плавляемой поверхности. Технологическое оборудование установлено на передвижной платформе и оснащено подъемным бункером 20 с регулятором уровня толщины засыпки шихты и крыльчаткой 32 для перемешивания шихты, связанной валом 30 с датчиком контроля вращения крыльчатки 32 и кинематически связанной с электродвигателем 35 через муфту 34, Датчик контроля вращения крыльчатки 32 связан с приводом заслонки бункера-питателя. Линия также оснащена механизмами подъема заготовок ич накопителей и перегруз чиком, выполненным в виде поворотного коромысла с электромагнитами и установленным с возможностью перемещения, параллельно перемещению механизма подъема, Перегруэчиком осуществляют одновременно подачу заготовки из накопителя и съем готового изделия в накопитель. Платформа после подачи заготовки перемещает технологическое оборудование в зону индуктора. Бункер 20 опускают до соприкосновения регулятора уровня толщины засыпки
шихты с деталью, открывают заслонку и осуществляют засыпку. Периодическим включением двигателя 35 датчиком осуществляют контроль за вращением крыльчатки 32, При вращении крыльчатки 32 датчик дает команду на открывание заслонки бункера-питателя«Осуществляется дозаправка бункера 20, 3 э.п.ф-лы, 8 ил.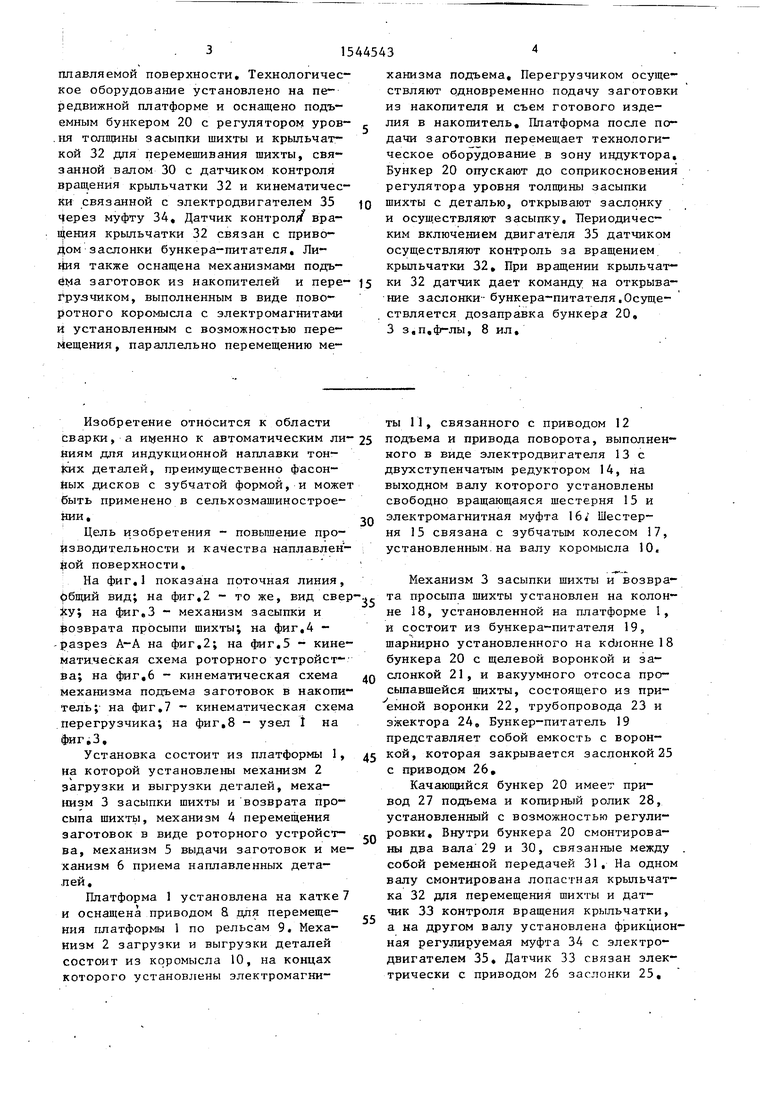

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2003 |
|
RU2250812C1 |
| Вакуумная установка для наплавки инструмента | 1985 |
|
SU1252034A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛАП КУЛЬТИВАТОРА | 1972 |
|
SU354966A1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ НАПЛАВКИ МАССИВНЫХ ЗАГОТОВОК | 1990 |
|
SU1795604A1 |
| Установка для индукционной наплавки поверхностей заготовок | 1976 |
|
SU616106A1 |

Изобретение относится к сварке, а именно к автоматическим линиям для индукционной наплавки тонких фасонных дисков с зубчатой формой, и может быть применено в сельхозмашиностроении. Цель изобретения - повышение производительности и качества наплавляемой поверхности. Технологическое оборудование установлено на передвижной платформе и оснащено подъемным бункером 20 с регулятором уровня толщины засыпки шихты и крыльчаткой 32 для перемешивания шихты, связанной валом 30 с датчиком 33 контроля вращения крыльчатки 32 и кинематически связанной с электродвигателем 35 через муфту 34. Датчик 33 контроля вращения крыльчатки 32 связан с приводом заслонки бункера-питателя. Линия также оснащена механизмами подъема заготовок из накопителей и перегрузчиком, выполненным в виде поворотного коромысла с электромагнитами и установленным с возможностью перемещения, параллельно перемещению механизма подъема. Перегрузчиком осуществляют одновременно подачу заготовки из накопителя и съем готового изделия в накопитель. Платформа после подачи заготовки перемещает технологическое оборудование в зону индуктора. Бункер 20 опускают до соприкосновения регулятора уровня толщины засыпки шихты с деталью, открывают заслонку и осуществляют засыпку. Периодическим включением двигателя 35 датчиком 33 осуществляют контроль за вращением крыльчатки 32. При вращении крыльчатки 32 датч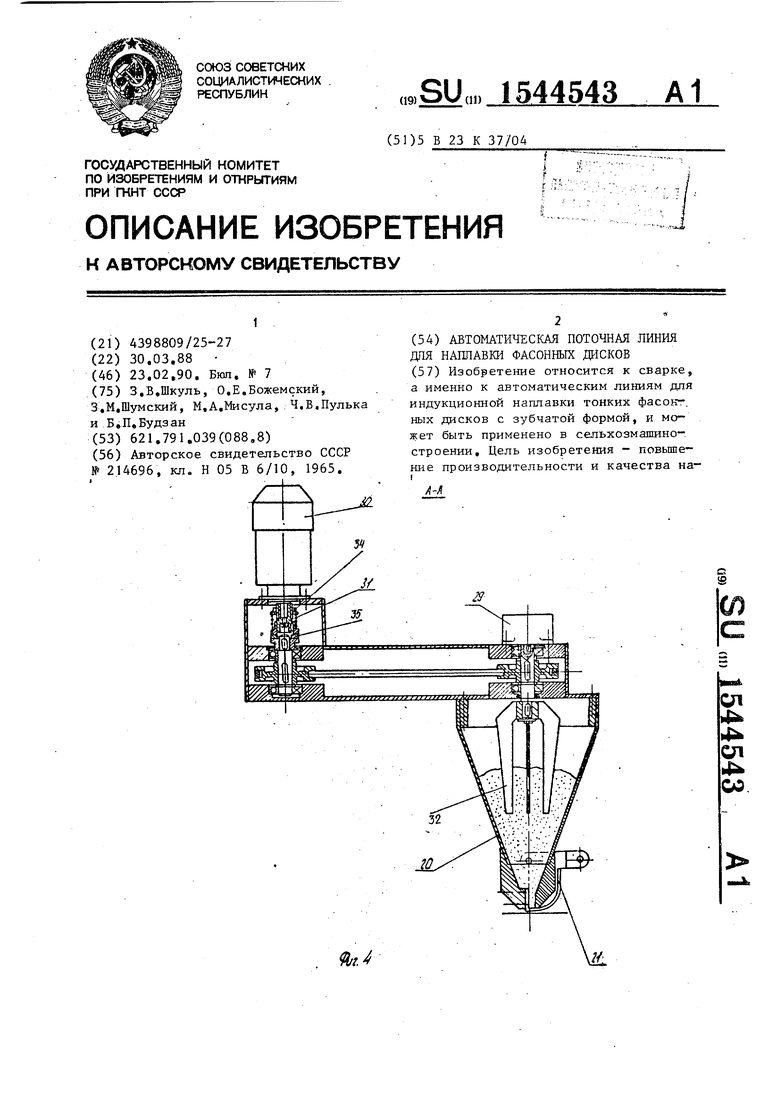
Изобретение относится к области сварки, а именно к автоматическим линиям для индукционной наплавки тонких деталей, преимущественно фасонных дисков с зубчатой формой, и может быть применено в сельхозмашиностроении,
Цель изобретения - повышение производительности и качества наплавленной поверхности.
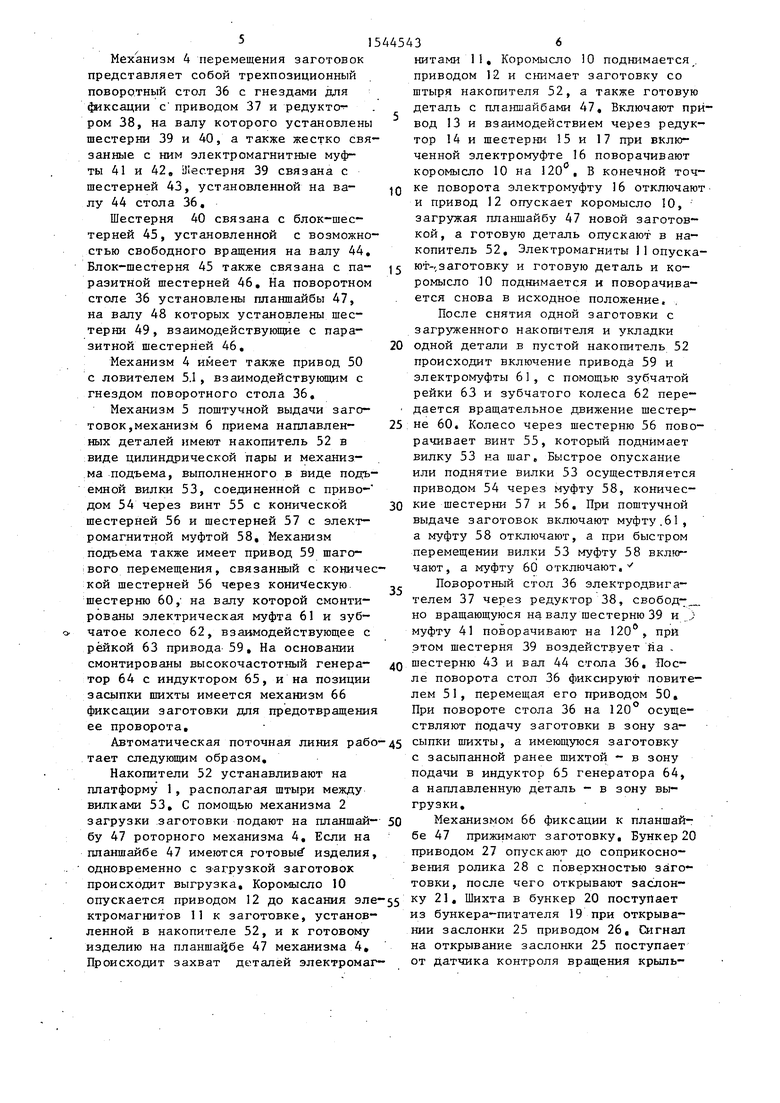
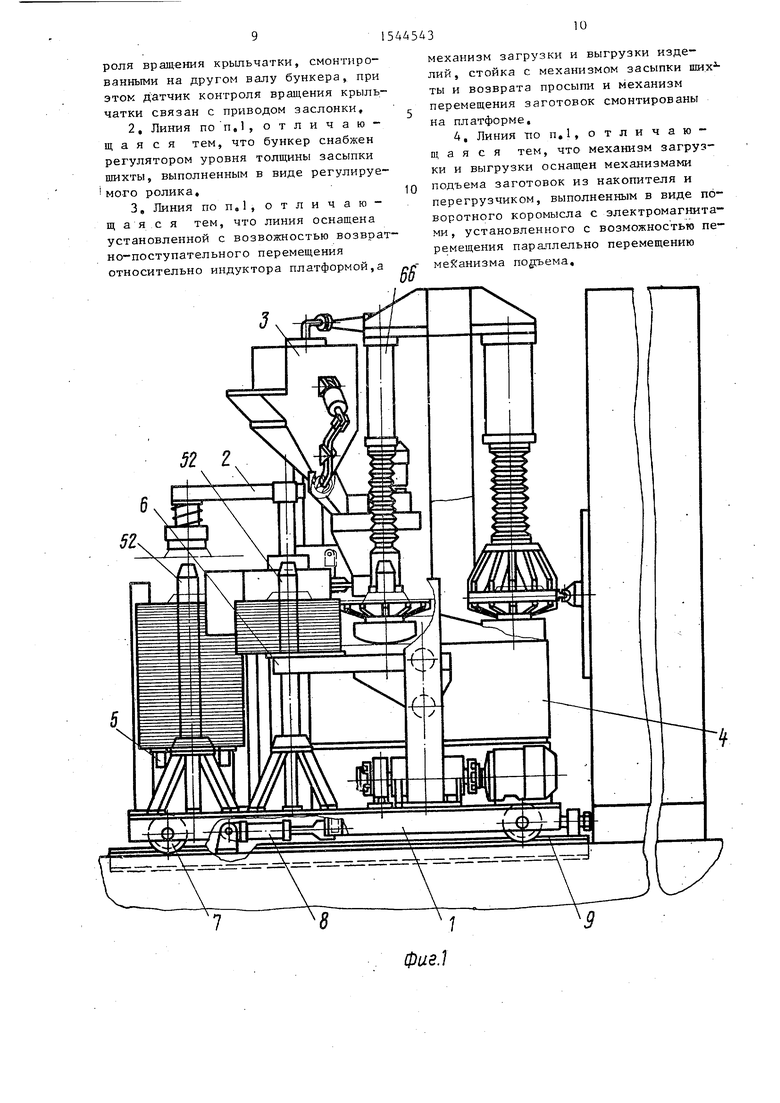
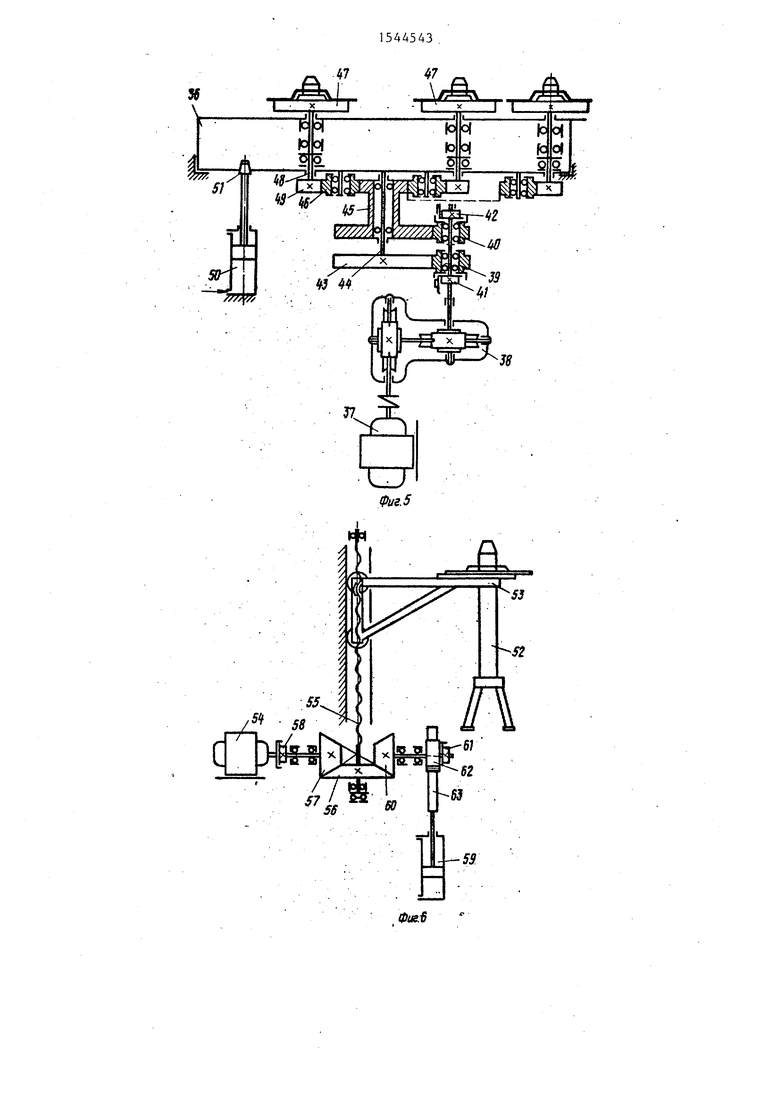
На фиг.1 показана поточная линия, общий вид; на фиг,2 - то же, вид сверху; на фиг.З - механизм засыпки и возврата просыпи шихты; на фиг,4 - разрез А-А на фиг,2; на фиг,5 - кинематическая схема роторного устройства; на фиг,6 - кинематическая схема механизма подъема заготовок в накопитель; на фиг,7 - кинематическая схема перегрузчика; на фиг,8 - узел I на фиг.З.
Установка состоит из платформы 1, на которой установлены механизм 2 загрузки и выгрузки деталей, механизм 3 засыпки шихты и возврата просыпа шихты, механизм 4 перемещения заготовок в виде роторного устройства, механизм 5 выдачи заготовок и механизм 6 приема наплавленных деталей.
Платформа 1 установлена на катке 7 и оснащена приводом 8 для перемещения платформы 1 по рельсам 9. Механизм 2 загрузки и выгрузки деталей состоит из коромысла 10, на концах которого устаноплены электромагни
0
5
0
5
0
5
ты 11, связанного с приводом 12 подъема и привода поворота, выполненного в виде электродвигателя 13 с двухступенчатым редуктором 14, на выходном валу которого установлены свободно вращающаяся шестерня 15 и электромагнитная муфта 16/ Шестерня 15 связана с зубчатым колесом 17, установленным на валу коромысла 10.
Механизм 3 засыпки шихты и возврата просыпа шихты установлен на колонне 18, установленной на платформе 1, и состоит из бункера-питателя 19, шарнирно установленного на ко нонне18 бункера 20 с щелевой воронкой и заслонкой 21, и вакуумного отсоса просыпавшейся шихты, состоящего из приемной воронки 22, трубопровода 23 и эжектора 24. Бункер-питатель 19 представляет собой емкость с воронкой, которая закрывается заслонкой 25 с приводом 26.
Качающийся бункер 20 имеет привод 27 подъема и копирный ролик 28, установленный с возможностью регулировки. Внутри бункера 20 смонтированы два вала 29 и 30, связанные между собой ременной передачей 31, На одном валу смонтирована лопастная крыльчатка 32 для перемещения шихты и датчик 33 контроля вращения крыльчатки, а на другом валу установлена фрикционная регулируемая муфта 34 с электродвигателем 35, Датчик 33 связан электрически с приводом 26 заслонки 25,
Механизм 4 перемещения заготовок представляет собой трехпозиционный поворотный стол 36 с гнездами для фиксации с приводом 37 и редуктором 38, на валу которого установлены шестерни 39 и 40, а также жестко связанные с ним электромагнитные муфты 41 и 42. Легтерня 39 связана с шестерней 43, установленной на валу 44 стола 36,
Шестерня 40 связана с блок-шестерней 45, установленной с возможностью свободного вращения на валу 44. Блок-шестерня 45 также связана с паразитной шестерней 46. На поворотном столе 36 установлены планшайбы 47, на валу 48 которых установлены шестерни 49, взаимодействующие с паразитной шестерней 46.
Механизм 4 имеет также привод 50 с ловителем 51, взаимодействующим с гнездом поворотного стола 36,
Механизм 5 поштучной выдачи заготовок,механизм 6 приема наплавленных деталей имеют накопитель 52 в виде цилиндрической пары и механизма подъема, выполненного в виде подъемной вилки 53, соединенной с приво- дом 54 через винт 55 с конической шестерней 56 и шестерней 57 с электромагнитной муфтой 58, Механизм подъема также имеет привод 59 шагового перемещения, связанный с коничекой шестерней 56 через коническую шестерню 60, на валу которой смонтированы электрическая муфта 61 и зубчатое колесо 62, взаимодействующее с рейкой 63 привода 59. На основании смонтированы высокочастотный генератор 64 с индуктором 65, и на позиции засыпки шихты имеется механизм 66 фиксации заготовки для предотвращени ее проворота.
Автоматическая поточная линия рабо-д5 сыпки шихты, а имеющуюся заготовку
тает следующим образом.
Накопители 52 устанавливают на платформу 1, располагая штыри между вилками 53. С помощью механизма 2 загрузки заготовки подают на планшайбу 47 роторного механизма 4. Если на планшайбе 47 имеются готовые изделия, одновременно с загрузкой заготовок происходит выгрузка. Коромысло 10
опускается приводом 12 до касания эле 55КУ 21« Шихта в бункер 20 поступает
ктромагнитов И к заготовке, установ-из бункера-питателя 19 при открыва-
ленной в накопителе 52, и к готовомунии заслонки 25 приводом 26, Сигнал
изделию на планшайбе 47 механизма 4,на открывание заслонки 25 поступает
Происходит захват деталей электромаг-от датчика контроля вращения крыльнитами 11. Коромысло 10 поднимается приводом 12 и снимает заготовку со штыря накопителя 52, а также готовую деталь с планшайбами 47, Включают привод 13 и взаимодействием через редуктор 14 и шестерни 15 и 17 при включенной электромуфте 16 поворачивают коромысло 10 на 120°, В конечной точке поворота электромуфту 16 отключают и привод 12 опускает коромысло 10, загружая планшайбу 47 новой заготовкой, а готовую деталь опускают в накопитель 52. Электромагниты 11опускаj ют--заготовку и готовую деталь и коромысло 10 поднимается и поворачивается снова в исходное положение.
После снятия одной заготовки с загруженного накопителя и укладки
0 одной детали в пустой накопитель 52 происходит включение привода 59 и электромуфты 61, с помощью зубчатой рейки 63 и зубчатого колеса 62 передается вращательное движение шестер5 не 60. Колесо через шестерню 56 поворачивает винт 55, который поднимает вилку 53 на шаг. Быстрое опускание или поднятие вилки 53 осуществляется приводом 54 через муфту 58, коничес0 кие шестерни 57 и 56. При поштучной выдаче заготовок включают муфту.61, а муфту 58 отключают, а при быстром перемещении вилки 53 муфту 58 включают, а муфту 60 отключают,v
Поворотный стол 36 электродвигателем 37 через редуктор 38, свобод-. но вращающуюся на валу шестерню 39 и - муфту 41 поворачивают на 120°, при этом шестерня 39 воздействует на - шестерню 43 и вал 44 стола 36. После поворота стол 36 фиксируют повите- лем 51, перемещая его приводом 50. При повороте стола 36 на 120° осуществляют подачу заготовки в зону за5
0
с засыпанной ранее шихтой - в зону подачи в индуктор 65 генератора 64, а наплавленную деталь - в зону выгрузки,
Механизмом 66 фиксации к планшайбе 47 прижимают заготовку. Бункер 20 приводом 27 опускают до соприкосновения ролика 28 с поверхностью заготовки, после чего открывают заслон-
чатки 32, При наличии дстаточного количества шихты в бункере 20 перья крыльчатки 32, которые засыпаны шихтой до определенного верхнего уровня, не вращаются при периодическом включении электродвигателя 35 за счет трения (сопротивления) поверхности крыльчатки с износостойким твердым сплавом (шихтой). Вращательное дви- жение от электродвигателя 35 передается крыльчатке 32, а вместе с ней и датчику 33 контроля вращения крыльчатки 32 через фрикционную муфту 34 и клиноременную передачу 31.
При отсутствии вращения крыльчатки 32, т.е. при достаточном наличии шихты в бункере 20, фрикционная муфта 34 проскальзывает. По мере расхода шихты в бункере 20 перья крыльчат ки 32 освобождаются и -крыльчатка 32 начинает вращаться; а заодно начинает вращать датчик 33 контроля, который подает сигнал на открывание заслонки 25.а
Открывание заслонки 25 возможно только при закрытой заслонке 21 и отключенном эжекторе 24. Засыпку шихты на деталь осуществляют бункером 20 при вращении ее вместе с пяаншай-
бой 47 от электродвигателя 37, вращение осуществляется через двухступенчатый червячный редуктор 38, электромуфту 42 и шестерню 40, а также через блок-шестерню 45 и паразитную шестер- ню 46 на шестерню 43 и вал 44, на котором установлена планшайба Д7, Все три планшайбы 47 вращаются одновременно. После окончания засыпки шихты, а также наплавки производится останов вращения трех планшайб. Далее производят отвод бункера 20 и расфиксацию поворотного стола 36, Затем снова осуществляется поворот стола 36 на 120°, происходит смена по- зиций и подача заготовки с шихтой на позицию наплавки с помощью указанных элементов, после чего осуществляется горизонтально-подвижное перемещение платформы 1 на четырех кат- ках 7 по двум рельсам 9 к индуктору 65 с помощью привода 8.
По окончании наплавки происходит останов вращения детали, платформа 1 отходит от индуктора 65 обратным пу- тем назад, а дальше осуществляется поворот стола еще на 120 , После этого происходит выгрузка и загрузка изделий, установка новой детали с
шихтой на наплавку и под засыпку ших4- ты и т.п. до полного израсходования заготовок в пакете,
С целью уменьшения просыпа шихты в приемную воронку 22 во время засыпки ее на изделие снизу под нее устанавливается подпружиненная пластинка (не показана), которая закрывает прорези в теле заготовки, а частично просыпавшаяся шихта собирается в воронке 22 и возвращается по трубопроводу 23 в бункер-питатель 19 с помощью эжектора 24,
После полного израсходования заготовок в пакете происходит автоматический останов установки. Пустой накопитель 52 и накопитель с наплавленными деталями убирают и устанавливают накопитель 52 с новыми заготовками и пустой накопитель 52, Цикл работы автоматической линии для наплавки тонких фасонных дисков повторяется в описанной последовательности.
Предлагаемая линия позволяет путем автоматизации подачи шихты осуществлять контролируемую подачу шихты на деталь с постоянной подпиткой бункера, а осуществление одновременной подачи нескольких заготовок на технологические позиции, перемещение установленного на платформе технологического оборудования в зону индуктора позволяет повысить производитель ность.
Форму л а изобретения
роля вращения крыльчатки, смонтированными на другом валу бункера, при этом датчик контроля вращения крыльчатки связан с приводом заслонки,
2,Линия по п.1, отличающаяся тем, что бункер снабжен регулятором уровня толщины засыпки шихты, выполненным в виде регулируемого ролика,
3,Линия по п, 1 , отличающаяся тем, что линия оснащена установленной с возвожностью возвратно-поступательного перемещения относительно индуктора платформой,а
5Z
5
механизм загрузки и выгрузки изделий, стойка с механизмом засыпки шихх ты и возврата просыпи и механизм перемещения заготовок смонтированы на платформе,
А, Линия по п.1,отличающая с я тем, что механизм загрузки и выгрузки оснащен механизмами подъема заготовок из накопителя и перегрузчиком, выполненным в виде поворотного коромысла с электромагнитами, установленного с возможностью перемещения параллельно перемещению механизма подъема.
фие.1
5
Л
U
/
Ю
rtt
, , s
/}////S///7/77
Фиг7
tk.g
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ КУЛЬТИВАТОРНЫХ ЛАП | 1965 |
|
SU214696A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
