Изобретение относится к области наплавки порошковыми материалами тонколистовых металлических изделий.
Известна установка для наплавки, содержащая механизм подачи изделии, устройство дозирования ианлавляемых материалов, устройство для наплавки, устройство для охлаждения и механизм съема наплавленных изделий.
Предлагаемая уста1ювка позволяет у.тучшить качество наплавки за счет отсутствия онерации транспортировки изделий с уже нанесенным на его поверхность наплавляемым порошком, а также за счет точного дозирования порошка.
В предлагаемой установке устройство для нанлавки совмеш,ено с устройством дозирования наплавляемого материала (порошка) и выполнено в виде двух укрепленных на станине , в нижний из которых вмонтирован индуктор, а в верхний, установленный с вoз oжнocтыo перемещения, встроен подвижный дозатор с отсекателями, обеспечивающи заданные размеры наплавляемых валиков.
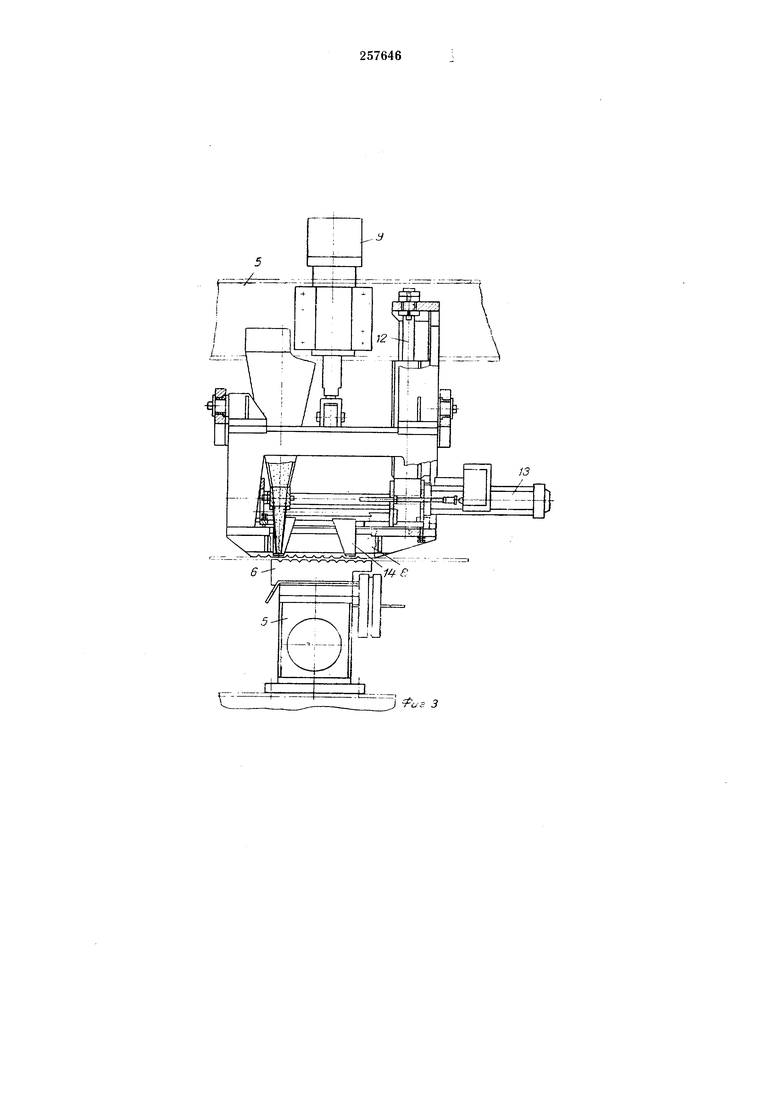
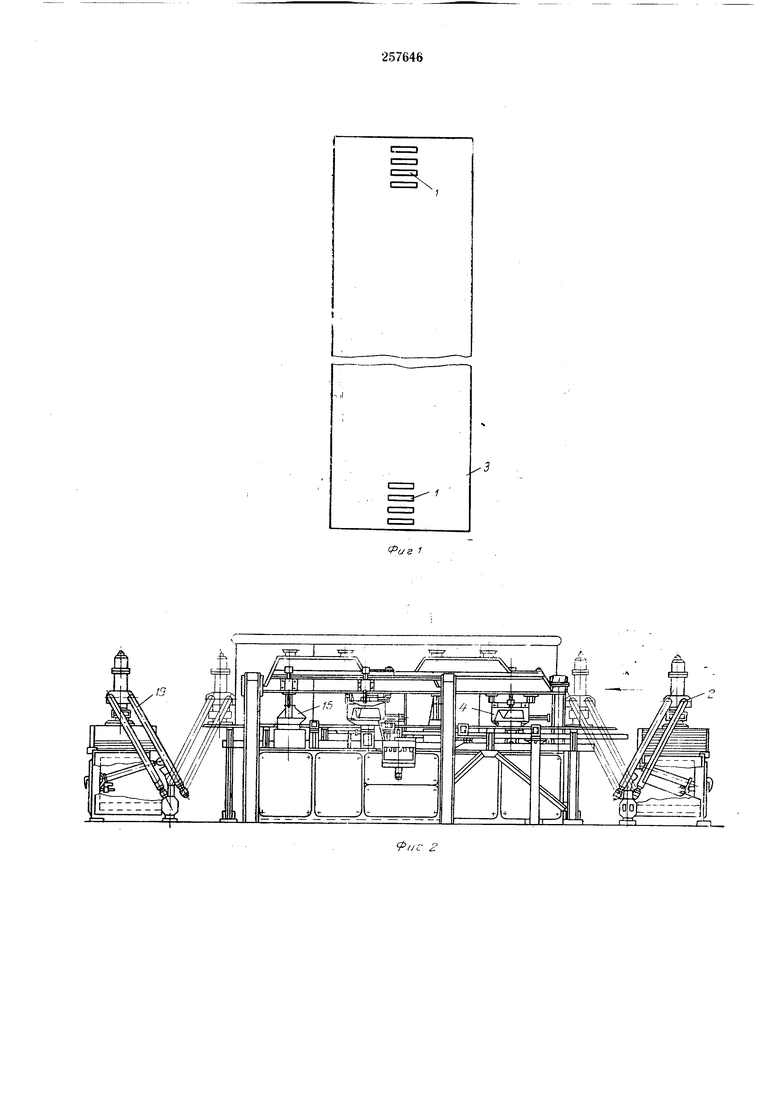
Па фиг. 1 изображено наплавляемое изделие (заготовка желоба рештака для угольных конвейеров); на фиг 2 - предлагаемая установка, вид спереди; на фиг. 3 - устройство дозирования, вид спереди; на фиг. 4 -
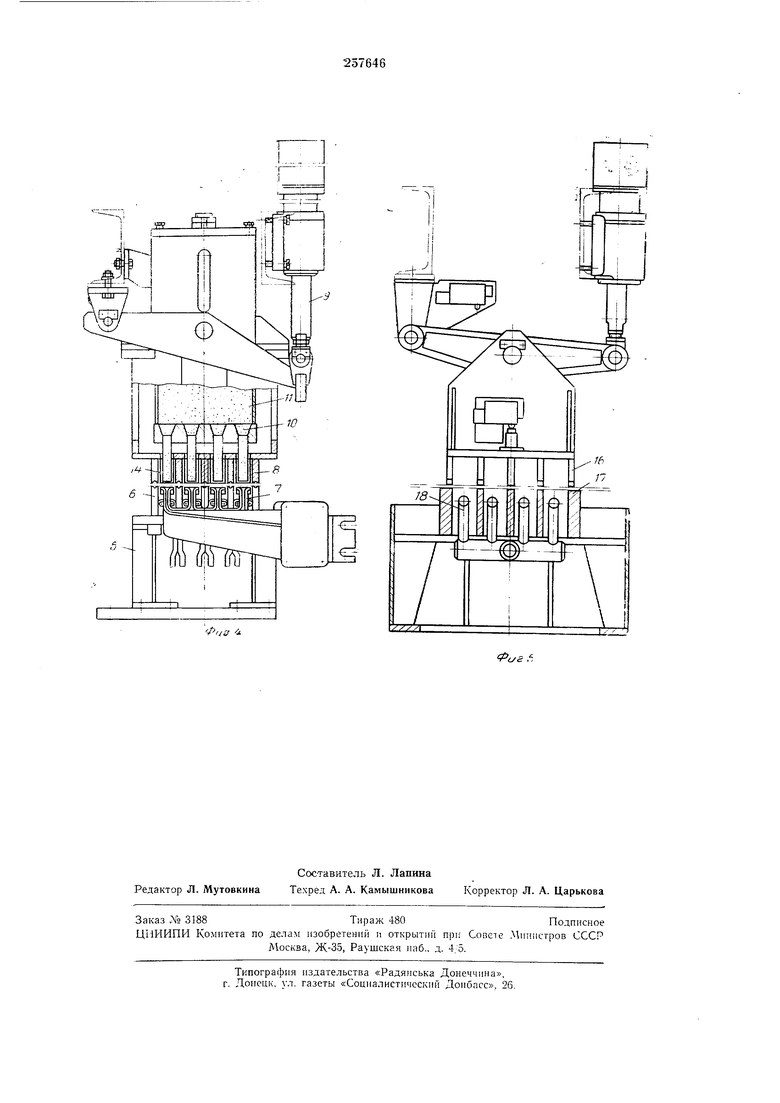
устройство для нанлавки, вид сбоку; на фиг. 5 - устройство для охлажден}1я.
Для наплавки валнков / .тистораскладчик 2 подает листы 3 к устройству для нанлавки 4. 5 Устройство выполнено в виде двух , укрепленных на станне 5: нижнего нрижилга 6, в который вмонтирован индуктор 7, и верхнего нрнжима 8, снабженного приводом 9 вертикального перемеи1,ения. При этом в верх0 НИИ прижим встроен дозатор, имеющий четыре трубки 10 для бестрафаретного нанесения норошковой наплавляемой шихты // на лист. Дозатор снабжен приводом /2 вертикального перемещения н приводом 13 горизонтального
5 перемещения, а также отсекателями /4 для обеспечения заданных размеров насыпаемых валиков шихты на лист.
Устройство /5 для охлаждения выполнено в виде нрофнльных верхнего прижима 16 и
0 нижнего нрижилга 17, который шюнтирован сирейер 1-8.
Онерацию съема заготовки выпо.тняет листоукладчик 19.
становка работает следующим образом.
5 Сначала листораскладчик подает лист на нозинпю дозирования и наплавки, для чего спеннпльный упор фиксирует заданное положение листа на этой позиции. Затем опускается корпус верхнего прижн а 8, и лист зажил:априжил ом, выступающим поверхностью индуктирующих проводпиков 7. После этого опускаются трубки дозатора и осуществляется его горизонтальное неремещение из одного крайнего ноложения в другое. Зазор между торцами трубок и поверхностью листа определяет толщину насыпаемой шихты, а ширина трубок - ширину насыпаемых полос шихты.
Дозирование происходит в зажатом положении листа, поверхность которого на участке пасынки полиостью выпрямлена, что позволяет иол чать одинаковую пасыпки шихты па всех полосах. После дозирования лист остается в состоянии, а дозатор поднимается в верхнее иоложение, и начинается ироцесс наплавки. Операции дозирования и наилавки совмещены на одной рабочей позииип, что позволяет не рассыпать шихту нри транспортировке с одной нозиции на другую.
Зажатие листа в процессе наплавки обеспечивает стабильность процесса нагрева, так как Б свободно-М состоянии тонкий лист сильно коробится и нри этом нарушается основной параметр процесса - зазор между листом и витками индуктора, что приводит к прожогу листа.
Только после окончания наплавки кориус верхнего прижима поднимается, и наилавленный лист транспортируется на позицию охлаждения.
Особенность узла охлаждения заключается в том, что еще в красном состоянии ианлавленный участок листа зажимается иригкимами 16 и 17 и нолучает пластическую деформацию которая затем фиксируется при сирейерном охлаждении листа. Наплавленный лист с ианлавленной деформацией более качественно штамнуется в желоб в нроцессе носледующих операций по изготовлению ренггаков.
Всего в установке применено два наилавочных устройства и два устройства охлаждения для качественной наилавки обоих концов листа.
Па иозициях лист передвигается транспортным стройством периодического действия, неремещаюнив одновременно все листы на шаг - 900 мм. Привод транспортного устройства - гидромеханический.
Па каждой иозиции лист во время выполнения технологической онерации заж,имается гидронрижимом с усилием равным 2 т. Команду на выполнение технологических операций - иасыпки порошка и включения подачи охла :даю1цей жидкости (посредством вентиля с
о электромагнитпым приводом) - дают конечные выключатели, смонтированные на каждой позиции, при опускании дозатора и прижимов в пижнее положение. После охлаждения лист подхватывает листоукладчик, укладывает его в стоиу и возвран1ается в исходное положение. Листоукладчик и листораскладчик по конструкции аналогичны друг другу и состоят из рамы с пневмоприсосами, подъемного ycTpoiiства, нространственного четырехугольника, образуемого дву.мя трубчатыми ра:мами, гидроцилиндра подачи стола, сваренного из нрофилы-юго железа. Рамы, образующие четырехзвенник, шарнирно прикреплены к столу и соединяются между собой в верхней части рамой
5 подъемного устройства.
Предмет изобретения
Установка для иаплавки, преимущественно тонколистовых металлических изделий с ис0пользованием порошкообразных наплавляемых .материалов, содержащая механнз, нодачи изделий, устройство дозироваиия наплавляемых материалов, устройство для нанлавки, устройство для охлаждения и механизм съема
5 направленных изделий, отличающаяся , что, с целью улучшения качества наилавки тонколистовых изделий, устройство для нанлавки совмещено с устройством дозирования наплавляемого материала (порошка) и вьшOv 0нено в виде двух укрепленных на станине ирпжимов, в нижний из которых вмонтирован индуктор, а в верхний, установленный с возможностью перемещепия, встроен подвижиый дозатор с отсекателями, обеспечиваюпипг задап5ные размеры 1аплавляе.мых ва.тиков.
а-г 3
P,JS i
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАПЛАВКИ | 1973 |
|
SU399324A1 |
| СТАНОК ДЛЯ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВТУЛОК | 1991 |
|
RU2015831C1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ | 1973 |
|
SU384641A1 |
| Способ индукционной наплавки | 1985 |
|
SU1324801A1 |
| Устройство для наплавки металлических изделий металлом | 1950 |
|
SU101182A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133661C1 |
| Автоматическая поточная линия для наплавки | 1972 |
|
SU440229A1 |
| Способ индукционной наплавки | 1986 |
|
SU1449282A2 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2214322C2 |