1
Изобретение относится к области металлургии и предназначено для обработки проволоки и ленты.
Известен способ пуска установки электроконтактного нагрева, снабженной контактами, заключающийся в том, что в период пуска подвижный («холодный) контакт установки перемещают с заданной скоростью.от неподвижного («горячего) контакта и при этом поддерживают постоянным ток, протекающий по проволоке, или изменяют по заданному закону напряжение нагрева, а после достижения «холодным контактом своего рабочего положения включают привод намоточного устройства, протягивающего проволоку через установку электроконтактного пагрева.
Цель изобретения - обеспечить равномерный нагрев проволоки. Это достигается тем, что в период пуска сначала включают напряжение нагрева, затем обдувают нагреваемый участок проволоки газовым потоком и по достижении заданного распределения те.мператур вдоль нагреваемого участка включают привод тянущего устройства и прекращают обдув.
На фиг. 1 изображена схема предлагаемого способа пуска установки, которая состоит из «холодного контакта 1, «горячего контакта 2, нагреваемой проволоки 3, источника питания 4, трубы (канала) 5.
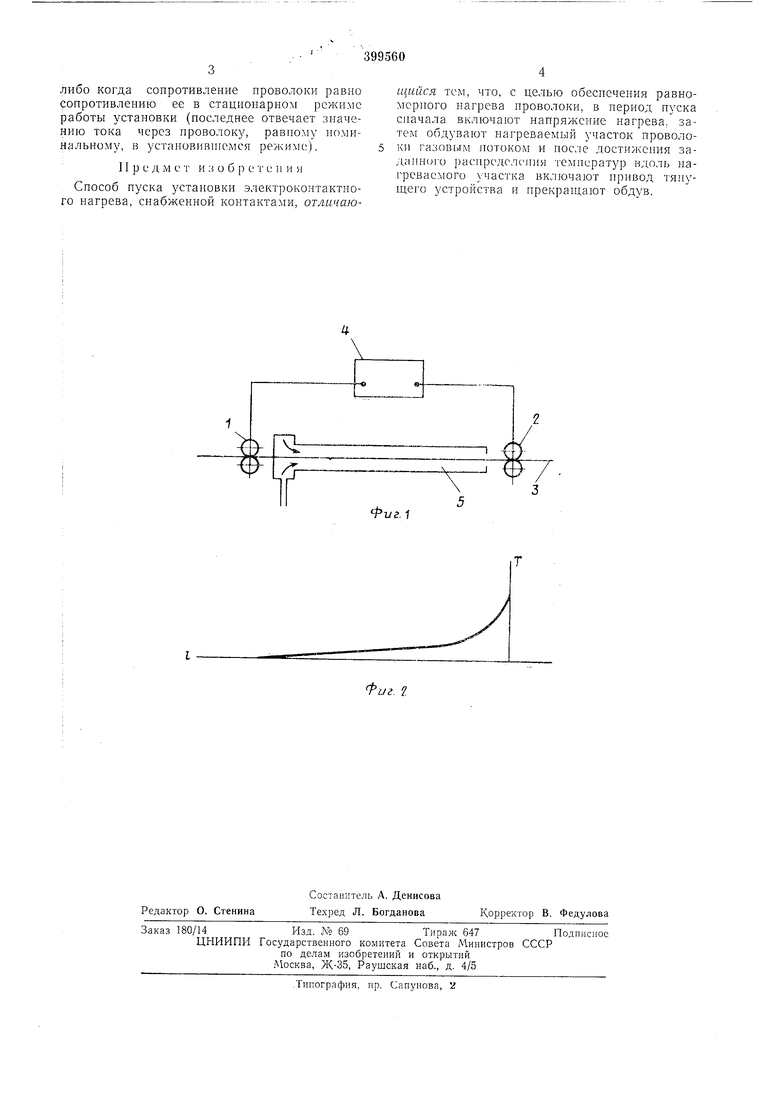
На фиг. 2 - эпюра необходимого распределения температур вдоль проволоки перед проведением се в движение. Распредслеппе температур быть таким, как на проволоке в стационарном режиме, и может быть легко рассчитано.
Процесс пуска осуществляют следующим образом.
Через контакты 1 и 2 па проволоку подают от источника питания напряжение нагрева и одновременно вк,:|ючают подачу воздуха (газа).
Проволока разогревается током и одиовременно обдувается с поверхности. При этом газ нагревается н температура его в конце )анала (около «горячего контакта) становится больше, чем в начале. Поэтому в начале участка нагрева холодный поток газа отнимает от проволоки больше тепла, чем в конце его.
Кроме того, так как площадь поперечного сечения трубы (канала) 5 в начале больнк-, чем в конце, скорость газа (воздуха) такясе больще в начале канала, чем в конце, и поэтому теплоотдача с поверхности проволоки также больше в начале участка нагрева, чем в конце его.
Продвил енне проволоки начинают в момент, когда температура проволоки у «горячего контакта становится равной заданной.
3
либо когда сопротивление проволоки равно сопротивлению ее в стационарном режиме работы установки (иоследнее отвечает значению тока через нроволоку, равному номинальному, в установивнгемся режиме).
11 р с д м е т и 3 о б J) е т е и и я
Способ нуска установки электроконтактного нагрева, снабженной контактами, отличающийся тем, что, с целью обеснечения равномерного нагрева нроволоки, в период нуска сначала включают нанряжение нагрева, затем обдувают нагреваемый участок проволоки газовым потоком и после достижения заданно1-о )аспредел(,мп1я температур вдоль нагреваемого участка вк.пючают нривод тянущего устройства и нрекранхают обдув.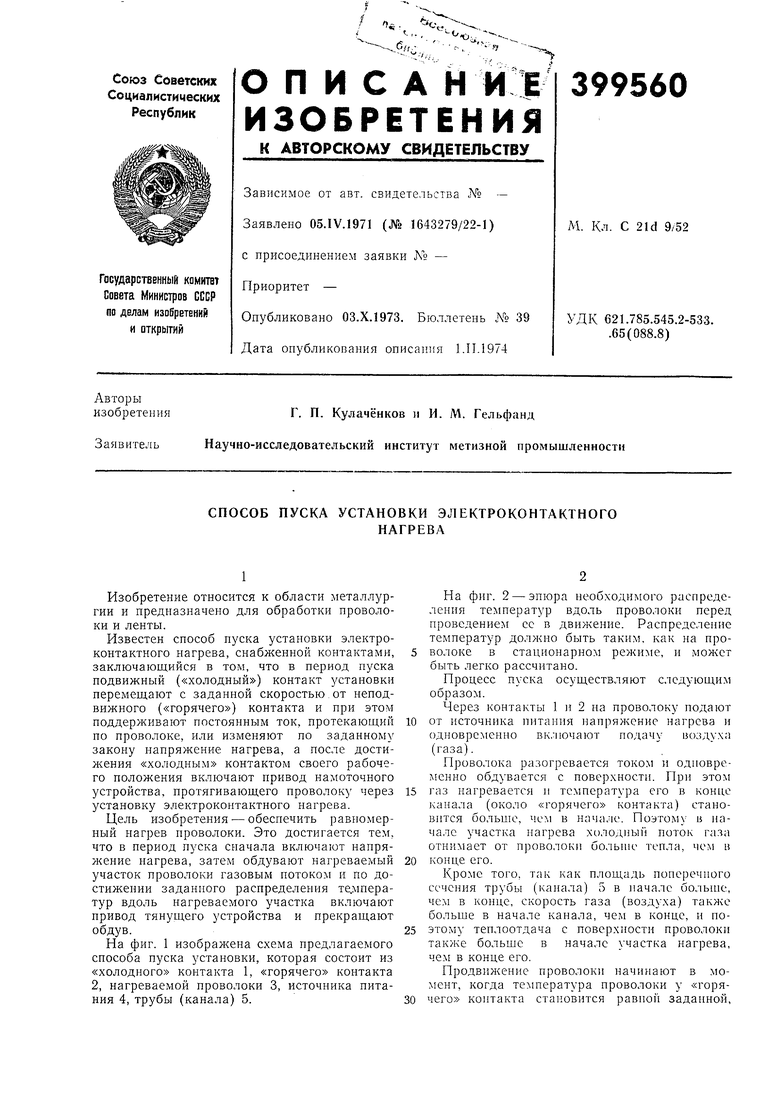
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЕСПЕЧЕНИЯ В ПЕРИОД ПУСКА | 1967 |
|
SU190504A1 |
| Устройство для электроконтактного нагрева металла | 1981 |
|
SU969764A1 |
| Способ пуска установки электроконтактного нагрева в потоке с волочильным станом | 1978 |
|
SU1037987A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 1990 |
|
RU2034053C1 |
| УСТРОЙСТВО для ЭЛЕКТРОКОНТАКТНОГО НАГРЕВАПРОВОЛОКИ | 1970 |
|
SU279682A1 |
| СПОСОБ ДОЖИГАНИЯ ГОРЮЧИХ ПРИМЕСЕЙ | 1991 |
|
RU2057578C1 |
| СПОСОБ ВОЛОЧЕНИЯ ЗАГОТОВОК КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2004 |
|
RU2252091C1 |
| Установка для электроконтактногоНАгРЕВА пРуТКОВ | 1979 |
|
SU846575A1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ПРАВКИ РАСТЯЖЕНИЕМ ТРУБ, ПРУТКОВ И ПРОФИЛЕЙ | 2011 |
|
RU2453613C1 |
| Технологическая линия для производства биметаллической проволоки | 1977 |
|
SU738770A1 |
Ф-иг.1
