.
Предмет изобретения
Установка для наплавки преи;мушественно элементов гусеничных лент машин, содержащая смонтированные на станине механизмы подачи и съема изделия, устройства дозирования и наплавки наплавляемого материала, выполненные в виде закрепленных на станине и подвижных в вертикальном направлении прижимов с приводом их перемещения, один из которых связан с шихтовым питателем и дозатором, а другой - с индуктором, отличающаяся тем, что, с целью повышения качества нанлавки поверхностей элементов гусеничных лент без их разборки, прижимы шарнирно связаны с приводом их вертикального перемещения и содерл ат съемные вставки, форма которых соответствует форме напл.авляемой поверхности, при этом одна из вставок снабжена подводящим и отводящим каналами шихты с диаметром подводящего канала большим диаметра отводящего канала.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАПЛАВКИ | 1969 |
|
SU257646A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| Автоматическая поточная линия для наплавки фасонных дисков | 1988 |
|
SU1544543A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1995 |
|
RU2078660C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133661C1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2013 |
|
RU2533517C1 |
| Установка для автоматической индукционной наплавки | 1976 |
|
SU610636A1 |
| Установка для автоматической индукционной наплавки | 1988 |
|
SU1606285A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 2012 |
|
RU2491157C1 |
иг. 2
.„J
/J
