1
Изобретение относится к автоматическому регулированию толщины полосы на прокатных станах.
Известно устройство регулирования толщины прокатываемой полосы, устранение поперечной разнотолщинности в котором осуществляется путем изгиба или противоизгиба прокатных валков, осуществляемых с помощью гидравлической системы регулирования профиля валков. (Рокотян Е. С. «Электросиловые параметры обжимных и листовых станов. Металлургия, 1968 г., с. 244-245).
Давление в гидроцилиндрах, изменяющих профиль валков и прокатываемой полосы, может изменятся либо оператором стана на основе визуального контроля качества полосы, либо автоматически по сигналам электрических датчиков.
При этом качество регулирования полосы при ручном регулировании давления в гидроцилиндрах противоизгиба плохое, а при автоматическом регулировании с использованием сигналов от электрических датчиков устройство ненадежно из-за сложности и ненадежности Б работе электрических схем используемых датчиков.
Цель изобретения - повышение надежности и устройства в работе при автоматическом регулировании профиля валков и повыщение качества прокатываемой полосы.
При этом используется то обстоятельство, что необходимое усилие изгиба валков пропорционально усилию прокатки. Поскольку в системе регулирования толщины (продольная разнотолщинность) по отклонениЕо от заданной величины суммарного усилия давления металла на валки и усилия гидроцилиндров предварительного напряжения суммарное усилие поддерживается постоянным, изменение усилия гидроцилиндров может служить непосредственной мерой усилия прокатки.
Поэтому в устройстве для достижения поставленной цели входное звено регулятора давления в цилиндрах распора станины поворотным рычагом соединено с входным звеном регулятора давления в цилиндрах изгиба валков.
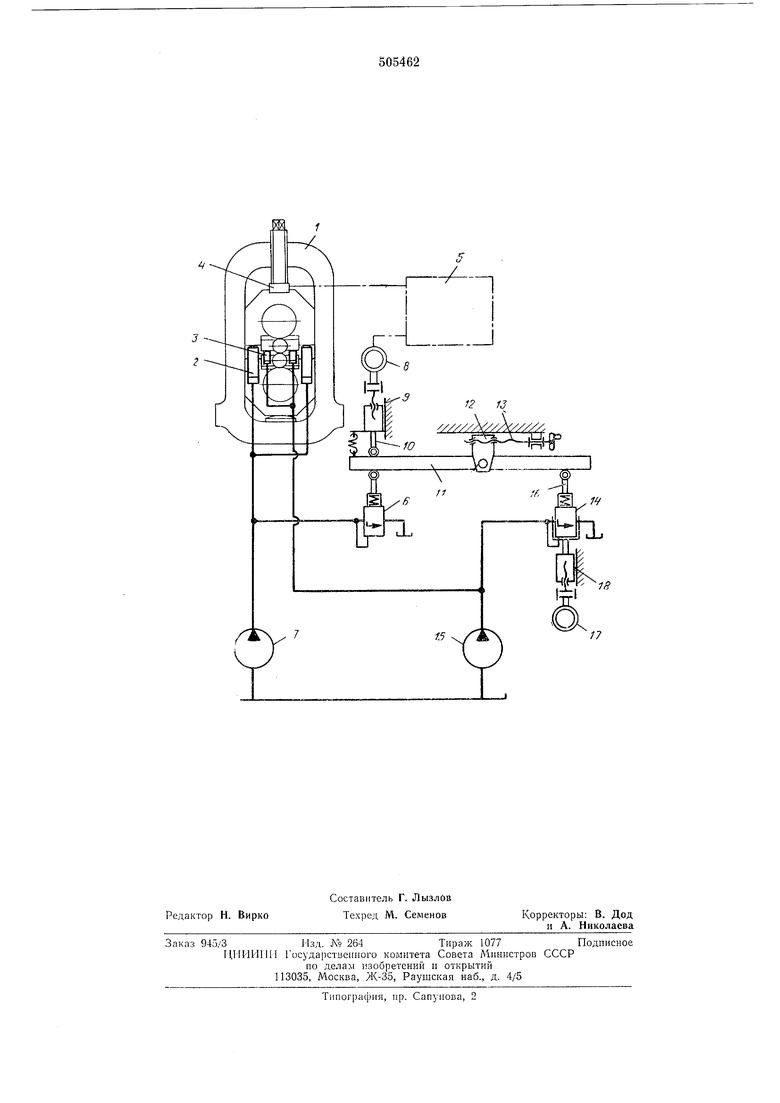
На чертеже представлено устройство для регулирования толщины полосы.
Клеть 1 снабл ена цилиндрами 2 предварительного распора станины, цилиндрами 3 из-, гиба валков и электрической месдозой 4, воспринимающей давление металла на валки и усилие цилиндров.
Месдоза подключена к электронной схеме 5, соединенной с регулятором давления 6, имеющим электромеханическое унравление.
Регулятор 6 подключен к напорной линии насоса 7, соединяющей его с цилиндрами 2,
Электромеханический привод регулятора давления содержит шаговый электродвигатель 8 с передачей винт-гайка 9, выходом которой является поступательное перемеп1епие толкателя 10. Толкатель 10 через рычаг 11 упирается во входное звено (пружину) регулятора давления 6, в качестве которого применен переливной клапап. Рычаг 11 выполнен поворотным, причем в его опору 12 встроен регулировочный винт 13. Другой конец рычага 11 упирается во входное звено (пружину) регулятора давления 14, подключенного к линии насоса 15, соединяющей его с цилиндрами 3.
В качестве регулятора 14 также применен иерелпвной клапан, имеющий подвижный корпус. Сжатие его пружины может осуществляться как в результате перемещения толкателя 16 при неподвижном корпусе, так и за счет перемещения его корпуса при пеподвижпом толкателе 16. Для перемещения корпуса использован электромеханический привод, аналогичный приводу регулятора давления 6, т. е. состоящий из шагового электродвигате.ля 17 и передачи винт-гайка 18.
Устройство работает следующим образом.
При заправке полосы и в начале прокатки управление электродвигателем 8 отключено, а ре1Ллятор 6 настроен на некоторую среднюю величину давления. По достижении в процессе разгона стана заданной толщины по;госы фиксируется текущее значение усилия, замеренное месдозой 4, и включается управление электродвигателем 8. В дальнейшем суммарное усилие давления металла на валки и цилиндров 2 поддерживается постоянным.
Колебания толщины металла или его твердости на входе в валки приводят к отклонению замеряемого месдозой усилия. Поступающий в электронную схему 5 сигнал приводит к такому изменению настройки регулятора 6, что величина суммарного усилия на месдозе 4 сохраняется в процессе прокатки постоянной.
Увеличение толщины или твердости прокатываемой полосы приводит к уменьшению давления в цилиндрах 2, т. е. к увеличению
давления валков па металл и его доиолпительному обжатию. Толкатель 10 при этом идет вверх, ослабляя затяжку пружины регулятора 6. Одновременио второй конец поворотного рычага 1 сжимает пружину регулятора 14. Тем самым в соответствии с увеличением давления валков па металл (усилия прокатки) увеличивается давление в цилиидрах 3, т. е. усилие изгиба валков. С помощью электродвигателя 17 и передачи винт-гайка
18 устанавливается начальная величина давления в цилиндрах 3, а также может производится корректировка этого давления в процессе прокатки.
Таким образом, перемещая опору 12 рычага, можно в определенных пределах изменять коэффициент пропорциональности между изменениями усилия прокатки и усилия изгиба валков, а следовательно, и регулировать толщину полосы как в продольном, так и поперечном направлении.
Предмет изобретения
Устройство для регулирования толщины полосы, содержащее цилиидры предварительпого распора станины, цилиндры изгиба валков, расположенные между нодушками опорных и рабочих валков соединенные через регулятор давления с электромеханическим приводом к линии насоса, месдозу, установленную между нажимным винтом и подушкой опорного валка, выход которой через электронную схему соединен с шаговым электродвигателем электромеханического привода регулятора давления в цилиндрах распора стаНИНЫ, соединенного с напорной линией насоса, отличающееся тем, что, с целью новышения надежности устройства при автоматическом регулировании профиля валков и повышения качества прокатываемой полосы,
входное звено регулятора давления в цилиндрах распора станины поворотным рычагом соединено с входным звеном регулятора давления в цилиндрах изгиба валков.
17

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования толщины прокатываемой полосы | 1979 |
|
SU863037A1 |
| Способ регулирования толщины полосы на прокатном стане | 1979 |
|
SU977077A1 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Устройство для регулирования раствораи пРОфиля ВАлКОВ лиСТОпРОКАТНОгОСТАНА | 1978 |
|
SU806183A1 |
| Система автоматической стабилизации толщины полосы | 1977 |
|
SU682298A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1973 |
|
SU400391A1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
| Система автоматической стабилизации толщины полосы | 1976 |
|
SU554024A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |